
技术摘要:
一种铝合金厚壁构件的窄间隙激光圆形振荡运动填丝焊接方法。本发明属于激光材料加工技术领域。本发明的目的是为了避免铝合金厚壁构件窄间隙焊接时极易出现的未熔合和焊接气孔的技术问题。本发明的焊接方法焊接时激光束的发射端绕激光束作用于作待焊区的一端作圆形振荡 全部
背景技术:
铝合金厚壁结构件由于其良好的耐腐蚀性、较高的比强度及较好的加工性能等特 点,在航空航天、海洋船舶、装甲壳体等领域的应用日益广泛,越来越呈现出代替常规钢铁 材料的趋势。采用搅拌摩擦焊技术应用于厚板铝合金焊接已经十分成熟,但是搅拌摩擦焊 工装精度要求较高,且难以实现复杂结构件的三维柔性加工,应用领域收到了很大的限制。 激光-电弧复合焊接技术能够保证在获得较高焊接质量的同时,同步降低了工装夹具的装 配精度,但是激光-电弧复合焊接坡口尺寸较大,所需填充金属较多,焊接效率大大降低,使 得焊接接头的残余应力、残余变形大幅增加,较大的焊接热输入也对焊接接头造成了塑韧 性损伤。 窄间隙激光填丝焊接方法结合了窄间隙焊接与激光焊接的双重优势。相比于传统 焊接,窄间隙焊接坡口尺寸大幅减小,小角度坡口减少了焊丝填充量,更有利于侧壁的熔 合,较小的焊材使用量使得焊接热输入减少,热输入对母材的塑韧性损伤相应降低,焊接接 头最终的力学性能更加优异。激光焊接技术由于其自身热源密度高度集中,具有优良的传 输及聚焦特性,使得激光焊接配合窄间隙技术应用在厚板材料焊接方向具有显著优势。 但是,在实际的应用中发现,常规的窄间隙单激光填丝焊接铝合金厚板时极易出 现未熔合问题及焊接气孔问题。窄间隙厚板焊接中的未熔合主要包括层间未熔合和侧壁未 熔合,层间未熔合产生的主要原因是当选取的常规单激光光束热源散焦过大时,焊丝熔化 填充过程中激光能量过多作用在侧壁;侧壁未熔合产生的主要原因是选取的常规单激光光 束激光能量作用面积过小,焊缝中心熔深大,而侧壁热输入不足。北京工业大学肖荣诗等人 在专利CN103801833A中采用了正离焦热导焊的激光束模式,使激光束同时作用在侧壁及坡 口底部形成焊接熔池,虽然解决了侧壁熔合问题,但是这种热导焊模式由于激光热源密度 过于分散,使得焊缝熔深相对减少,在多层焊接时极易出现层间未熔合现象。常规的单激光 热源填丝焊接时很难控制好热源的有效作用面积及作用模式,故未熔合问题较为严重。铝 合金激光焊接焊缝气孔形成的主要原因是深熔小孔的瞬间失稳,致使匙孔不稳定闭合,气 体无法逃逸,又由于铝合金有着较快的凝固速度,最后这些无法逃逸的气体就以气泡的形 式存在于焊缝之中。目前虽然一些手段能抑制铝合金激光焊接焊缝的气孔,比如增加焊接 速度、降低热输入等,但都无法从根本上避免气孔的产生,气孔问题也是铝合金激光焊接中 最难解决的问题之一。
技术实现要素:
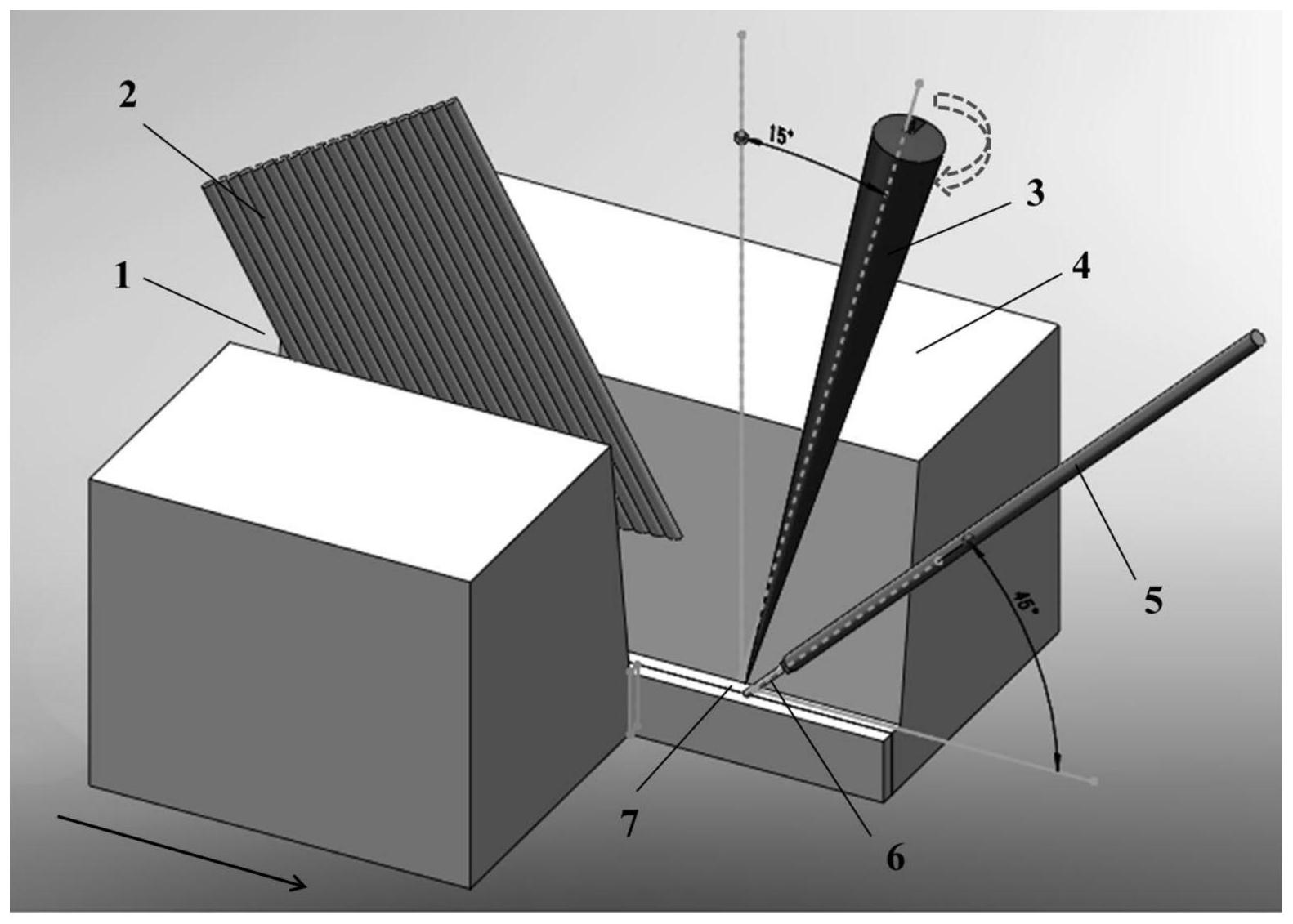
