
技术摘要:
一种轴套自动成型机,包括工作台,安装板,卷带放置台,驱动机构,圈圆成型机构,间歇送料机构,整形机构。所述驱动机构包括驱动电机,传动组件,以及上圈圆驱动装置,退料装置,下圈圆驱动装置。所述传动组件包括传动轴,传动飞轮,第一锥齿轮,推料凸轮,第二锥齿轮 全部
背景技术:
轴套是套在转轴上的筒状机械零件,是滑动轴承的一个组成部分。一般来说,轴套 与轴承座采用过盈配合,而与轴采用间隙配合。其轴套在加工过程中需要经过多个步骤加 工而成,具体地,其加工步骤包括卷圆,整形,倒角等等。 目前轴套的多个加工步骤主要是靠分段加工,需要较多劳动力,人工成本高,生产 效率低下,且次品率较高。为了解决上述技术问题,虽然现有技术也提出了一些自动化机 械,但是目前将轴套自动化的设备通过油压机带动设备工作,将卷带加工成轴套。其油压机 在生产加工的过程中,由于油压机易被干扰,使得轴套成型不稳定,造成轴套成型精度不高 或失败,甚至发生安全事故。
技术实现要素:
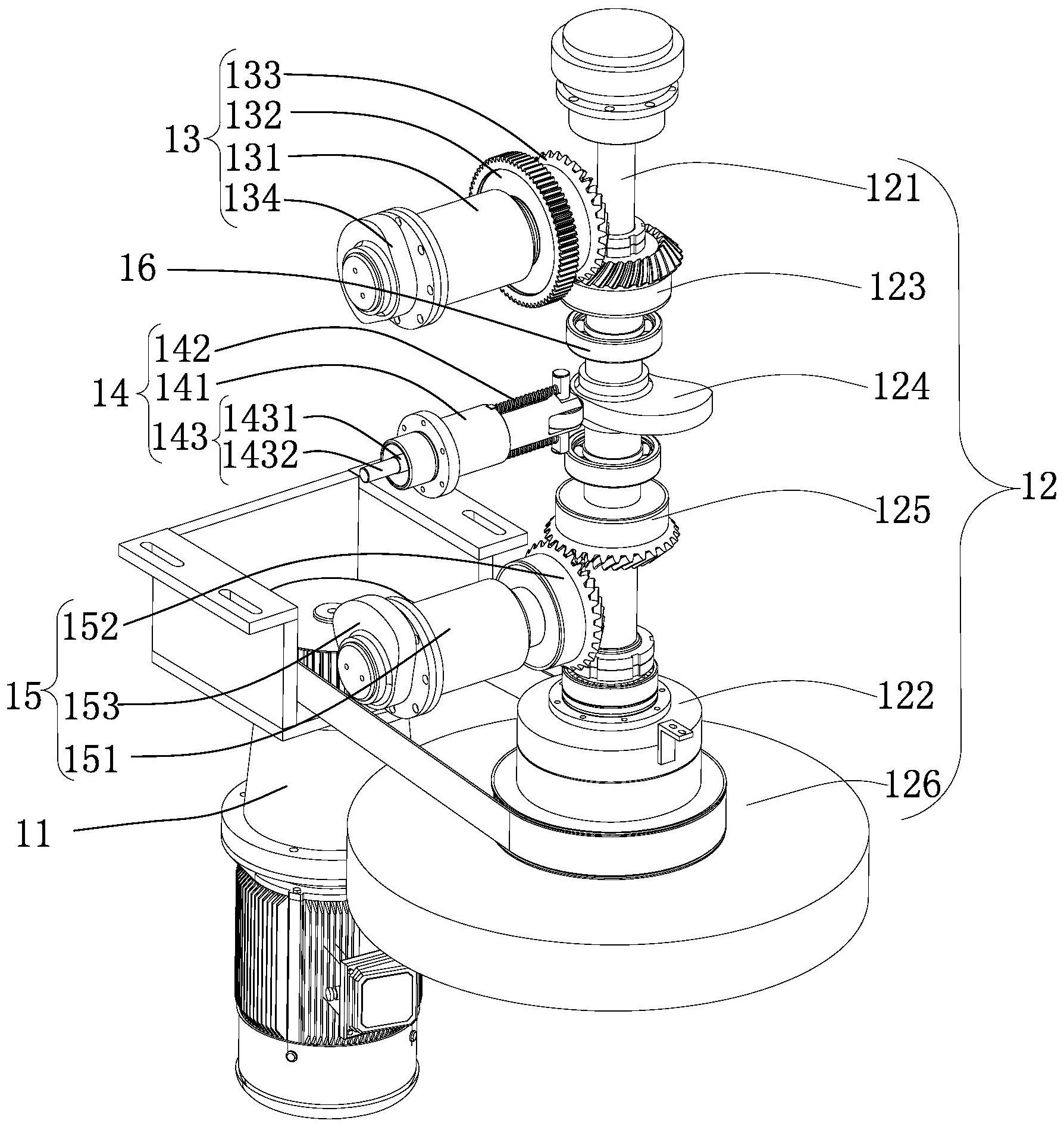
有鉴于此,本发明提供了一种可以提高加工稳定性的轴套自动成型机,以满足工 业需求。 一种轴套自动成型机,包括一个工作台,一个设置在所述工作台上的安装板,一个 设置在所述安装板上且用于传输卷带的卷带放置台,一个设置在所述工作台上的驱动机 构,一个设置在所述安装板上且连接所述驱动机构上的圈圆成型机构,一个设置在所述圈 圆成型机构一侧的间歇送料机构,一个设置在所述圈圆成型机构一侧的整形机构。所述驱 动机构包括一个设置在所述工作台上的驱动电机,一个连接在所述驱动电机一侧的传动组 件,以及依次连接在所述传动组件一侧的上圈圆驱动装置,退料装置,下圈圆驱动装置。所 述传动组件包括一个传动轴,一个设置在所述传动轴一端的传动飞轮,依次固定连接所述 传动轴上的第一锥齿轮,推料凸轮,第二锥齿轮。所述上圈圆驱动装置包括一个上圈圆驱动 轴,一个固定连接在所述上圈圆驱动轴上的第一传动齿轮,一个设置在所述上圈圆驱动轴 的一端且啮合在所述第一锥齿轮上的第三锥齿轮,一个固定连接在所述上圈圆驱动轴的另 一端的上圈圆驱动凸轮。