
技术摘要:
本发明涉及pogo pin的加工技术领域,尤其是涉及一种pogo pin二次加工设备及其工作方法。一种pogo pin二次加工设备,包括机架,所述的机架上设置有上料组件、物料搬运组件、第一夹持组件、用于对工件进行钻尾孔的第一加工组件、第二夹持组件和用于对工件进行铣水平台阶 全部
背景技术:
Pogo pin一般应用于手机、通讯、汽车、医疗、航空航天等电子产品中的精密连接, 可以提高这些连接器的防腐蚀性、稳定性、耐久性。 Pogo pin接插件的二次加工主要是指对插针进行钻孔、铣台阶面和铣圆弧面的加 工工序。 目前对Pogo pin接插件上的插针进行二次加工主要是通过单机人工操作方式,存 在效率低、产品质量不稳定、产能低下的缺点,而且现有的加工设备往往只能加工单一型号 的产品,功能较为单一,增加了企业的负担。 如中国专利公开号为:CN108767524A,于2018年11月6日公告的一种POGO PIN连接 部件,包括:壳体、公端POGO PIN、母端POGO PIN和多个连接片;壳体上开设有若干对安装 孔,一对安装孔包括一公端孔和一母端孔,公端孔和母端孔间隔排列;一公端孔中插接一公 端POGO PIN,公端POGO PIN的首端位于安装孔内,一母端孔中插接一母端POGO PIN,母端 POGO PIN的首端伸出安装孔外;一连接片的第一端连接一公端POGO PIN的尾端,或者一连 接片的第一端连接一母端POGO PIN的尾端;公端POGO PIN的尾端和母端POGO PIN的尾端位 于壳体的同一侧;虽然POGO PIN连接部件既可以做公端使用,也可以做母端使用,使用时, 两个POGO PIN连接部件相互连接在一起,通过连接片将电路板连接,更加方便使用,节省连 接电路板的时间,提高了工作效率,但是目前对母端POGO PIN进行二次加工主要是通过单 机人工操作方式,存在效率低、产品质量不稳定、产能低下的缺点,而且现有的加工设备往 往只能加工单一型号的产品,功能较为单一,增加了企业的负担。
技术实现要素:
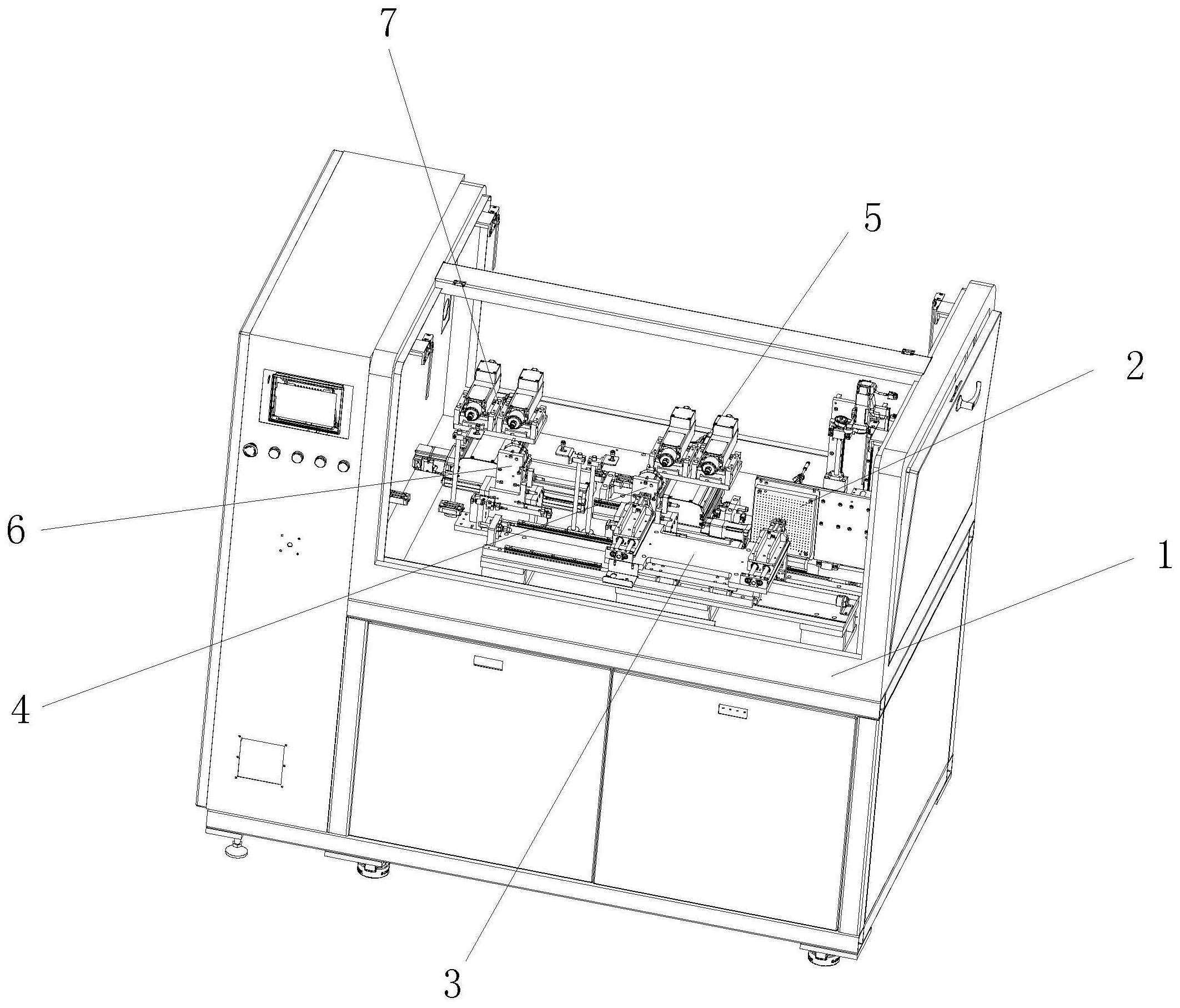
本发明主要是针对目前对Pogo pin接插件上的插针进行二次加工主要是通过单 机人工操作方式,存在效率低、产品质量不稳定、产能低下的缺点,而且现有的加工设备往 往只能加工单一型号的产品,功能较为单一,增加了企业的负担的问题,提供一种加工效率 高、产品质量好、产能高,而且能够加工不同型号的产品,能够减少企业的负担的pogo pin 二次加工设备及其工作方法。 