本发明的目的是为了避免铝合金厚壁构件窄间隙焊接时极易出现的未熔合和焊 3 CN 111545912 A 说 明 书 2/3 页 接气孔的技术问题,而提供了一种铝合金厚壁构件的窄间隙激光圆形振荡运动填丝焊接方 法。 本发明的一种铝合金厚壁构件的窄间隙激光圆形振荡运动填丝焊接方法焊接时 激光束的发射端绕激光束作用于作待焊区的一端作圆形振荡运动,使激光束以圆形振荡运 动轨迹进入窄间隙坡口作用在待焊区上,形成焊接熔池,填充焊丝以前送丝的方式进入熔 池,在激光加热及熔池热辐射共同作用下熔化,采用单道多层填充方式实现铝合金厚壁构 件的连接。 进一步限定,所述铝合金厚壁构件为5A06防锈铝合金,厚度为20mm~150mm。 进一步限定,所述窄间隙坡口的下端宽度为3mm~5mm,上端宽度为8mm~12mm。 进一步限定,所述激光束的圆形振荡运动的参数为:圆形振荡运动直径为1.8mm~ 5mm,圆形振荡运动频率为100Hz~180Hz。 进一步限定,所述激光束的圆形振荡运动的参数为:圆形振荡运动直径为3.4mm, 圆形振荡运动频率为180Hz。 进一步限定,所述激光束的圆形振荡运动的轴心线与竖直平面呈15°夹角。 进一步限定,所述填充焊丝与待焊区水平方向夹角为30°~60°。 进一步限定,所述填充焊丝与待焊区水平方向夹角为45°。 进一步限定,所述焊接参数:激光功率为5500W~6500W,离焦量为0mm,焊接速度为 1.5m/min。 进一步限定,所述前送丝的送丝速度为7m/min~8m/min。 进一步限定,所述前送丝的送丝速度为7.5m/min。 本发明的主要原理是利用激光束以圆形振荡运动轨迹的热源作用模式使母材与 填充焊丝熔化形成焊接熔池,光束的振荡运动通过可控振镜式激光头实现。一定运动直径 与运动速度下的圆形振荡激光束能够在不改变激光能量密度的前提下,增加激光束的热源 作用面积,有效解决了以往为了避免侧壁未熔合现象采用较大正离焦光束而导致的热源散 焦过大,和为了避免层间未熔合现象采用较小热源作用面积而又会导致侧壁热输入不足的 相互矛盾问题。同时,一定条件下的圆形振荡运动激光束热源作用方式能够对液态熔池产 生可控的搅动作用,能够使得熔融金属流动的方向性增强、稳定性增强,整个熔池运动规则 有序,这种规则有序的流体运动模式会使气泡更容易溢出,铝合金的焊缝气孔率也就随之 降低。 本发明与现有技术相比具有的显著效果,具体如下: 本发明方法的优势是相比于常规铝合金厚壁构件窄间隙激光焊接技术,本方法的 激光束热源作用面积大,作用模式可控,能够对液态熔池产生可控的搅动作用,具有铝合金 侧壁及层间熔化更充分、焊接过程更稳定、焊接气孔率更低、接头质量稳定性更高的优点。 附图说明 图1为激光束圆形振荡运动轨迹示意图; 图2为本发明铝合金厚壁构件的窄间隙激光圆形振荡运动填丝焊接方法的示意 图;其中1-窄间隙坡口,2-保护气排嘴,3-激光束,4-铝合金厚板,5-送丝嘴,6-填充焊丝,7- 待焊区; 4 CN 111545912 A 说 明 书 3/3 页 图3为











