
技术摘要:
本发明公开了一种提高含砷含硫金矿石堆浸工艺浸出率的方法,其特征在于:在矿石堆下设置导气管,使用气体装置通过导气管对矿石进行输送气体。本发明方法简单、投资小、成本低,提高浸出率明显。
背景技术:
在黄金堆浸生产中,矿石含砷、含硫会严重影响氰化浸出率,同时增加石灰和氰化 钠消耗。因此矿石含砷、含硫堆浸的浸出率很低,一般在40%以下。堆浸矿石大多是低品位 金矿石,这就造成很多含硫含砷低品位金矿石堆浸没有经济性。
技术实现要素:
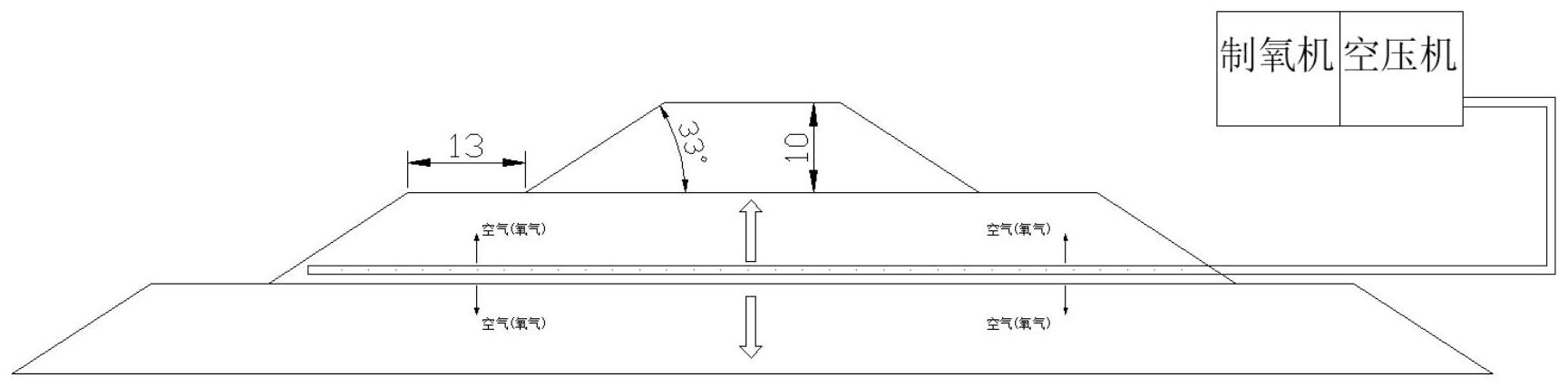
为克服现有技术的不足,本发明公开了一种简单有效、成本极低的提高含砷含硫 金矿石堆浸工艺浸出率的方法,可以提高含硫含砷低品位金矿石堆浸浸出率。 为实现上述目的,本发明的技术方案是: 一种提高含砷含硫金矿石堆浸工艺浸出率的方法,将药剂拌入矿石中,在矿石堆 下设置导气管,使用气体装置通过导气管对矿石进行输送气体。 进一步的,所述的气体装置包括空压机、和/或制氧机。 进一步的,所述的气体包括空气、和/或氧气;所述的气体是经过加热的气体,从空 压机出来的气温约为60-90℃,优选为70-80℃。 进一步的,所述的空压机为无冷却装置的空压机、和/或无油空压机。 进一步的,所述的输送气体变频率式充气;所述的矿石还需进行破碎处理;还需要 加入氧化剂。 进一步的,矿石破碎至P(80)≤5mm,优选为4.5mm;将氧化剂溶于水,喷雾进入导气 管。 所述的药剂包括氰化钠、石灰、漂白粉。 进一步的,所述的药剂为在滴淋液中配置氰化钠,浓度配置成2-8/万质量百分比 浓度;在矿石中添加石灰和次氯酸钙,石灰添加量3-8kg/t、次氯酸钙添加量120-180g/t。 还可以为,所述的药剂为在滴淋液中配置氰化钠,浓度配置成4-7/万质量百分比 浓度;在矿石中添加石灰和次氯酸钙,石灰添加量4-7kg/t、次氯酸钙添加量130-160g/t。。 优选的,所述的药剂为在滴淋液中配置氰化钠,浓度配置成5/万质量百分比浓度; 在上堆矿石中添加石灰和次氯酸钙,石灰添加量5kg/t、次氯酸钙添加量150g/t。可通过碎 矿产品皮带将石灰和次氯酸钙均匀加到矿石中。 通过充气(充空气或充氧气)使堆浸矿石中的硫合砷氧化分解,从而提高浸出率。 同时,氰化浸金的反应需要氧气参与,充气也使氰化浸金反应有充足的氧气,并加快反应速 度。 所述的气体包括空气、和/或氧气。 在堆浸底层或者中间层埋设充气管,或者利用底层留下的滴淋管,作为充气管,通 3 CN 111593208 A 说 明 书 2/10 页 过空压机或者空压机 制氧机向矿堆充空气或者氧气。 所述的气体是经过加热的气体,温度为60-90℃,优选为70-80℃。由于充热气利于 矿石氧化,除硫除砷,因此空压机去掉冷却装置,由于油对氰化浸出不利,因此要选用无油 空压机,由于充氧气更利于矿石氧化,因此制氧机加在装在空压机的后面。 所述的空压机为无油空压机。 所述的输送气体变频率式充气。 通过充气(充空气或充氧气)使堆浸矿石中的硫合砷氧化分解,从而提高浸出率。 同时,氰化浸金的反应需要氧气参与,充气也使氰化浸金反应有充足的氧气,并加快反应速 度。由于氧化除去了硫和砷,石灰和氰化钠消耗会大大降低。 在堆浸底层或者中间层埋设充气管,或者利用底层留下的滴淋管,作为充气管,通 过空压机或者空压机 制氧机向矿堆充空气或者氧气。 充热气利于矿石氧化,除硫除砷,也可以在充气管道中混入一些针对性氧化剂,把 氧化剂溶于水,喷雾进入充气管,加快矿石氧化。 在充气基础上,也可实施变频率式充气(增加和改变矿堆气路和水路),使滴淋水 路更多变均匀,同时代替高成本的“翻堆作业”。 本发明方法简单、投资小、成本低,提高浸出率明显。具有以下优点: (1)方法简单实用,经济环保,可以代替复杂成本高昂的细菌氧化。 (2)投资小,堆场埋设的管道可以利用旧的滴淋管代替,空压机是成熟设备,充其 量在30-50方/min.万吨矿石。 (3)成本低,仅有空压机充气的电费。 (4)提高浸出率明显,试验和工业实践证明,浸出率可以提高5--10%。 (5)可以代替多种氧化剂。 (6)可代替高成本的“翻堆作业” 附图说明 图1、一种提高含砷含硫金矿石堆浸工艺浸出率的方法示意图; 图2、各粒级累计产率曲线; 图3、1#柱累计浸出率浸出率曲线; 图4、2#柱累计浸出率浸出率曲线; 图5、氰化钠累计消耗曲线; 图6、1#、2#柱液计浸出率曲线; 图7、1#、2#柱粒级浸出率曲线; 图8、3#柱累计浸出率浸出率曲线; 图9、4#柱累计浸出率浸出率曲线; 图10、氰化钠累计消耗曲线; 图11、3#、4#柱液计浸出率曲线; 图12、3#、4#柱粒级浸出率曲线。 4 CN 111593208 A 说 明 书 3/10 页











