
技术摘要:
本发明涉及一种电弧能量调节装置及方法,属焊接技术领域。其基本工作原理是通过控制电路中开关管的导通与关断状态,调整旁路电流分流量的大小,间接控制电弧对焊接母材的直接热输入总量。该方法能够在电源输入不变的情况下,通过分流作用,实现对电弧能量的调节,可广 全部
背景技术:
焊接技术作为一种重要的连接技术,被广泛应用于制造业生产中。优质高效的焊 接方法是焊接研究人员的不断追求。实现优质高效的焊接的方式之一就是使用多电极电弧 复合焊接技术。常用的多电极复合焊接技术有:双(多)丝复合焊接技术、旁路耦合焊接技 术、交叉耦合电弧焊接技术等。 此类型的多电极电弧复合焊接技术采用多个电极和工件同时放电,可以减小单电 弧焊接工艺的局限性,在焊接速率、熔覆效率、焊接热输入等方面具有明显优势。不同工艺 的复合搭配,为实现优质高效焊接提供新的思路方法。 但是,传统的焊接电源的直接组合,大多不能满足复合焊接工艺的要求。例如:(1) 多个输入电源的直接组合在工作时,很难精准实现同时输出与同时停止。(2)由多个电源直 接组合的焊接电源,在波形的动态叠加与动态响应等方面存在一定问题。(3)当多个输入电 源存在共用的输出电极时,组合电源的极性相对固定,不能在工作时完成实时变极性输出。 因此,传统电源的直接组合,不能直接应用于复合焊接。现有组合焊接电源的问 题,也在一定程度上,限制并阻碍了多电极复合电弧焊接技术的发展。所以,对多电极复合 电弧能量调节的研究意义重大。
技术实现要素:
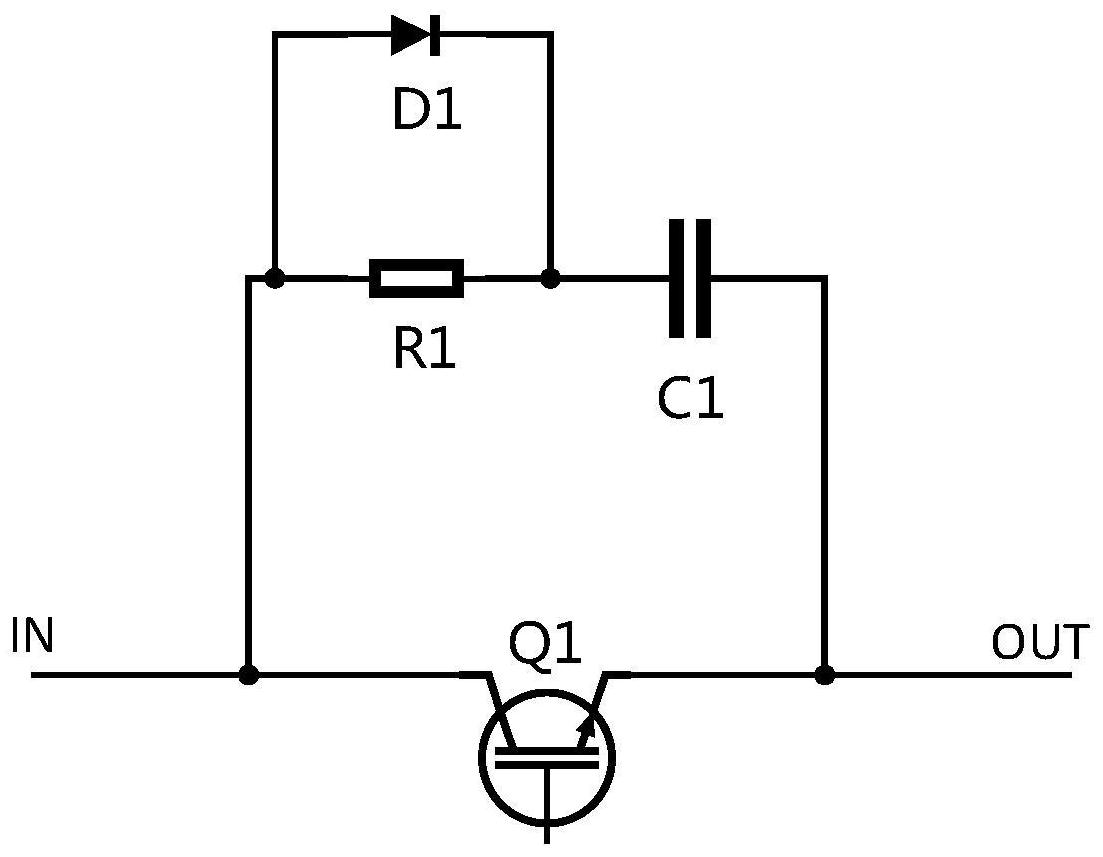
本发明为解决多电极电弧的能量调节分配问题,提出了一种电弧能量调节装置。 通过控制开关管开通和关断的时间比率(占空比),调整电弧电流的分流量,进而调节电弧 对焊接母材直接热输入总量。 本发明在不改变电源输入状态的情况下,利用能量调节装置,实现了对电弧能量 的调节分配。 本发明涉及的调节装置主体结构1,如图1中所示,包括:开关管(Q1)、电阻(R1)、电 容(C1)、二极管(D1)、输入端(IN)、输出端(OUT)。具体连接方式为:开关管Q1集电极与输入 端IN相连,发射极与输出端OUT相连。电阻R1与电容C1串联连接。电阻R1另一端与开关管Q1 集电极相连,电容C1另一端与开关管Q1发射极相连。二极管D1与电阻R1并联连接,且其阳极 与开关管Q1集电极相连。电路工作过程中,通过控制开关管Q1开通和关断的时间比率(占空 比),控制从输入端IN流向输出端OUT的电流的大小。占空比越大,电流越大。当开关管Q1切 换至关闭状态时,电容C1充电,充电回路:输入端IN-二极管D1-电容C1-输出端OUT。当开关 管Q1切换至导通状态时,输入端IN与输出端OUT之间通过开关管Q1连通,电容C1放电,放电 回路:电容C1-电阻R1-开关管Q1。 本发明涉及的调节主体变形结构2,如图2中所示,包括:开关管(Q1、QT)、电容 (C1)、二极管(D1、DT)、变压器(T1)、输入端(IN)、输出端(OUT)。具体连接方式为:开关管Q1 3 CN 111545882 A 说 明 书 2/5 页 集电极与输入端IN相连,发射极与输出端OUT相连。二极管D1阳极与开关管Q1集电极相连, 阴极与电容C1的一端相连。电容C1的另一端与开关管Q1发射极相连;变压器T1原边的一端A 端与二极管D1阴极相连,原边另一端B端与开关管QT的集电极相连;开关管QT的发射极与输 出端OUT相连;变压器T1副边a端与直流母线负极相连。变压器T1副边b端与二极管DT阳极相 连。二极管DT阴极与直流母线正极相连。变压器T1的A端与a端为同名端,B端与b端为同名 端。电路装置工作过程中,通过控制开关管Q1开通和关断的时间比率(占空比),控制从输入 端IN流向输出端OUT的电流的大小。占空比越大,电流越大。 