本发明的目的主要是通过下述方案得以实现的:一种pogo pin二次加工设备,包 括机架,所述的机架上设置有上料组件、物料搬运组件、第一夹持组件、用于对工件进行钻 尾孔的第一加工组件、第二夹持组件和用于对工件进行铣水平台阶面与铣圆弧台阶面的第 二加工组件,所述的上料组件包括具有多个上料孔的物料盘、用于带动物料盘上下移动的 竖向传动机构和用于带动物料盘左右移动的横向传动机构,所述的上料孔内插入待加工的 工件,所述的物料搬运组件包括搬运底板,所述的搬运底板的底部连接有用于带动搬运底 5 CN 111571220 A 说 明 书 2/9 页 板左右移动的第一传动机构,所述的搬运底板上表面的左右两侧间隔设置有用于夹紧工件 的气爪,所述的搬运底板上设置有用于带动气爪前后移动的第二传动机构,所述的第一夹 持组件设置在物料搬运组件与第一加工组件之间,所述的第一夹持组件包括夹持架,所述 的夹持架上通过旋转装置连接有用于夹紧工件的夹持装置,所述的旋转装置用于带动夹持 装置旋转,所述的第二夹持组件设置在物料搬运组件与第二加工组件之间,所述的第一夹 持组件与第二夹持组件的结构相同。机架上设置有上料组件、物料搬运组件、第一夹持组 件、用于对工件进行钻尾孔的第一加工组件、第二夹持组件和用于对工件进行铣水平台阶 面与铣圆弧台阶面的第二加工组件,上料组件包括具有多个上料孔的物料盘、用于带动物 料盘上下移动的竖向传动机构和用于带动物料盘左右移动的横向传动机构,上料孔内插入 待加工的工件,物料盘为快拆式,一个物料盘上设置有200个上料孔,工作人员先人工插入 物料,然后再将物料盘装入设备上,横向传动机构和竖向传动机构均为现有的丝杠传动机 构,通过电机来驱动,能够较为精准地带动物料盘移动位置,成本较低,占用空间小,物料搬 运组件包括搬运底板,搬运底板的底部连接有用于带动搬运底板左右移动的第一传动机 构,搬运底板上表面的左右两侧间隔设置有用于夹紧工件的气爪,搬运底板上设置有用于 带动气爪前后移动的第二传动机构,第一夹持组件设置在物料搬运组件与第一加工组件之 间,第一夹持组件包括夹持架,夹持架上通过旋转装置连接有用于夹紧工件的夹持装置,旋 转装置用于带动夹持装置旋转,第二夹持组件设置在物料搬运组件与第二加工组件之间, 第一夹持组件与第二夹持组件的结构相同,旋转装置的设计能够带动夹持装置转动,从而 调整夹持装置上被夹紧的工件的位置,从而实现不同的操作,整个设备运行时通过PLC控 制,通过对PLC进行编程可以满足不同的加工需求,上料组件起到上料功能,通过横向传动 机构和竖向传动机构能够调整物料盘的位置,从而将待加工的工件始终调整到设定的上料 位置上,方便气爪取料,然后物料搬运组件上左右两个气爪能够对工件进行夹紧并起到输 送作用,能够将待加工的工件输送到第一夹持组件或第二夹持组件上,从而通过第一加工 组件进行钻尾孔的加工工序或者通过第二加工组件进行铣水平台阶面与铣圆弧台阶面的 加工工序。 作为优选,所述的第一加工组件包括第一基座、用于带动第一基座前后移动的第 四传动机构和用于带动第一基座左右移动的第三传动机构,所述的第一基座上设置有用于 对工件点中心孔的点中心孔机和用于对工件钻尾孔的钻尾孔机。