
技术摘要:
本发明公开了一种偏心内孔零件加工夹具,偏心内孔零件上设有原有内孔和偏心内孔,原有内孔的孔轴线与偏心内孔零件的零件轴心线重合,偏心内孔的零件偏心轴线偏离于零件轴心线设置,偏心内孔零件加工夹具包括工件定位盘和定位紧固件,工件定位盘的中央沿轴向凹设有找正 全部
背景技术:
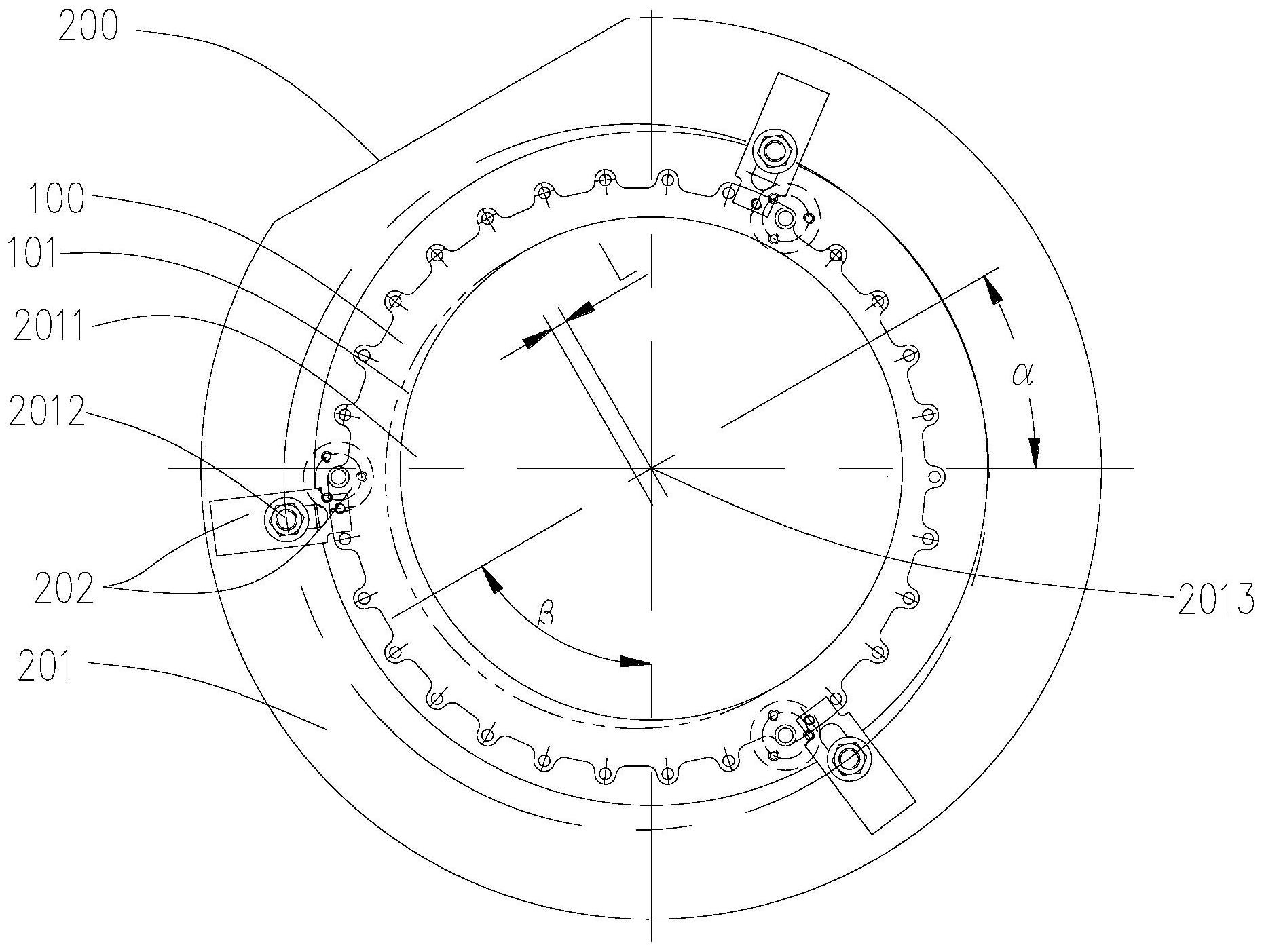
如图1和图2所示,在航空发动机中,偏心圆弧段零件(偏心内孔零件)100包括原有 内孔101和偏心内孔102,偏心内孔102的零件偏心轴线1021(偏心圆心线)与原有内孔101的 孔轴线(零件轴心线1011)在角度α方向上偏移L的距离。在加工偏心内孔零件100时,要求磨 削加工与孔轴线在角度α方向上偏移L距离的偏心内孔102,由于待加工偏心内孔102与偏心 内孔零件基准中心线不重合,加工时找不到待加工偏心内孔102的回转中心线,无法进行加 工。 待加工偏心内孔102为以零件偏心轴线1021为中心线的一个圆弧段。现有的加工 偏心内孔零件的夹具,没有可行的测量手段实现偏心内孔的在线测量,不能在加工时准备 计算、控制进刀量,给偏心内孔零件加工带来很大困难,偏心内孔零件的偏心圆弧加工合格 率及加工效率低。
技术实现要素:
本发明提供的偏心内孔零件加工夹具,以解决现有技术中,在加工偏心内孔零件 的偏心内孔时,不能在线测量加工时偏心内孔零件的偏心内孔的加工尺寸,导致不能精准 控制加工时的进刀量,偏心内孔零件的偏心圆弧加工合格率低及加工效率低的技术问题。 为实现上述目的,本发明采用的技术方案如下: 一种偏心内孔零件加工夹具,偏心内孔零件上设有原有内孔和偏心内孔,原有内 孔的孔轴线与偏心内孔零件的零件轴心线重合,偏心内孔的零件偏心轴线偏离于零件轴心 线设置,偏心内孔零件加工夹具包括工件定位盘和定位紧固件,工件定位盘的中央沿轴向 凹设有找正圆内孔,工件定位盘以找正圆内孔的内孔中轴线为旋转中心线旋转,定位紧固 件用于将偏心内孔零件沿工件定位盘的轴向定位固定在工件定位盘的安装面上,并使零件 偏心轴线与内孔中轴线重合布设。 进一步地,工件定位盘上开设有沿轴向布设的多个定位紧固孔,定位紧固件沿轴 向穿过偏心内孔零件的零件安装边上的安装孔并伸入至定位紧固孔内以将偏心内孔零件 定位固定在工件定位盘的安装面上。 