所述下圈圆驱动装置包括一个下圈圆驱动轴,一个设置在所述下 圈圆驱动轴的一端且啮合在所述第二锥齿轮上的第四锥齿轮,一个固定连接在所述下圈圆 驱动轴的另一端的下圈圆驱动凸轮。所述退料装置包括一个设置在所述推料凸轮一侧的推 动杆,一个设置在所述推动杆上的复位件,一个固定连接在所述推动杆一端的成型芯棒。所 述圈圆成型机构包括一个抵接在所述上圈圆驱动凸轮一侧的上圈圆成型装置,以及一个抵 接在所述下圈圆驱动凸轮的下圈圆成型装置。所述圈圆成型机构、所述整形机构、以及所述 退料装置的中心轴皆在同一条直线上。所述成型芯棒穿设于所述上圈圆成型装置与所述下 圈圆成型装置之间。当所述圈圆成型机构进行加工时,所述上圈圆驱动凸轮先带动所述上 圈圆成型装置移动,所述下圈圆驱动凸轮再带动所述下圈圆成型装置移动,当所述圈圆成 型机构将所述卷带加工成轴套时,所述推料凸轮带动所述推动杆以及所述成型芯棒将该轴 4 CN 111570658 A 说 明 书 2/6 页 套传输至所述整形机构内。 进一步地,所述驱动机构还包括多个套设在所述传动组件上的轴承。 进一步地,所述传动组件还包括一个固定连接在所述传动轴靠近所述传动飞轮一 端的法兰盘。 进一步地,所述上圈圆驱动轴、所述推动杆、以及所述下圈圆驱动轴的中心轴均相 互平行,且所述上圈圆驱动轴、所述推动杆、以及所述下圈圆驱动轴的中心轴皆与所述传动 轴的中心轴垂直。 进一步地,所述上圈圆成型装置包括一个上安装架,一个滑动连接在所述上安装 架上的上滑动成型模具,两个分别设置在所述上滑动成型模具两侧的裁剪刀片,以及一个 设置在所述上滑动成型模具上的第一复位弹簧,所述下圈圆成型装置包括一个下安装架, 一个滑动连接在所述下安装架上的下滑动成型模具,一个设置在所述下滑动成型模具上的 第二复位弹簧。 进一步地,所述成型芯棒包括一个连接在所述推动杆上的第一成型芯棒,以及一 个设置在所述第一成型芯棒一端的第二成型芯棒,所述第二成型芯棒的直径小于所述第一 成型芯棒的直径。 进一步地,所述间歇送料机构包括一个设置在所述卷带放置台一侧的滑动压料装 置,一个设置在所述安装板上且连接所述滑动压料装置的间歇压料驱动装置。 