
技术摘要:
本发明公开了一种用于工件加工的连续组装设备,属于工件加工机械设备领域。该发明的工件移送机构和工件压装机构依次设置于工件加工支架上侧,移料链条设置于工件加工支架上方一侧,第一气缸输出端水平固定设置有第一吸附连板,第二气缸输出端水平固定设置有第二吸附连 全部
背景技术:
机械工件是组成机械和机械不可分拆的单个制件,它在自动化工业中起着重要的 作用,机械工件包括零部件的联接,起支承作用的零部件,起润滑作用的润滑系统和密封零 部件,传递运动和能量的传动系统的零部件,在对机械工件进行生产加工的过程中,工件在 依次经过压铸成型、磨砂加工和打孔加工等加工步骤后,需要将单独加工完成的工件进行 组装,将两个工件组装成一个组合的工件,使得组装在一起的工件能被后道工序或大型设 备便捷的使用,现有的机械自动装配是指按照设计的技术要求实现机械工件或部件的连 接,把机械工件或部件组合成组合工件,机械装配是机器制造和修理的重要环节,特别是对 机械制造来说,高效的机械组装能够大大提高设备装备的效率,还能提高工件组装和设备 装配的质量。机械装配是机械制造中最后决定机械产品质量的重要工艺过程,即使是全部 合格的工件,如果组装不当,往往也不能形成质量合格的产品,简单的产品可由工件直接装 配而成,复杂的产品则须先将若干工件装配成部件,称为部件装配;然后将若干部件和另外 一些工件装配成完整的产品,称为总装配。现有的工件组装方法是人工手动协助组装设备 将工件进行组装,在工件的整个组装过程中,需要人工手动将工件逐个放置到组装设备上 进行组装,工件的组装效率较低,难以满足大批量的工业化生产需要,并且在工件的整个组 装过程中,工人的劳动强度较大,工人在将工件连续取放的过程中,由于工人的误操作和连 续生产加工的疲惫,还容易被组装设备夹伤,造成工人的生产安全事故。现有的工件组装难 以高效平稳的实现组装加工,工件组装加工的效率和质量难以得到保证,并且工件组装加 工的自动化程度低,不能满足加工使用的需要。
技术实现要素:
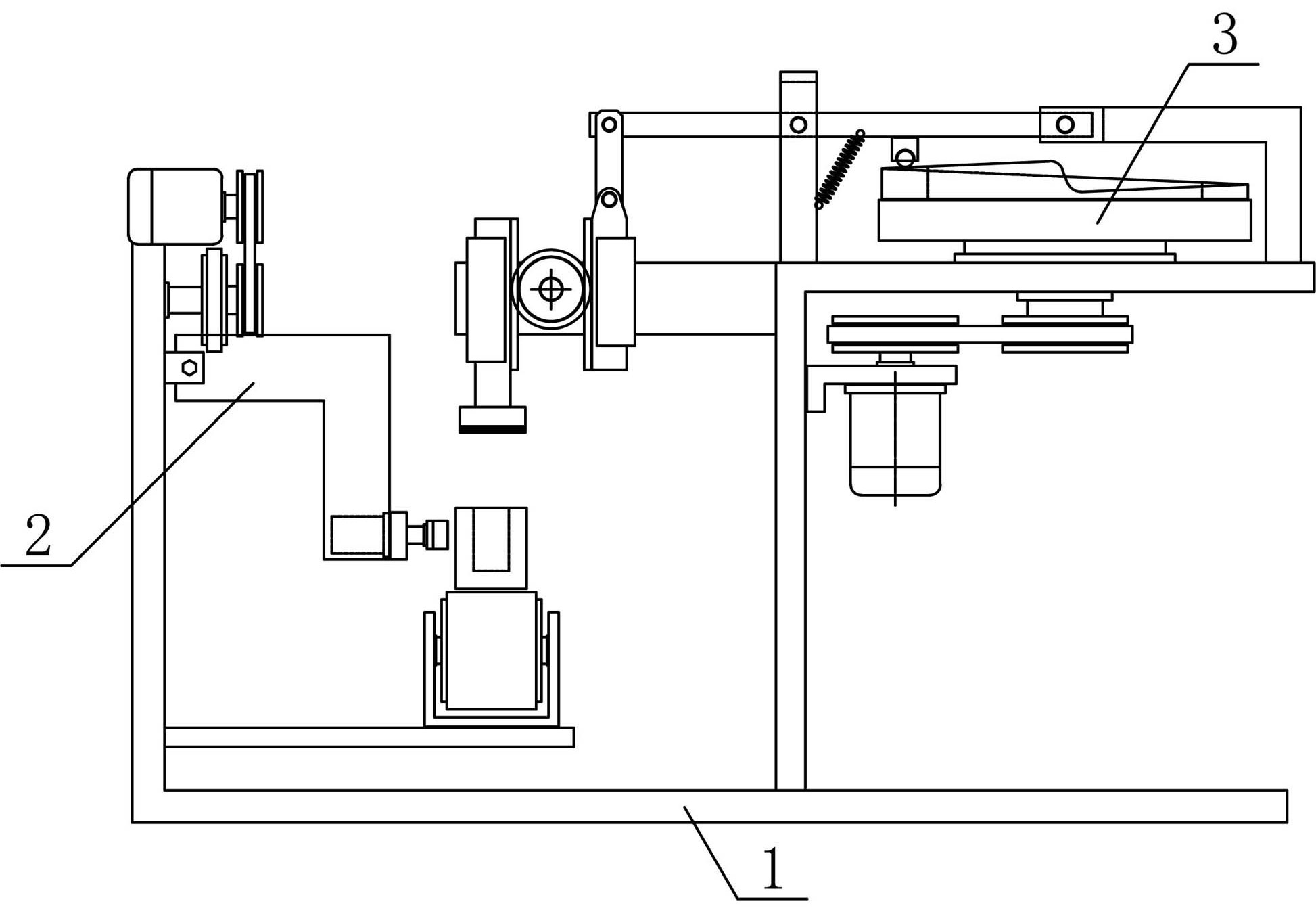
本发明所要解决的技术问题是克服现有技术中所存在的上述不足,而提供一种结 构设计合理,可以将工件便捷准确的移送至所需的压装工位,并能够将工件平稳高效的进 行压装加工,自动化程度高,满足加工使用需要的用于工件加工的连续组装设备。 为了解决上述技术问题,本发明所采用的技术方案是:一种用于工件加工的连续 组装设备,其特征在于:所述用于工件加工的连续组装设备包括工件加工支架、工件移送机 构和工件压装机构,所述工件移送机构和工件压装机构沿水平方向依次设置于工件加工支 架上侧,所述工件移送机构包括移料链条、移料电机、第一传送带、第二传送带和放料承板, 所述工件加工支架下方两侧分别水平固定设置有第一固定承板和第二固定承板,第一固定 承板和第二固定承板从下至上依次水平设置,所述第一固定承板上侧水平固定设置有第一 传送支架,第一传送支架端部竖直转动连接有第一传送辊,第一传送带水平设置于第一传 