
技术摘要:
本发明提供一种隔膜涂覆装置以及隔膜涂覆方法。所述隔膜涂覆装置包括依次连接第一涂覆装置、第二涂覆装置和第三涂覆装置,所述第一涂覆装置、第二涂覆装置和第三涂覆装置中至少有两个的类型互不相同,所述第一涂覆装置、第二涂覆装置和第三涂覆装置独立地为微凹版涂覆 全部
背景技术:
锂离子电池作为最新一代的绿色高能充电电池,在便捷式电子产品、电动玩具、电 动交通工具、大型动力电源及储能等领域得到了快速发展。隔离膜为锂离子电池的四大主 材之一起着关键的作用,现有锂电池隔膜涂层类型越来越多,有耐热涂层、粘结涂层、阻燃 涂层以及增加电解液吸收等涂层。 现有锂电池复合膜的涂覆工艺存在以下弊端: 现有涂覆工艺一般采用的是单层涂覆干燥工艺,或二次涂覆二次干燥的涂覆工 艺,这中涂覆工艺存在涂覆效率低、能耗高以及更换不同类型涂层浆料清洗难等缺点。 CN110429225A公开了一种锂离子电池用陶瓷涂覆隔膜的制备方法,包括步骤1、将 陶瓷粉末、润湿剂、增稠剂、分散剂、流平剂、粘接剂以及造孔剂搅拌均匀;步骤2、搅拌均匀 的涂覆液均匀的涂覆在已经处理好的pp/pe/pp三层复合纳米微孔膜;涂覆的方式采用喷 涂、刷涂、浸涂、挤压涂布和线涂的方式;步骤3、将涂覆涂膜液的隔膜放入烤箱烘烤,使其加 热温度逐步升高,随着温度升高,涂膜液中的造孔剂受热产生气体冒出使涂覆的表面陶瓷 层留下均匀的孔隙,提高隔膜的透气性;步骤4、再经过定型,收卷,分切得到最终锂离子电 池陶瓷涂覆隔膜。 CN109939884A公开了非全覆盖隔膜涂布装置及隔膜涂布工艺,包括微凹版辊(1) 和料仓(2),其中,所述料仓(2)设置在所述微凹版辊(1)的一侧,所述料仓(2)上设置有料仓 出口(21),所述料仓(2)内的浆料能通过所述料仓出口(21)直接流入所述微凹版辊(1)周向 表面上的凹槽孔结构(3)内。 CN104916802A公开了一种复合隔膜及其应用,其制备方法包括如下步骤:(1)配置 聚合物层涂覆浆液和陶瓷层涂覆浆液,其中陶瓷层涂覆浆液中含有粘结剂;上述聚合物涂 覆浆液所用的溶剂为第一混合溶剂,上述陶瓷层涂覆浆液所用的溶剂为第二混合溶剂;第 一混合溶剂由去离子水和丙酮组成,或由氮甲基吡咯烷酮和丙酮组成;第二混合溶剂由去 离子水和丙酮组成,或由去离子水和乙醇组成;(2)用涂膜器将上述聚合物层涂覆浆液和陶 瓷层涂覆浆液,按照功能要求的不同,涂覆于所述微孔基膜的两面,真空烘干,即得到所述 复合隔膜,涂覆厚度可以通过浆料浓度以及涂膜器的参数来调节。 但是上述方案均无法在同一台设备中进行多种涂层同时涂覆。