第一加工组件包括第一基 座、用于带动第一基座前后移动的第四传动机构和用于带动第一基座左右移动的第三传动 机构,第一基座上设置有用于对工件点中心孔的点中心孔机和用于对工件钻尾孔的钻尾孔 机,点中心孔机和钻尾孔机上安装不同的刀具即可加工不同的产品,当第一夹持组件将工 件输送到对应第一加工组件处时,通过第三传动机构和第四传动机构调节第一基座的位置 后,将点中心孔机移动到对应工件处,从而对工件进行中心孔的加工,中心孔加工完成后, 再通过第三传动机构和第四传动机构调节第一基座的位置,将钻尾孔机移动到对应工件 处,从而对工件进行尾孔的加工,在加工时通过第三传动机构和第四传动机构实时调整第 一基座的位置从而能够达到设计好的加工效果。 作为优选,所述的旋转装置包括齿条和与齿条相配合的齿轮,所述的夹持架上设 置有用于带动齿条移动的伸缩气缸,所述的齿轮通过转向轴与夹持装置连接。旋转装置包 括齿条和与齿条相配合的齿轮,夹持架上设置有用于带动齿条移动的伸缩气缸,齿轮通过 6 CN 111571220 A 说 明 书 3/9 页 转向轴与夹持装置连接,伸缩气缸启动从而带动齿条移动,齿条移动后使得相配合的齿轮 旋转180度,齿轮旋转时通过转向轴带动夹持装置和工件同时旋转,从而使得工件被输送到 设定位置处。 作为优选,所述的第二加工组件包括第二基座、用于带动第二基座前后移动的第 六传动机构和用于带动第二基座左右移动的第五传动机构,所述的第二基座上设置有用于 对工件铣水平台阶面的铣扁机和用于对工件铣圆弧台阶面的铣圆弧机。第二加工组件包括 第二基座、用于带动第二基座前后移动的第六传动机构和用于带动第二基座左右移动的第 五传动机构,第二基座上设置有用于对工件铣水平台阶面的铣扁机和用于对工件铣圆弧台 阶面的铣圆弧机,当第二夹持组件将工件输送到对应第二加工组件处时,通过第五传动机 构和第六传动机构调节第二基座的位置,然后将铣扁机移动到对应该工件处,从而对该工 件进行铣水平台阶面的加工,水平台阶面加工完成后,再通过第五传动机构和第六传动机 构调节第二基座的位置,从而将铣圆弧机移动到对应工件处,从而对工件进行铣圆弧台阶 面的加工,在加工时通过第五传动机构和第六传动机构实时调整第二基座的位置从而能够 达到设计好的加工效果。 作为优选,所述的点中心孔机和钻尾孔机与第一基座之间分别通过高度调节装置 连接,所述的铣扁机和铣圆弧机与第二基座之间也分别通过高度调节装置连接,所述的高 度调节装置包括调节螺栓、设置在第一基座或第二基座上的调节座和定位座,所述的调节 螺栓穿过定位座后螺纹连接在调节座上,所述的调节座上设置有调节斜面,所述的调节座 上滑动连接有与点中心孔机或钻尾孔机或铣扁机或铣圆弧机连接的调节块,所述的调节块 通过螺栓连接在第一基座或第二基座上。