
技术摘要:
本发明涉及一种一次成型包胶模具,它包括:前模组件,所述前模组件包括前模框、水平滑移设置在所述前模框上的前模镶件Ⅰ、连接所述前模镶件Ⅰ以驱动所述前模镶件Ⅰ的油缸Ⅰ、竖直滑移设置在所述前模框中的前模垫板以及连接在所述前模垫板上的前模仁,所述前模镶件Ⅰ与 全部
背景技术:
由于产品中五金不能裸露在外表面,比如产品为汽车刹车系统,要求严格,产品表 面不允许漏一丝铜,目前行业内只能通过二次包胶的方式完成此结构。二次包胶所产生不 良率较高,二次包胶所产生的啮合性较低,安全系数没有一次成型效果好,因此有改进需 求。
技术实现要素:
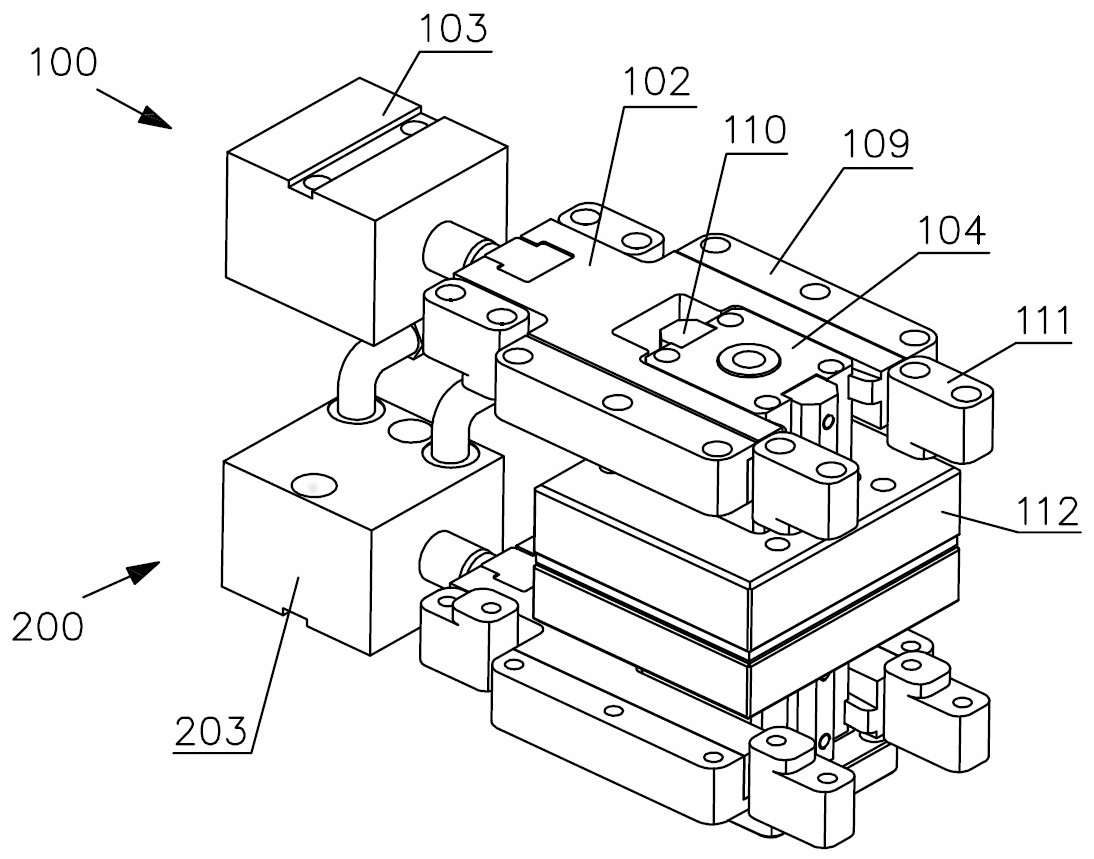
本发明的目的是要提供一种一次成型包胶模具,能达到一次成型。 为达到上述目的,本发明采用的技术方案是: 本发明提供了一种一次成型包胶模具,它包括: 前模组件,所述前模组件包括前模框、水平滑移设置在所述前模框上的前模镶件Ⅰ、连 接所述前模镶件Ⅰ以驱动所述前模镶件Ⅰ的油缸Ⅰ、竖直滑移设置在所述前模框中的前模垫 板以及连接在所述前模垫板上的前模仁,所述前模镶件Ⅰ与所述前模垫板之间设置有倾斜 的导向机构Ⅰ,所述导向机构Ⅰ包括导条Ⅰ和导槽Ⅰ,所述导条Ⅰ和所述导槽Ⅰ中一者设置在所 述前模镶件Ⅰ上,所述导条Ⅰ和所述导槽Ⅰ中另一者设置在所述前模垫板上; 后模组件,所述后模组件包括后模仁。 优选地,所述前模组件还包括前模镶件Ⅱ,所述前模镶件Ⅱ设置在所述前模镶件Ⅰ 滑移方向的两侧。 优选地,所述前模组件还包括前模镶件Ⅲ,所述前模镶件Ⅲ设置在所述前模垫板 滑移方向的两侧。 优选地,所述前模组件还包括前模镶件Ⅳ,所述前模镶件Ⅳ设置在所述前模镶件Ⅰ 滑移方向的前后端。 进一步地,所述后模组件与所述前模组件的结构相同。 由于上述技术方案运用,本发明与现有技术相比具有下列优点: 本发明的一次成型包胶模具,由于油缸Ⅰ抽动前模镶件Ⅰ水平滑移带动前模垫板上下滑 移,从而带动前模仁上下滑移切换。后模组件可设置与前模组件相同的结构。模具开始合模 后,注塑机开始充填,充填大概98%左右,油缸开始抽动,前后模仁各自往后退到指定位置继 续充填,在五金件表面包胶,通过注塑机的保压来达到产品外观不受影响。从而实现一次成 型包胶。 附图说明 后文将参照附图以示例性而非限制性的方式详细描述本发明的一些具体实施例。 附图中相同的附图标记标示了相同或类似的部件或部分。本领域技术人员应该理解,这些 3 CN 111590839 A 说 明 书 2/3 页 附图未必是按比例绘制的。附图中: 图1是产品的结构示意图,产品中设置有五金部分; 图2是本发明一次成型包胶模具优选实施例的正视图; 图3是模具中部分结构立体示意图; 图4是图2的俯视图; 图5是前模仁结构示意图; 图6是图3中前模镶件Ⅰ与前模垫板相配合示意图; 图7是图6中前模镶件Ⅰ立体示意图; 图8是图6中前模垫板立体示意图; 其中,附图标记说明如下: 100、前模组件;101、前模框;102、前模镶件Ⅰ;103、油缸Ⅰ;104、前模垫板;105、前模仁; 106、导向机构Ⅰ;107、导条Ⅰ;108、导槽Ⅰ;109、前模镶件Ⅱ;110、前模镶件Ⅲ;111、前模镶件 Ⅳ;112、前模下框; 200、后模组件;203、油缸Ⅱ; 300、产品;301、注塑部分;302、五金部分。