进一步地,所述间歇压料驱动装置包括一个压料驱动轴,一个设置在所述压料驱 动轴一端且与所述第一传动齿轮啮合的第二传动齿轮,以及一个设置在所述压料驱动轴一 端且连接所述滑动压料装置的连接杆,所述连接杆设置在所述驱动轴一端的边缘。 进一步地,所述整形机构包括一个整形主体,一个设置在所述整形主体上的整形 孔,所述整形孔的中心轴与退料装置的中心轴重合。 进一步地,所述卷带放置台通入所述整形主体内,且所述整形机构设置在所述上 圈圆成型装置与所述下圈圆成型装置之间。 与现有技术相比,本发明提供的轴套自动成型机通过所述驱动机构带动所述圈圆 成型机构、所述间歇送料机构、以及所述整形机构工作。所述驱动机构中的所述驱动电机带 动所述传动组件进行转动,所述传动组件带动所述上圈圆驱动装置,所述退料装置,以及所 述下圈圆驱动装置运动。其中所述传动组件包括一个传动轴,一个设置在所述传动轴一端 的传动飞轮,依次固定连接所述传动轴上的第一锥齿轮,推料凸轮,第二锥齿轮。所述第一 锥齿轮连接所述上圈圆驱动装置的所述第三锥齿轮,所述推料凸轮抵接所述退料装置中的 所述推动杆,所述第二锥齿轮与所述下圈圆驱动装置的所述第四锥齿轮啮合,从而驱动所 述上圈圆驱动装置、所述退料装置、以及所述下圈圆驱动装置运动,进而驱动了所述圈圆成 型机构运动。当所述圈圆成型机构进行加工时,所述上圈圆驱动凸轮先带动所述上圈圆成 型装置移动,所述下圈圆驱动凸轮再带动所述下圈圆成型装置移动,当所述圈圆成型机构 将所述卷带加工成轴套时,所述推料凸轮带动所述推动杆以及所述成型芯棒将该轴套传输 至所述整形机构内。由此可看出,该轴套自动成型机通过机械传动,提高了加工稳定和抗干 扰性,提高轴承成型的精度,保证了使用者的安全。 5 CN 111570658 A 说 明 书 3/6 页 附图说明 图1为本发明提供的轴套自动成型机的结构示意图。 图2为图1的轴套自动成型机中驱动机构的结构示意图。 图3为图1的轴套自动成型机中间歇送料机构的结构示意图。 图4为图1的轴套自动成型机中圈圆成型机构的结构示意图。 图5为图1的轴套自动成型机中整形机构的结构示意图。