送支架上侧,第一传送带卷绕连接于第一传送辊,所述第二固定承板上侧水平固定设置有 4 CN 111571162 A 说 明 书 2/8 页 第二传送支架,第二传送支架端部竖直转动连接有第二传送辊,第二传送带水平设置于第 二传送支架上侧,第二传送带卷绕连接于第二传送辊,所述工件加工支架上方两侧分别竖 直转动连接有移料链轮,所述移料链条水平设置于工件加工支架上方一侧,移料链条两侧 分别卷绕连接于工件加工支架两侧的移料链轮,所述移料电机水平固定设置于工件加工支 架上方一侧,移料电机输出端竖直设置有主皮带轮,工件加工支架一侧的移料链轮上竖直 同轴设置有辅皮带轮,主皮带轮和辅皮带轮之间采用移料皮带传动连接,所述移料链条下 方一侧的工件加工支架上水平固定设置有第一移料导杆,移料链条上方另一侧的工件加工 支架上水平固定设置有第二移料导杆,所述第一移料导杆上沿水平方向滑动设置有第一移 料板,移料链条下侧两端分别与第一移料板两侧固定连接,第一移料板下端水平固定设置 有第一连接板,第一连接板一侧水平固定设置有第一气缸,第一气缸与第一传送带相互垂 直,第一气缸输出端水平固定设置有第一吸附连板,所述第二移料导杆上沿水平方向滑动 设置有第二移料板,移料链条上侧两端分别与第二移料板两侧固定连接,第二移料板下端 水平固定设置有第二连接板,第二连接板一侧水平转动连接有翻转转轴,翻转转轴端部水 平固定设置有翻转支架,翻转支架内水平固定设置有第二气缸,第二气缸与第二传送带相 互垂直,第二气缸输出端水平固定设置有第二吸附连板,所述翻转转轴上竖直固定设置有 翻转齿轮,翻转齿轮一侧的工件加工支架上水平固定设置有齿板支架,齿板支架端部水平 固定设置有翻转齿板,翻转齿板与移料链条相互平行,所述第一传送带和第二传送带之间 的工件加工支架上水平固定设置有承板底座,承板底座上水平固定设置有缓冲底板,所述 放料承板水平固定设置于缓冲底板上侧,放料承板水平设置于第一传送带和第二传送带之 间,放料承板上侧表面与第一传送带上侧表面处于同一水平位置,所述工件压装机构包括 压装支架、转动电机、转动圆盘、环状导板、压杆支架、转动压杆、升降连杆、升降齿条、压装 齿轮和压装齿条,所述压装支架水平固定设置于工件加工支架上方一侧,所述转动圆盘水 平转动连接于压装支架上侧,转动圆盘下侧中部竖直同轴设置有压装转轴,压装转轴下侧 端部水平固定设置有压装辅带轮,所述压装支架下方一侧水平固定设置有电机支架,转动 电机竖直向上固定设置于电机支架下侧,转动电机输出端水平设置有压装主带轮,所述压 装主带轮和压装辅带轮之间采用压装皮带传动连接,所述转动圆盘上方外侧水平固定设置 有环状导板,环状导板上侧表面均匀设置有导杆提升斜面,导杆提升斜面低端和导杆提升 斜面高端的连接处设置有阶梯状结构的导杆下落斜面,所述导杆下落斜面和导杆提升斜面 的连接转角处均采用圆弧面过渡连接,所述转动圆盘一侧的压装支架上水平固定设置有压 杆支架,转动压杆设置于转动圆盘上侧,转动压杆端部铰连接于压杆支架上侧端部,所述压 杆支架和转动压杆均沿转动圆盘的径向依次设置,所述压装支架一侧水平固定设置有齿轮 