
技术摘要:
本发明涉及一种超细纱质量管理系统,包括拉丝区、捻线区、包装区,所述拉丝区拉丝完成后转运至捻线区,拉丝区、捻线区通过读取RFID标签信息对拉丝捻线进行控制。本超细纱质量管理系统以细纱生产工艺为基础,以质量管理为核心,使用RFID电子标签射频技术,尽可能的减少 全部
背景技术:
玻璃纤维是一种性能优异的无机非金属材料,种类繁多,优点是绝缘性好、耐热性 强、抗腐蚀性好,机械强度高,但缺点是性脆,耐磨性较差。它是叶腊石、石英砂、石灰石、白 云石、硼钙石、硼镁石六种矿石为原料经高温熔制、拉丝、络纱、织布等工艺制造成的,其单 丝的直径为几个微米到二十几个微米,相当于一根头发丝的1/20-1/5,每束纤维原丝都由 数百根甚至上千根单丝组成。玻璃纤维通常用作复合材料中的增强材料,电绝缘材料和绝 热保温材料,电路基板等国民经济各个领域。玻璃纤维电子细纱主要用于织造电子布,电子 布再通过一定的工艺制成覆铜板,最后制成各类电器需要的电路板,因此,玻璃纤维电子细 纱在电路板制造技术领域担负着重要的作用。 然而,在细纱生产的过程中,生产信息难以收集,之前的方式大多依靠员工通过手 工抄写或简单的电子设备统计,这样的方式很难保证产品质量的数据准确性,同时大量的 纸质数据难以进行统计分析,无法反作用到生产过程,难以发挥出数据的价值。
技术实现要素:
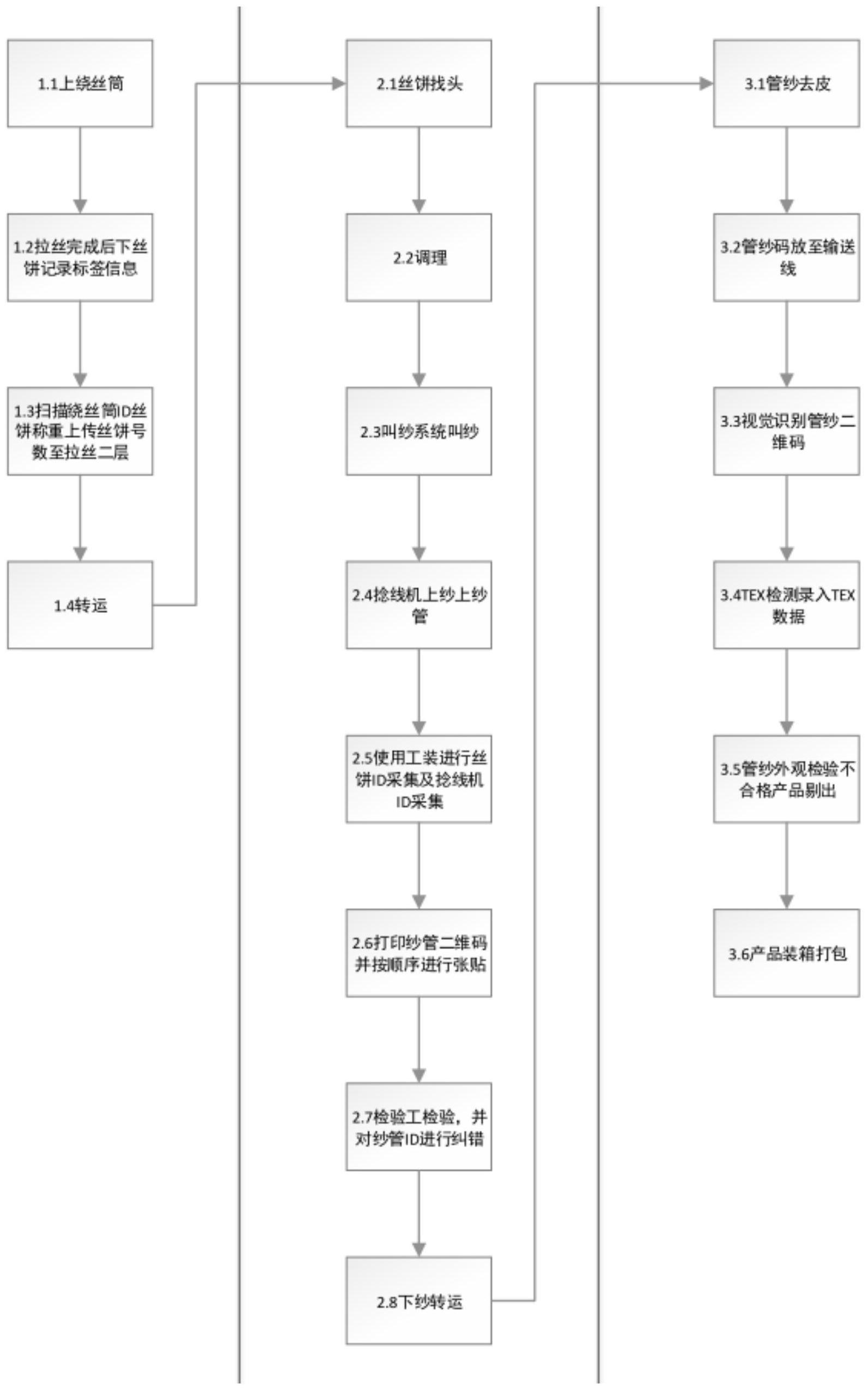
根据以上现有技术中的不足,本发明提出了一种超细纱质量管理系统,解决上述 问题。 本发明是采用以下的技术方案实现的,所述的一种超细纱质量管理系统,包括拉 丝区、捻线区、包装区,所述拉丝区拉丝完成后转运至捻线区,捻线区捻线完成后下纱转运 至包装区进行检验打包,拉丝区、捻线区通过读取RFID标签信息对拉丝捻线进行控制。 优选的,所述拉丝区包括拉丝机,拉丝机旁安装RFID读写器I,每台RFID读写器I与 每个拉丝机生产的品种相互绑定,所述拉丝机上丝筒、丝饼均设有可视ID号与RFID标签号 相同;拉丝区设有对丝饼进行称重的丝饼秤,所述丝饼称的支架上安装RFID读写器II;拉丝 区内还设有转运通道,所述转运通道中装有RFID数据采集器,所述RFID数据采集器采集转 运纱车上设的RFID标签信息,转运纱车上还有可视号码牌;捻线区包括捻线机,所述捻线机 上设有唯一的RFID标签ID,所述包装区设有用于将管纱码放至输送线的机械手和进行二维 码识别的扫描设备。 所述拉丝区包括以下操作步骤: (1)上丝筒; (2)上丝筒拉丝完成后下丝饼记录标签信息; (3)在丝饼称重过程中RFID读写器II对丝筒ID进行扫描,并向系统中录入丝饼重 量信息,操作人员根据产品情况手动设置筒型信息;自动上传至拉丝二层进行显示; (4)转运。 