进一步地,工件定位盘为内边缘具有环状凸台的台阶盘,定位紧固孔包括定位孔 和紧固孔,定位孔设于工件定位盘的环状凸台上,紧固孔设于工件定位盘的环状凸台远离 零件轴心线的外侧的基体环状台上,多个定位孔分别处在零件轴心线为圆心线的同心圆 上,多个紧固孔分别处在偏心轴线为圆心线的同心圆上,定位紧固件包括定位件和紧固件, 定位件用于沿轴向穿过偏心内孔零件的零件安装边上的安装孔并与定位孔配合将偏心内 孔零件定位在环状凸台上,紧固件用于与紧固孔配合以将定位后的偏心内孔零件压紧固定 4 CN 111590350 A 说 明 书 2/7 页 在工件定位盘的环状凸台上。 进一步地,定位孔为沿工件定位盘的固定面朝向安装面的方向布设的台阶孔,台 阶孔的小孔径的端面设有沿轴向布设的螺纹孔,定位件包括定位销、定位衬套以及固定螺 钉,定位衬套沿工件定位盘的固定面朝向安装面的方向布设于定位孔内,固定螺钉沿轴向 依次穿过定位衬套的安装边并与螺纹孔配合以将衬套固定设于定位孔内,定位销沿轴向依 次穿过偏心内孔零件的零件安装边上的安装孔、定位孔以及定位衬套。 进一步地,定位孔的数量为三个,三个定位孔以零件轴心线为圆心线并沿工件定 位盘的周向间距均匀地布设,紧固孔的数量为三个,三个紧固孔以偏心轴线为圆心线并沿 工件定位盘的周向间距均匀地布设。 进一步地,定位销包括沿轴向布设的施力端和定位端,定位端包括圆柱段和圆锥 段,圆柱段设于圆锥段远离施力端的一端。 进一步地,定位孔包括以零件轴心线为圆心线沿周向间距均匀布设的第一定位 孔、第二定位孔和第三定位孔,工件定位盘的安装面上分别设有第一标识、第二标识以及第 三标识,第一标识与第一定位孔对应布设,第二标识与第二定位孔对应布设,第三标识与第 三定位孔对应布设,定位销包括与第一定位孔间隙配合的第一定位销、与第二定位孔间隙 配合的第二定位销以及与第三定位孔间隙配合的第三定位销。 进一步地,工件定位盘上还设有运输螺孔,运输螺孔设于定位孔的外侧紧固件包 括夹板、紧固单元以及顶撑螺栓,夹板通过紧固单元紧固在工件定位盘上并将偏心内孔零 件的零件安装边压紧固定在工件定位盘的环状凸台上,顶撑螺栓设于运输螺孔内以支撑夹 板并与紧固单元配合共同固定夹板。 进一步地,工件定位盘上还设有装配孔,多个装配孔分别处在以找正圆内孔的内 孔中轴线为圆心线的同心圆上,偏心内孔零件加工夹具还包括用于沿轴向穿过装配孔并将 工件定位盘安装在机床上的安装件。 本发明还提供一种偏心内孔零件的加工方法,采用上述的偏心内孔零件加工夹 具,包括如下步骤:通过定位紧固件将待加工偏心内孔零件定位固定在工件定位盘上;通过 工件定位盘上的找正圆内孔的内壁面对安装在机床上的千分表校零,得到测量基准;将得 到测量基准的千分表从找正圆内孔内壁面移动至待加工的偏心内孔的内壁面上,旋转待加 工的偏心内孔零件获得千分表测量偏心内孔的跳动值,通过比较跳动值与测量基准,得到 加工余量;根据加工余量设置进刀量,并使待加工偏心内孔零件沿找正圆内孔的内孔中轴 线为旋转中心线旋转进行加工。 