支架,压装齿轮竖直转动连接于齿轮支架一侧,压装齿轮两侧分别竖直固定设置有前齿条 支架和后齿条支架,所述升降齿条沿竖直方向滑动设置于前齿条支架,压装齿条沿竖直方 向滑动设置于后齿条支架,压装齿轮两侧分别与升降齿条和压装齿条啮合连接,所述转动 压杆与升降齿条之间设置有升降连杆,升降连杆上下两端分别铰连接于转动压杆端部和升 降齿条上端,所述压装齿条下端水平固定设置有升降压板,所述转动压杆下方中部固定设 置有滚珠底座,滚珠底座下侧滚动设置有承杆滚珠,承杆滚珠设置于环状导板上侧,所述转 动圆盘一侧的压装支架上竖直固定设置有与转动压杆宽度相适配的限位支架,转动压杆设 置于限位支架内,所述转动压杆与限位支架之间倾斜设置有压装拉簧;所述工件加工支架 5 CN 111571162 A 说 明 书 3/8 页 两侧的第一移料导杆和第二移料导杆均为正多边形结构的长杆;所述第一吸附连板一侧设 置有弧形结构的第一卡槽,第一卡槽内设置有第一电磁铁,所述第二吸附连板一侧设置有 弧形结构的第二卡槽,第二卡槽内设置有第二电磁铁;所述限位支架内的转动压杆两侧分 别对称滚动设置有限位滚珠。 进一步地,所述缓冲底板上侧水平设置有缓冲橡胶层,缓冲橡胶层设置在放料承 板与缓冲底板之间。 进一步地,所述压装齿条下端的升降压板下侧水平固定设置有压装橡胶层。 本发明与现有技术相比,具有以下优点和效果:本发明结构设计合理,通过工件移 送机构和工件压装机构沿水平方向依次设置于工件加工支架上侧,利用工件移送机构使能 将工件便捷准确的移送至所需的压装工位,利用工件压装机构使能将移送至压装工位的工 件平稳高效的进行压装加工,实现工件自动组装,通过第一固定承板和第二固定承板从下 至上依次水平设置,第一传送带水平设置于第一传送支架上侧,第二传送带水平设置于第 二传送支架上侧,利用第一传送带和第二传送带同步相向进行传送,使能将需要组装加工 的两个工件沿水平方向同步相向进行传送,通过移料链条两侧分别卷绕连接于工件加工支 架两侧的移料链轮,移料电机输出端的主皮带轮和移料链轮上竖直同轴设置的辅皮带轮之 间采用移料皮带传动连接,利用移料电机连续往复带动移料链轮进行转动,使得移料链条 能够连续往复进行转动传送,通过第一移料导杆上沿水平方向滑动设置有第一移料板,移 料链条下侧两端分别与第一移料板两侧固定连接,第二移料导杆上沿水平方向滑动设置有 第二移料板,移料链条上侧两端分别与第二移料板两侧固定连接,第一移料板和第二移料 板能够在移料链条的带动下同步相向进行平移运动,利用工件加工支架两侧的第一移料导 杆和第二移料导杆均为正多边形结构的长杆,实现第一移料板和第二移料板平稳顺畅的往 复平移运动,通过第一移料板下端水平固定设置有第一连接板,第一连接板一侧的第一气 缸输出端水平固定设置有第一吸附连板,第二移料板下端水平固定设置有第二连接板,第 二连接板一侧的翻转转轴端部水平固定设置有翻转支架,翻转支架内的第二气缸输出端水 平固定设置有第二吸附连板,利用第一气缸水平推动第一吸附连板,使能利用第一吸附连 板将第一传送带上的工件吸附固定,利用第二气缸水平推动第二吸附连板,使能利用第二 