
技术摘要:
本发明公开了一种减小自由弯曲零件相对弯曲半径的装置和自由弯曲方法。弯曲模末端与导向机构前端采用球面链接,弯曲模与导向机构位于同一轴线上,并且可以围绕导向机构实现矢量偏转,弯曲模末端内壁为一平缓的球面,弯曲模末端的球面直径略大于导向机构前端球面的直径 全部
背景技术:
基于轻量化、提高耐冲击性和节能减排的制造技术发展趋势,高性能轻量化复杂 弯曲空心构件由于其具有的结构优势及良好的力学性能,不管是平面弯曲件,还是空间弯 曲件,在航空航天、核电、汽车、舰船、石化、建筑以及其它民用工业等诸多领域均具有重要 而广泛的应用。作为塑性加工领域一项革命性的技术创新,基于轨迹控制的三维自由弯曲 技术将弯曲成形技术与多轴联动控制技术相结合,通过控制弯曲模的运动轨迹即可实现复 杂弯曲空心构件精确成形,特别适用于变弯曲半径空心构件、空间复杂弯曲空心构件及无 直段弯曲构件的精确成形,目前在国外已经广泛应用于汽车制造、建筑装饰等领域,并且在 航空航天制造领域有广泛的应用前景。 受限于自由弯曲成形基于模具轨迹控制的无模成形原理,在成形小弯曲半径构件 时极易与设备机构发生干涉,加之弯曲模中心到导向模前端之间的弯曲变形区内管材无任 何几何约束限制,同时极易出现弯曲内侧的起皱失稳现象。因此,对比其他传统依赖模具形 状约束的成形方法,自由弯曲成形技术在相对弯曲半径指标上处于比较落后的地位,相对 弯曲半径已经成为制约自由弯曲成形技术进一步普及应用的瓶颈问题。
技术实现要素:
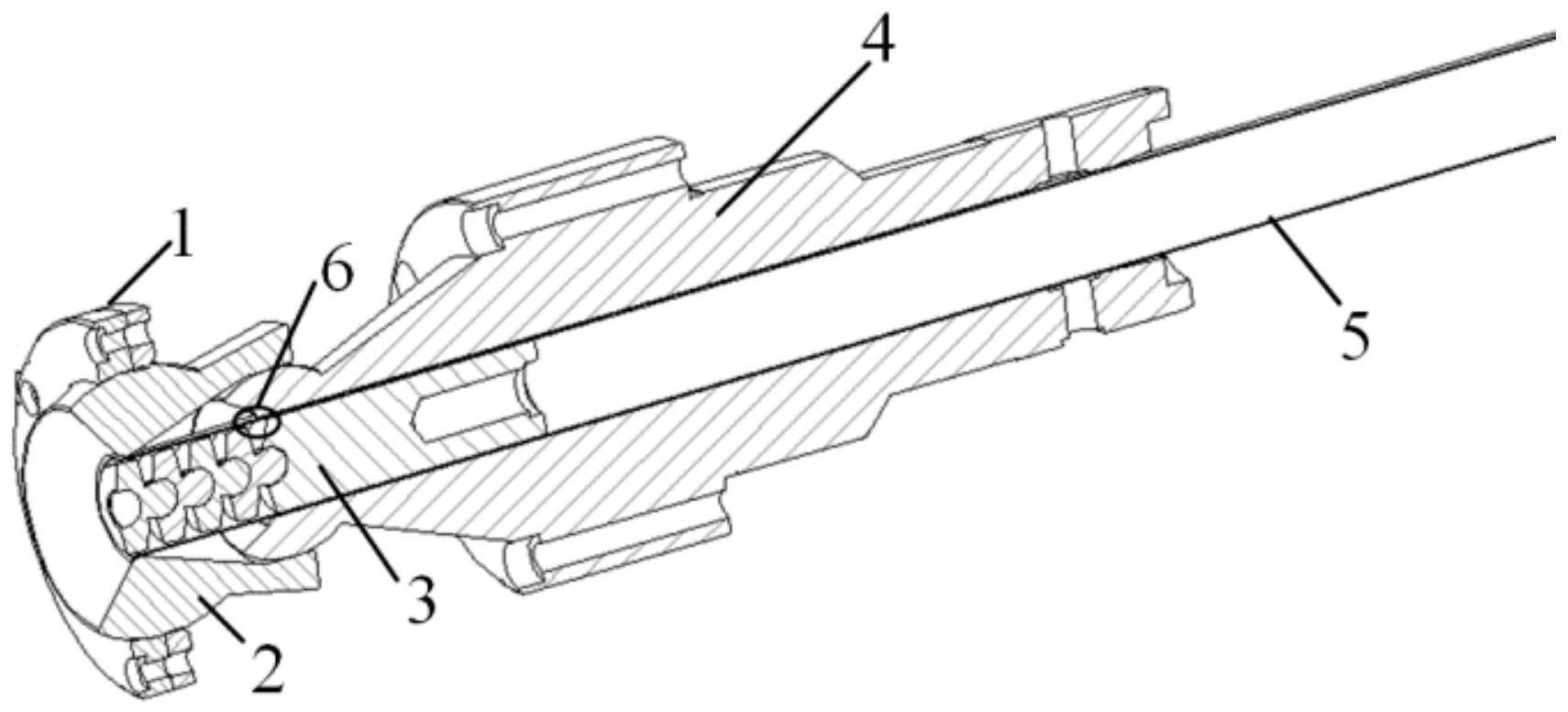
本发明针现有自由弯曲设备中成形的零件相对弯曲半径较大、工艺适用范围较窄 的现状,提出了一种减小自由弯曲零件相对弯曲半径的方法。 一种减小自由弯曲零件相对弯曲半径的装置,包括球面轴承、弯曲模和导向机构; 弯曲模末端与导向机构前端采用球面链接,弯曲模与导向机构位于同一轴线上,并且可以 围绕导向机构实现矢量偏转,弯曲模末端内壁为一平缓的球面,弯曲模末端的球面直径略 大于导向机构前端球面的直径,导向机构采用螺纹连接方式安装在基座上,针对不同横截 面形状、不同材质的空心构件通过改变螺纹移动距离改变导向机构的位置实时调整导向机 构前端至弯曲模中心的距离,减小实际弯曲半径。 所述的装置,弯曲模出口段为由小变大的的圆锥形结构或者由小变大的“天圆地 方”结构;圆锥形结构适用于圆管,“天圆地方”结构适用于方管。 所述的装置,导向机构前端内壁加入倒角以减小弯曲成形过程中对管件的压力。 所述的装置,增加导向机构的长度至5A,A为导向机构前端至弯曲模中心的距离。 所述的装置,在管材内部加入自润滑柔性芯棒,自润滑柔性芯棒包括一个棒体和 若干球头,球头之间、球头与棒体之间采用球链连接,在管材弯曲过程中对管材内壁起支撑 作用。 