电容C1需预先设定一个电压最大值。开关管Q1切换至关闭状态时,电容C1充电,电 容电压逐渐升高,充电回路:输入端IN-二极管D1-电容C1-输出端OUT。当电容C1的电压高于 预设最大电压值时,通过控制开关管QT导通与关断状态,使得电容C1放电,将能量回馈到直 流母线。当开关管QT导通时,电容能量转换为变压器内磁芯能量;当开关管QT关断时,该能量 经由二极管DT释放到直流母线。 图1中所示的调节主体结构1与图2中所示的调节主体变形结构2的不同之处在于: 两种结构中的电容C1的放电方式不同。在调节主体结构1中,电容储存的能量经电阻以热量 的形式散失。而在调节主体变形结构2中,电容储存的能量经变压器T1回馈到直流母线。因 此,使用调节主体变形结构2可以明显降低能量损耗。 下文中将以包含有调节主体结构1的电弧能量调节装置为例介绍装置整体结构及 其工作原理。 本发明涉及的包含有调节主体结构1的电弧能量调节装置如图3所示,包括:开关 管(Q1)、二极管(D1、D2)、电感(L1、L2)、电阻(R1)、电容(C1)、输入电源(电源1、电源2)、输出 电极(电极A、电极B、母材电极C)。 开关管Q1发射极与电源1负极相连。开关管Q1集电极与电极A直接相连。电阻R1与 电容C1串联连接。电阻R1另一端与开关管Q1发射极相连,电容C1另一端与开关管Q1集电极 相连。二极管D1与电阻R1并联连接,且其阴极与开关管Q1发射极相连。二极管D2阳极与电源 1负极相连,阴极与电源1正极相连。电极B与电源2正极直接相连。母材电极C与电感L1、电感 L2相连。电感L1的另一端与电源1正极相连。电感L2另一端与电源2负极相连。电极A、电极B 及母材电极C之间可以两两建立电弧连接。 此电路装置处于工作状态时,电路2中始终存在电流闭合回路。闭合回路为:电源2 正极-电极B-电弧-母材电极C-电感L2-电源2负极。即电极B与母材电极C之间会持续存在电 弧。 当电路中开关管Q1切换到导通状态时,电容C1经由开关管Q1、电阻R1组成的闭合 回路放电。此时,由于电极A与电极C之间存在电势差,两电极间会建立辅助电弧,电流回路2 中的部分电流会经由电流回路1中的电极A、开关管Q1、二极管D2、电感L1、电极B组成的支路 分流。因此,流经电弧的电流量减小,电弧对母材的直接热输入量减小。 当电路中开关管Q1切换到关断状态时,辅助电弧不会立即熄灭,电容C1会经由电 极A、电容C1、二级管D1、二级管D2、电感L1、电极B组成的回路进行充电。此时,电流回路2中 被经由电流回路1的闭合回路分流的电流逐渐减小,电弧对母材直接热输入量逐渐增大。 工作过程中,开关管Q1处于高频开关状态,且频率越高,分流电流的纹波越小。通 过控制开关管Q1开通和关断的时间比率(占空比),控制分流电流的大小。并且占空比越大, 4 CN 111545882 A 说 明 书 3/5 页 分流电流越大,分流效果越强,电弧对母材的直接热输入总量越小。 本发明具有以下的有益技术效果: 本发明所述的电路装置整体简洁紧凑,控制灵活精确。通过控制电路中开关管开 通和关断的时间比率(占空比),能够实现对电弧能量的可控分配,以满足不同的复合焊接 工艺的需求。 本发明可以在多电极电弧复合焊接设备的一个电极支路中单独串接能量调节装 置,用于实现单向分流控制。也可以在多个电极支路中都串接电弧能量调节装置,用于实现 在多个电极间的相互分流作用。可用于解决多电极间能量的灵活分配调节问题,具有广阔 的应用前景。 附图说明 图1:电弧能量调节装置主体结构1 图2:电弧能量调节装置主体变形结构2 图3:电弧能量调节装置原理图 图4:三电极单向电弧能量调节装置示意图(一) 图5:三电极单向电弧能量调节装置示意图(二) 图6:三电极单向电弧能量调节装置示意图(三) 图7:三电极双向电弧能量调节装置示意图