吸附连板将第二传送带上的工件吸附固定,利用第一移料板和第二移料板的同步相向进行 平移运动,使得第一传送带上的工件和第二传送带上的工件能够同步相向的移送至放料承 板上侧,利用第一吸附连板一侧设置有弧形结构的第一卡槽,第一卡槽内设置有第一电磁 铁,第二吸附连板一侧设置有弧形结构的第二卡槽,第二卡槽内设置有第二电磁铁,确保第 一传送带和第二传送带上的工件能够分别被高效平稳的吸附固定进行平移运动,利用翻转 转轴上竖直固定设置有翻转齿轮,工件加工支架的齿板支架端部水平固定设置有翻转齿 板,翻转齿板与移料链条相互平行,使得第二移料板在带动翻转支架进行平移的过程中,翻 转齿轮能够在翻转齿板的带动下进行转动,实现第二气缸所吸附固定工件的平稳翻转,使 得两个工件能够准确的调整至所需的压装工位进行高效压装加工,通过第一传送带和第二 传送带之间的工件加工支架上水平固定设置有承板底座,承板底座上水平固定设置有缓冲 底板,放料承板水平固定设置于缓冲底板上侧,使能利用放料承板对工件进行支承固定,实 现工件高效平稳的压装加工,利用缓冲底板上侧水平设置有缓冲橡胶层,使能对工件在压 装加工过程中高效进行缓冲,实现工件平稳有序的压装加工,通过转动圆盘水平转动连接 6 CN 111571162 A 说 明 书 4/8 页 于压装支架上侧,转动圆盘下侧中部竖直同轴设置有压装转轴,转动电机输出端的压装主 带轮和压装转轴下侧端部的压装辅带轮之间采用压装皮带传动连接,使得转动圆盘能够在 转动电机的带动下连续平稳的转动,利用转动圆盘上方外侧水平固定设置有环状导板,转 动圆盘在转动过程中能够带动环状导板同步进行转动,通过转动圆盘一侧的压装支架上水 平固定设置有压杆支架,转动压杆端部铰连接于压杆支架上侧端部,转动压杆下方中部的 滚珠底座上滚动设置有承杆滚珠,承杆滚珠设置于环状导板上侧,转动圆盘一侧的压装支 架上竖直固定设置有与转动压杆宽度相适配的限位支架,转动压杆与限位支架之间倾斜设 置有压装拉簧,利用压装拉簧沿倾斜方向向下拉动转动压杆,使得转动压杆下方的承杆滚 珠能够紧密的压紧于环状导板表面,承杆滚珠能够在环状导板的转动过程中沿着环状导板 表面顺畅的进行滚动,通过环状导板上侧表面均匀设置有导杆提升斜面,导杆提升斜面低 端和导杆提升斜面高端的连接处设置有阶梯状结构的导杆下落斜面,导杆下落斜面和导杆 提升斜面的连接转角处均采用圆弧面过渡连接,使得环状导板在转动过程中能够利用导杆 提升斜面和导杆下落斜面带动转动压杆往复进行摆动,并能实现转动压杆端部缓慢摆动提 升和快速摆动下落,利用转动压杆设置于限位支架内,使能实现转动压杆平稳准确的往复 摆动,避免转动压杆在摆动过程中产生偏移歪斜,利用限位支架内的转动压杆两侧分别对 称滚动设置有限位滚珠,使得转动压杆在往复摆动过程中能够利用限位滚珠沿着限位支架 内侧高效顺畅的往复摆动,实现转动压杆高效平稳的连续摆动,通过压装齿轮竖直转动连 接于齿轮支架一侧,压装齿轮两侧分别竖直固定设置有前齿条支架和后齿条支架,升降齿 条沿竖直方向滑动设置于前齿条支架,压装齿条沿竖直方向滑动设置于后齿条支架,转动 