点中心孔机和钻尾孔机与第一基座之间分别通过 高度调节装置连接,铣扁机和铣圆弧机与第二基座之间也分别通过高度调节装置连接,高 度调节装置包括调节螺栓、设置在第一基座或第二基座上的调节座和定位座,调节螺栓穿 过定位座后螺纹连接在调节座上,调节座上设置有调节斜面,调节座上滑动连接有与点中 心孔机或钻尾孔机或铣扁机或铣圆弧机连接的调节块,通过旋转调节螺栓能够带动调节座 前后移动,由于调节斜面的设置,从而使得贴合在调节斜面上的调节块的高度能够作相应 调整,从而相应调整了点中心孔机或钻尾孔机或铣扁机或铣圆弧机的高度,高度调整完成 后,再将调节块通过螺栓固定连接在第一基座或第二基座上,调节十分方便,稳定性好。 作为优选,所述的机架上对应第二夹持组件上的夹持装置设置有集料箱。机架上 对应第二夹持组件上的夹持装置设置有集料箱,当第二夹持组件上的伸缩气缸复位后能够 带动加工完成后的工件同时复位,然后第二夹持组件上的夹持装置张开,使得加工完成后 的工件不受夹紧力后掉入集料箱中,能够实现自动下料。 作为优选,所述的第一传动机构与第二传动机构均为气缸,夹持装置为三爪夹持 气缸。第一传动机构与第二传动机构均为气缸,夹持装置为三爪夹持气缸,在控制精准程度 要求不高的地方使用气缸能够极大地降低成本,三爪夹持气缸适用多种直径的产品夹持, 可以很大程度上减少由于产品规格不同而频繁变更设备夹具等作业。 作为优选,所述的第三传动机构为气缸,所述的第四传动机构、第五传动机构和第 六传动机构均为伺服模组。第三传动机构为气缸,第四传动机构、第五传动机构和第六传动 机构均为伺服模组,伺服模组为现有的传动机构,能够带动部件直线移动,伺服模组的设置 便于在加工时进行精准的过程控制,保证加工质量。 7 CN 111571220 A 说 明 书 4/9 页 作为优选,所述的上料组件还包括设置在机架上的顶出气缸,所述的顶出气缸的 输出端上设置有用于将待加工的工件顶出上料孔的顶针。上料组件还包括设置在机架上的 顶出气缸,顶出气缸的输出端上设置有用于将待加工的工件顶出上料孔的顶针,由于不同 品种的物料存在长短差异,因此顶出气缸和顶针的设置方便上料。 一种上述pogo pin二次加工设备的工作方法,包括如下步骤: 步骤一,工作人员将待加工的工件组对应插入物料盘上的上料孔中,确定一个物料盘 上的待加工的工件的上料位置,通过调整竖向传动机构和横向传动机构将待加工的工件移 动到该上料位置; 步骤二,第一传动机构启动带动搬运底板向右移动,使得搬运底板上靠近物料盘一侧 的气爪移动到对应物料盘上的上料位置处,此时气爪处于张开状态,然后在第二传动机构 的作用下往靠近物料盘方向移动,随后顶出气缸启动,顶出气缸的输出端带动顶针移动,从 而使得顶针进入上料孔内并将待加工的工件顶到对应气爪处,然后气爪并拢后将待加工的 工件夹紧,第二传动机构启动并带动气爪复位,第一传动机构启动并带动搬运底板向左移 