本发明具有以下有益效果: 本发明的偏心内孔零件加工夹具,通过定位紧固件将偏心内孔零件定位固定在工 件定位盘上进行加工,使工件定位盘以找正圆内孔的内孔中轴线为旋转中心线旋转的基础 上,从而使偏心内孔零件以待加工偏心轴线旋转,便于加工偏心内孔;通过在工件定位盘上 凹设有与待加工偏心内孔对应的找正圆内孔,并使偏心轴线与内孔中轴线重合布设,找正 圆内孔的孔径与偏心内孔的孔径相同,使找正圆内孔与偏心内孔零件的待加工偏心内孔对 应,从而将偏心内孔的测量基准转移至加工夹具的找正圆内孔的内壁面上,具体地,在加工 偏心内孔零件的偏心内孔时,只需将千分表设置在机床上,然后,以找正圆内孔的内壁面为 测量基准对千分表以进行零位校正,最后,沿轴向移动校正后的千分表使千分表与待加工 5 CN 111590350 A 说 明 书 3/7 页 的偏心内孔的内壁面抵接,旋转偏心零件观察千分表的跳动值,通过比较跳动值与测量基 准,从而实现加工偏心内孔时进刀量控制及偏心圆弧在线测量,提高了偏心内孔零件的偏 心内孔的加工合格率和加工效率。 除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。 下面将参照图,对本发明作进一步详细的说明。 附图说明 构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实 施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中: 图1是本发明的偏心内孔零件的结构示意图; 图2是本发明的偏心内孔零件的剖视图; 图3是本发明优选实施例的偏心内孔零件加工夹具与偏心内孔零件的装配结构示 意图; 图4是本发明优选实施例的偏心内孔零件加工夹具与偏心内孔零件的装配结构的 剖视图; 图5是本发明优选实施例的第一定位销的结构示意图; 图6是本发明优选实施例的第二定位销的结构示意图。 图例说明: 100、偏心内孔零件;101、原有内孔;1011、零件轴心线;102、偏心内孔;1021、零件 偏心轴线;200、偏心内孔零件加工夹具;201、工件定位盘;2011、找正圆内孔;2012、定位紧 固孔;2013、内孔中轴线;20121、定位孔;20122、紧固孔;202、定位紧固件;2021、定位件; 20211、定位销;20211a、第一定位销;20211b、第二定位销;20212、定位衬套;20213、固定螺 钉;2022、紧固件;20221、夹板;20222、紧固单元;20223、顶撑螺栓。