优选的,所述捻线区包括以下工作步骤: 4 CN 111553598 A 说 明 书 2/4 页 a.丝饼找头; b.调理; c.叫纱系统叫纱,操作人员根据生产情况和显示内容去指定区域拉取纱车。 d.捻线机上纱上纱管; e.操作人员使用工装对捻线机RFID标签和丝饼RFID标签进行扫描录入到系统中, 系统将其绑定并生成捻线时间、捻线机号、定位号、管纱二维码信息; f.操作人员集中打印管纱二维码并按顺序张贴到对应纱管上; g.检验工检验,并对纱管ID进行纠错; h.下纱转运。 优选的,所述包装区包括以下工作步骤: I.管纱去皮; II.使用码垛机械手或者人工将管纱码放至输送线; III.二维码扫描设备识别管纱二维码从而确定管纱在输送线上的顺序;若无法识 别,则通过分拣机构将该管纱拣出; IV.TEX检测录入TEX数据; V.管纱外观检验不合格产品剔除; VI.产品装箱打包。 优选的,步骤(2)具体的包括当拉丝完成后员工下丝饼时,RFID读写器I自动读丝 饼ID信息,同时系统中生成此丝饼下纱日期、品种、筒位号信息;当RFID读写器I读完丝饼ID 信息成功后RFID读写器I有声音及光信号提示;多次未读到信息的由操作人员放置一边集 中处理; 优选的,步骤(4)具体的包括: 当员工将纱车推到转运通道时,RFID数据采集器读取所有丝饼ID和纱车ID使丝饼 与纱车进行绑定,并在捻线大厅中显示器中显示所有信息,操作人员根据显示信息与实际 进行核对,并根据显示的品种号将其转运到调理室该品种的指定位置;同时此时为产品调 理的起始时间。 优选的,步骤g包括:巡检人员在巡检过程中需要对实际管纱位置和其二维码信息 进行检查纠错,如出现断头情况需要重新进行扫描生成新的二维码贴;在更换后的纱管上, 此二维码信息与之前二维码相同但需要加一位进行区别。 优选的,步骤IV包括,按照逻辑顺序将识别二维码的纱管显示在TEX检查工位,由 操作人员输入TEX输入数,并将不合格的产品拿出。TEX是玻璃纤维质量标准的其中之一,简 单来说是每千米玻璃纤维的重量,用来表示玻璃纤维的均匀度,TEX数值越稳定,产品的均 匀度越好,质量也越好。 优选的,步骤V包括,管纱外观检测需在输送线上进行,系统将待检测的产品信息 显示在工位电脑上,由外观检测人员录入纱管外观信息;将不合格的产品拿出;如需要二次 去皮的纱,操作人员选定二次去皮信息后清除TEX数据,标定二次去皮信息返回去皮工序进 行特殊处理。 本发明有益效果: 本超细纱质量管理系统以细纱生产工艺为基础,以质量管理为核心,使用RFID电 5 CN 111553598 A 说 明 书 3/4 页 子标签射频技术,尽可能的减少人员参与以保证产品数据的准确性。 附图说明 图1是本发明的操作流程图。