根据任一所述装置的自由弯曲方法,首先,对三维自由弯曲成形设备进行结构优 3 CN 111545608 A 说 明 书 2/4 页 化:弯曲模末端与导向机构前端采用球面链接,弯曲模与导向机构位于同一轴线上,并且可 以围绕导向机构实现矢量偏转,弯曲模末端内壁为一平缓的球面,弯曲模末端的球面直径 略大于导向机构前端球面的直径,导向机构采用螺纹连接方式安装在基座上,针对不同横 截面形状、不同材质的空心构件通过改变螺纹移动距离改变导向机构的位置实时调整导向 机构前端至弯曲模中心的距离,减小实际弯曲半径;主要包括机头结构优化以及改进导向 机构;其次,针对不同横截面形状、不同材质的空心构件,在其内部加入可实现自润滑功能 的芯棒;再开展成形参数优化,系统优化成形工艺参数及芯棒参数,降低塑性变形能;最后 开展干涉仿真模拟,确定合适的成形方向及成形角度,从而达到提高所成形的自由弯曲零 件成形质量及成形精度,减小相对弯曲半径的目的。 由公式 (其中,R为弯曲半径,U为自由弯曲成形时的偏心 距,A为弯曲模中心至导向机构前端的距离),减小A值可以减小实际弯曲成形时的弯曲半 径。因此,采用螺纹连接方式将导向机构安装在基座上,可针对不同横截面形状、不同材质 的空心构件实时调整A值,减小实际弯曲半径。 加入芯棒不但可以为空心构件提供内部支撑,还具有自润滑作用,在自由弯曲成 形过程中可提高材料流动性,提高成形质量,从而可实现更小弯曲半径自由弯曲成形。 自由弯曲成形是一个涉及材料非线性、几何非线性及边界条件非线性等多因素相 互耦合作用的过程,工艺参数对于成形质量及成形极限有重大影响,基于自由弯曲成形原 理,对工艺参数(摩擦系数、间隙及推进速度)及芯棒参数(芯棒伸出量、芯棒结构等)进行优 化,可降低弯曲成形过程所需塑性变形能,提高成形极限。 开展涉仿真模拟,可确定合适的成形方向及成形角度,减小自由弯曲成形设备对 成形零件的干涉作用,实现复杂小弯曲半径自由弯曲零件精确成形。 有益效果: 1、本发明为三维自由弯曲成形技术配套工艺优化方法,提供了一种新的减少自由 弯曲零件的相对弯曲半径的方法; 2、本发明通过减少自由弯曲成形设备对成形零件的干涉,降低成形过程中的塑性 变形能,提高了成形质量,减小了自由弯曲零件的相对弯曲半径; 3、本发明方法简单可行,生产效率高,在航空航天、核电、汽车等工程领域具有重 要的工程应用价值和明显的经济效益。 附图说明 图1为减少自由弯曲零件相对弯曲半径的方法流程图; 图2为铝合金圆管示意图; 图3为A值调整示意图; 图4为铝合金圆管成形装配图; 图5为铝合金矩形管示意图; 图6为铝合金矩形管成形装配图; 图7为图6的局部放大图; 图中:1球面轴承I,2弯曲模I,3自润滑柔性芯棒,4导向机构I,5铝合金圆管,6倒 4 CN 111545608 A 说 明 书 3/4 页 角。7铝合金矩形管,8球面轴承II,9弯曲模II,10导向机构II,11压紧机构,12倒角。