技术实现要素:
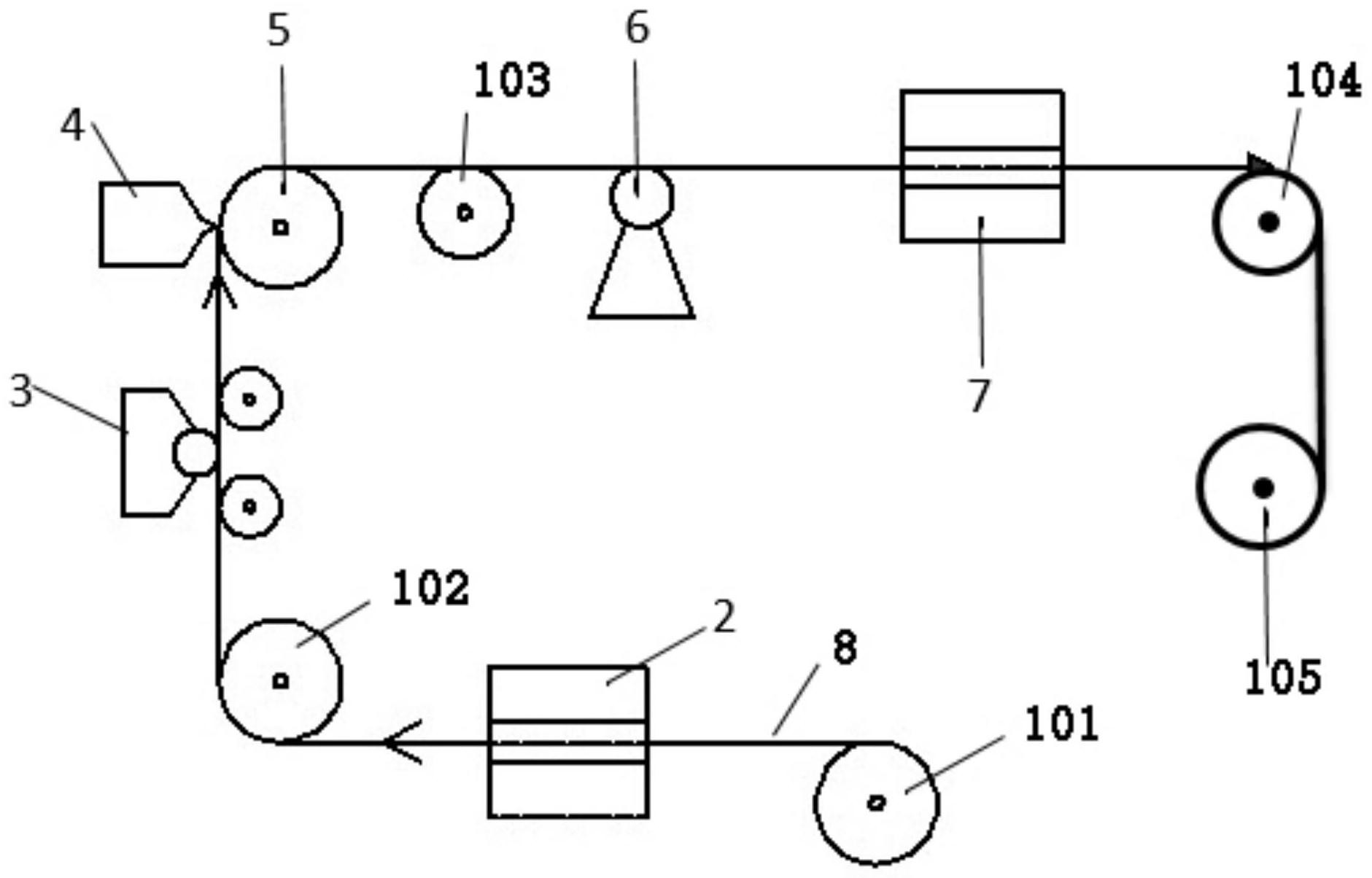
针对现有技术中存在的上述不足,本发明的目的在于提供一种隔膜涂覆装置以及 隔膜涂覆方法。本发明提供的隔膜涂覆装置可以将三种不同的涂覆方式集合在同一台设备 中,来实现一种或多种涂层同时涂覆,提升了涂覆设备的生产效率并降低了设备的能耗。 为达上述目的,本发明采用如下技术方案: 4 CN 111545397 A 说 明 书 2/5 页 第一方面,本发明提供一种隔膜涂覆装置,所述隔膜涂覆装置按照从涂覆流程的 上游到下游的顺序依次包括第一涂覆装置、第二涂覆装置和第三涂覆装置,所述第一涂覆 装置、第二涂覆装置和第三涂覆装置中至少有两个的类型互不相同,所述第一涂覆装置、第 二涂覆装置和第三涂覆装置独立地为微凹版涂覆装置、挤压涂覆装置或线棒涂覆装置。 本发明提供的隔膜涂覆装置通过设置第一涂覆装置、第二涂覆装置和第三涂覆装 置,可以将多种涂覆方式集合到一起,在进行涂覆时,可以根据需要开启其中一个、两个或 三个涂覆装置,实现对待涂覆的基膜进行一种、两种或三种不同涂层材料的同时涂覆。例如 只开启第一涂覆装置而关闭第二涂覆装置和第三涂覆装置,即可以实现一层涂覆;而将第 一、第二和第三涂覆装置均开启,即可在一个流程中得到三层涂层,三层涂层的涂覆方法和 涂层的材料可以完全不同,在涂覆过程中它们相互不会产生不利影响。 并且本发明提供的隔膜涂覆装置通过对第一涂覆装置、第二涂覆装置和第三涂覆 装置的类型的具体选择,可以在一个基膜涂覆流程中对基膜进行不同种类的涂覆。 以下作为本发明优选的技术方案,但不作为对本发明提供的技术方案的限制,通 过以下优选的技术方案,可以更好的达到和实现本发明的技术目的和有益效果。 作为本发明优选的技术方案,所述第一涂覆装置为微凹版涂覆装置或线棒涂覆装 置。 优选地,所述第二涂覆装置为挤压涂覆装置。 优选地,所述第三涂覆装置为线棒涂覆装置。 作为本发明优选的技术方案,所述第一涂覆装置的涂布头和第二涂覆装置的涂布 头位于基膜的一面,所述第三涂覆装置的涂布头位于基膜的另一面。 即,采用上述优选方案后,用本发明提供的隔膜涂覆装置得到的隔膜在一面上可 以具有两种不同的涂层,在另一面上可以具有一种涂层。这样更符合隔膜生产的工艺需要, 便于与隔膜生产的现有技术相结合。 作为本发明优选的技术方案,所述隔膜涂覆装置还包括传动装置,用于传输基膜。 优选地,所述传动装置包括传动轮。 