压杆与升降齿条之间设置有升降连杆,利用转动圆盘带动转动压杆沿竖直方向往复进行摆 动,转动压杆能够利用升降连杆带动升降齿条进行升降运动,利用压装齿轮两侧分别与升 降齿条和压装齿条啮合连接,使得压装齿条能够与升降齿条同步相向进行升降运动,利用 转动压杆端部在导杆提升斜面和导杆下落斜面的作用下能够实现缓慢摆动提升和快速摆 动下落,使得压装齿条能够实现缓慢下落和快速提升,利用压装齿条下端水平固定设置有 升降压板,当升降压板在压装齿条的带动下缓慢下落的过程中,能够平缓均匀的将工件进 行压装加工,避免工件在压装加工过程中产生歪斜误差,提高工件压装加工的质量,当升降 压板在压装齿条的带动下快速提升的过程中,使得升降压板能够快速高效的与工件表面脱 离,使得压装加工完成的工件能够快速取离,并能继续为下一工件的压装加工做好准备,实 现工件的连续高效压装加工,利用压装齿条下端的升降压板下侧水平固定设置有压装橡胶 层,确保升降压板能够平稳的将工件进行压装加工,通过这样的结构,本发明结构设计合 理,可以将工件便捷准确的移送至所需的压装工位,并能够将工件平稳高效的进行压装加 工,自动化程度高,满足加工使用的需要。 附图说明 图1是本发明一种用于工件加工的连续组装设备的主视结构示意图。 图2是本发明一种用于工件加工的连续组装设备的俯视结构示意图。 图3是本发明的工件移送机构的右视结构示意图。 图4是本发明的工件移送机构的俯视结构示意图。 图5是本发明的工件压装机构的主视结构示意图。 7 CN 111571162 A 说 明 书 5/8 页 图6是本发明的工件压装机构的俯视结构示意图。 图中:1.工件加工支架,2.工件移送机构,3.工件压装机构,4.移料链条,5.移料电 机,6.第一传送带,7.第二传送带,8.放料承板,9.第一固定承板,10.第二固定承板,11.第 一传送支架,12.第一传送辊,13.第二传送支架,14.第二传送辊,15.移料链轮,16.主皮带 轮,17.辅皮带轮,18.移料皮带,19.第一移料导杆,20.第二移料导杆,21.第一移料板,22. 第一连接板,23.第一气缸,24.第一吸附连板,25.第二移料板,26.第二连接板,27.翻转转 轴,28.翻转支架,29.第二气缸,30.第二吸附连板,31.翻转齿轮,32.齿板支架,33.翻转齿 板,34.承板底座,35.缓冲底板,36.压装支架,37.转动电机,38.转动圆盘,39.环状导板, 40.压杆支架,41.转动压杆,42.升降连杆,43.升降齿条,44.压装齿轮,45.压装齿条,46.压 装转轴,47.压装辅带轮,48.电机支架,49.压装主带轮,50.压装皮带,51.导杆提升斜面, 52.导杆下落斜面,53.齿轮支架,54.前齿条支架,55.后齿条支架,56.升降压板,57.滚珠底 座,58.承杆滚珠,59.限位支架,60.压装拉簧,61.第一卡槽,62.第一电磁铁,63.第二卡槽, 64.第二电磁铁,65.缓冲橡胶层,66.限位滚珠,67.压装橡胶层。