动后复位,此时位于搬运底板的右侧且夹紧有待加工的工件的气爪移动到对应第一夹持组 件处,此时第一夹持组件上的夹持装置处于张开状态; 步骤三,第二传动机构启动带动气爪和待加工的工件移动到靠近第一夹持组件上的夹 持装置处,然后该夹持装置闭合从而夹紧待加工的工件,右侧的气爪随后张开,第二传动机 构再带动气爪复位; 步骤四,第一夹持组件上的伸缩气缸启动从而带动齿条移动,齿条移动后使得相配合 的齿轮旋转180度,齿轮旋转时通过转向轴带动夹持装置和工件同时旋转,从而使得工件被 输送到对应第一加工组件处,通过第三传动机构和第四传动机构调节第一基座的位置后, 将点中心孔机移动到对应工件处,从而对工件进行中心孔的加工,中心孔加工完成后,再通 过第三传动机构和第四传动机构调节第一基座的位置,将钻尾孔机移动到对应工件处,从 而对工件进行尾孔的加工,在加工时通过第三传动机构和第四传动机构实时调整第一基座 的位置从而能够达到设计好的加工效果,加工完成后,通过第三传动机构和第四传动机构 带动第一基座复位; 步骤五,第一夹持组件上的伸缩气缸复位从而带动夹持装置和经过钻尾孔加工后的工 件同时复位,通过调整竖向传动机构和横向传动机构将下一个待加工的工件移动到上料位 置; 步骤六,第一传动机构启动带动搬运底板向右移动,使得搬运底板上右侧的气爪移动 到对应物料盘上的上料位置处,同时使得搬运底板上的左侧的气爪移动到对应第一夹持组 件上被夹持的工件处,此时两个气爪均处于张开状态,然后在第二传动机构的作用下右侧 的气爪往靠近物料盘方向移动,随后顶出气缸启动,顶出气缸的输出端带动顶针移动,从而 使得顶针进入上料孔内并将待加工的工件顶到对应右侧的气爪处,然后右侧的气爪并拢后 将待加工的工件夹紧,与此同时,在第二传动机构的作用下左侧的气爪往靠近第一夹持组 件上被夹持的工件方向移动,然后左侧的气爪并拢后将经过钻尾孔加工后的工件夹紧,第 一夹持组件上的夹持装置张开后,第二传动机构启动并带动左右两个气爪复位,第一传动 机构启动并带动搬运底板向左移动后复位,此时位于搬运底板的右侧且夹紧有待加工的工 件的气爪移动到对应第一夹持组件处,位于搬运底板的左侧且夹紧有经过钻尾孔加工后的 8 CN 111571220 A 说 明 书 5/9 页 工件的气爪移动到对应第二夹持组件处; 步骤七,第二传动机构启动带动右侧的气爪和待加工的工件移动到靠近第一夹持组件 上的夹持装置处,然后该第一夹持组件上的夹持装置闭合从而夹紧待加工的工件,与此同 时,在第二传动机构的作用下左侧的气爪和经过钻尾孔加工后的工件移动到靠近第二夹持 组件上的夹持装置处,然后该第二夹持组件上的夹持装置闭合从而夹紧经过钻尾孔加工后 的工件,左右两侧的气爪随后张开,第二传动机构再带动两个气爪复位; 步骤八,第一夹持组件上的伸缩气缸启动后重复步骤四中的操作从而对待加工的工件 