设置于所述隔膜涂覆装置最末端的传动轮还可以起到隔膜成品收卷的作用。 作为本发明优选的技术方案,所述隔膜涂覆装置中,在所述第一涂覆装置的上游 还设有预热装置。 优选地,所述预热装置为预热烘箱。 作为本发明优选的技术方案,所述隔膜涂覆装置中,在所述第三涂覆装置的下游 还设有后处理装置; 优选地,所述后处理装置为干燥烘箱。 本发明提供的隔膜涂覆装置集成了预热装置与后处理装置后,可以避免现有工艺 中在每一步前后均进行加热的操作,而是使整个流程只进行一次预热和一次成品烘烤,这 大大降低隔膜多次烘烤的能耗及提升涂覆设备生产效率。 第二方面,本发明提供一种隔膜涂覆方法,所述方法使用如第一方面所述的隔膜 涂覆装置,包括以下步骤: 将基膜依次通过第一涂覆装置、第二涂覆装置和第三涂覆装置,根据需要开启相 应涂覆装置进行涂覆,得到隔膜,所述涂覆的层数为一层、两层或三层,所述涂覆包括微凹 5 CN 111545397 A 说 明 书 3/5 页 版涂覆、挤压涂覆或线棒涂覆中至少两种的组合。 本发明提供的隔膜涂覆方法可以进行两种或三种涂覆工艺同时涂覆,流程较短, 并且多种涂覆工艺不会互相干扰。 本发明提供的隔膜涂覆方法因为采用了第一方面提供的隔膜涂覆装置,因够进行 多种涂覆方式的涂覆而相互不会干扰,工艺集成度高,涂覆效率高。 作为本发明优选的技术方案,所述基膜包括聚乙烯基膜、聚丙烯基膜、无纺布基 膜、聚酰亚胺基膜或聚丙烯/聚乙烯/聚丙烯混合基膜中的任意一种或至少两种的组合。 优选地,所述进行涂覆包括进行微凹版涂覆、挤压涂覆或线棒涂覆中的任意一种 或至少两种的组合。 本发明中,通过对第一方面提供的隔膜涂覆装置的第一涂覆装置、第二涂覆装置 和第三涂覆装置的种类选择,即可以实现微凹版涂覆、挤压涂覆或线棒涂覆。 优选地,所述微凹版涂覆的涂层为氧化铝、勃姆石或氢氧化镁涂层中的任意一种 或至少两种的组合。 优选地,所述挤压涂覆的涂层为粘结涂层和/或阻燃涂层。 优选地,所述线棒涂覆的涂层为粘结涂层和/或阻燃涂层。 优选地,所述粘结涂层包括水性聚偏氟乙烯涂层。 作为本发明优选的技术方案,所述涂覆的层数为三层,所述隔膜的一面涂覆两层, 另一面涂覆一层。 采用这样的涂覆可以取得更加优良的隔膜性能。 优选地,所述进行涂覆的张力为5-35N,例如5N、10N、15N、20N、25N、30N或35N等,但 并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。 优选地,所述隔膜涂覆方法还包括在通过第一涂覆装置前,对所述基膜进行预热。 