进行加工,第二夹持组件上的伸缩气缸启动后带动经过钻尾孔加工后的工件移动到对应第 二加工组件处,通过第五传动机构和第六传动机构调节第二基座的位置后,将铣扁机移动 到对应该工件处,从而对该工件进行铣水平台阶面的加工,水平台阶面加工完成后,再通过 第五传动机构和第六传动机构调节第二基座的位置,从而将铣圆弧机移动到对应工件处, 从而对工件进行铣圆弧台阶面的加工,在加工时通过第五传动机构和第六传动机构实时调 整第二基座的位置从而能够达到设计好的加工效果,加工完成后,通过第五传动机构和第 六传动机构带动第二基座复位; 步骤九,第一夹持组件上的伸缩气缸复位从而重复步骤五中的操作,第二夹持组件上 的伸缩气缸复位后从而带动加工完成后的工件同时复位,然后第二夹持组件上的夹持装置 张开,使得加工完成后的工件不受夹紧力后掉入集料箱中,从而完成了一个工件的加工,通 过调整竖向传动机构和横向传动机构将下一个待加工的工件移动到上料位置; 步骤十,重复步骤六至步骤九中的操作,即可对物料盘上的工件进行加工。 因此,本发明的一种pogo pin二次加工设备及其工作方法具备下述优点:本发明 自动化程度高,加工效率高、产品质量好、产能高,而且能够加工不同型号的产品,从而减少 企业的负担,并且能够实现自动上料和自动下料。 附图说明 附图1是本发明的整体结构示意图。 附图2是本发明去掉机架后的结构示意图。 附图3是本发明中上料组件的结构示意图。 附图4是本发明中物料搬运组件的结构示意图。 附图5是本发明中第一夹持组件或第二夹持组件的结构示意图。 附图6是本发明中第一加工组件的结构示意图。 附图7是本发明中第二加工组件的结构示意图。 附图8是本发明中高度调节装置的结构示意图。 附图9是图8的侧视图。 附图10是未加工的工件的结构示意图。 附图11是完成钻尾孔加工后的工件的结构示意图。 附图12是二次加工完成后的工件的结构示意图。 图示说明:1-机架,2-上料组件,21-物料盘,22-上料孔,23-顶出气缸,24-顶针, 25-竖向传动机构,26-横向传动机构,3-物料搬运组件,31-搬运底板,32-第二传动机构, 33-气爪,34-第一传动机构,4-第一夹持组件,41-夹持装置,42-齿条,43-伸缩气缸,44-转 9 CN 111571220 A 说 明 书 6/9 页 向轴,45-齿轮,46-夹持架,5-第一加工组件,51-第三传动机构,52-第四传动机构,53-钻尾 孔机,54-点中心孔机,55-第一基座,6-第二夹持组件,7-第二加工组件,71-第五传动机构, 72-第六传动机构,73-铣扁机,74-铣圆弧机,75-第二基座,8-工件,81-尾孔,82-水平台阶 面,83-圆弧台阶面,9-高度调节装置,91-定位座,92-调节螺栓,93-调节座,94-调节斜面, 95-调节块,10-集料箱。