优选地,所述预热的温度为20-70℃,例如20℃、25℃、30℃、35℃、40℃、45℃、50 ℃、55℃、60℃、65℃或70℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数 值同样适用。 优选地,所述隔膜涂覆的方法还包括在通过第三涂覆装置后,对进行涂覆后的基 膜进行干燥后处理。 优选地,所述干燥的温度为20-70℃,例如20℃、25℃、30℃、35℃、40℃、45℃、50 ℃、55℃、60℃、65℃或70℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数 值同样适用。 本发明提供的制备方法中,虽然进行两种或三种涂覆工艺的同时涂覆,但是只进 行一次成品烘烤干燥,这大大降低了隔膜多次烘烤的能耗并提升了涂覆设备生产效率。 作为本发明所述制备方法的进一步优选的技术方案,所述方法包括以下步骤: 将基膜经过20-70℃的预热后,依次通过第一涂覆装置、第二涂覆装置和第三涂覆 装置,所述第一涂覆装置进行微凹版涂覆或线棒涂覆,所述第二涂覆装置进行挤压涂覆,所 述第三涂覆装置进行线棒涂覆,在20-70℃下进行干燥,得到隔膜,所述隔膜的一面为微凹 版涂覆涂层和挤压涂覆涂层,所述隔膜的另一面为线棒涂覆涂层。 本发明提供的上述进一步优化的技术方案先进行微凹版或线棒涂覆,然后进行挤 压涂覆,在进行线棒涂覆进行组合是为了让三种涂覆工艺在同时涂覆的时候互不干扰。 6 CN 111545397 A 说 明 书 4/5 页 与已有技术相比,本发明具有如下有益效果: (1)本发明提供的隔膜涂覆装置可以实现对待涂覆的基膜同时进行多种不同类型 的涂覆,可以在待涂覆的基膜的一面同时进行两种不同类型的涂层涂覆或两面三层不同类 型涂层的同时涂覆,设备集成度高;本发明提供的隔膜涂覆装置可以使整个流程只进行一 次预热和一次成品烘烤,这大大降低隔膜多次烘烤的能耗及提升涂覆设备生产效率;本发 明提供的隔膜涂覆装置可以根据需要开启相应涂覆装置进行所需的涂覆,各涂覆装置不会 互相干扰。 (2)本发明提供的隔膜涂覆方法可以进行两种或三种涂覆工艺同时涂覆,流程较 短,并且多种涂覆工艺不会互相干扰。 附图说明 图1为实施例1提供的隔膜涂覆装置的结构示意图,其中,101、102、103、104和105 为不同的传动轮,2-预热装置,3-第一涂覆装置,4-第二涂覆装置,5-第二涂覆装置背辊,6- 第三涂覆装置,7-后处理装置,8-基膜。











