
技术摘要:
本发明公开了一种加工筒体内壁的拉削装置和方法,包括轴端支撑组件,包括第一轴端支撑组件和第二轴端支撑组件,用于将筒体限定于第一轴端支撑组件和第二轴端支撑组件之间;切削组件,包括刀座和刀具,所述刀具与所述刀座连接,所述刀座上设有多个导向孔;多个导向柱, 全部
背景技术:
在核电产品领域,某些直流蒸发器管束外套筒需要在内壁上加工多个均匀分布的 贯通槽,由于是在薄壁管状零件上加工,加工长度较长,且需要加工的贯通槽必须以外圆为 基准进行加工。 原实现的方案是采用在内壁上铺设加工轨道使用小型立铣头在加工贯通槽的方 法,具体方法是:先在工件内壁上划出需要加工的贯通槽的位置线,按照位置线铺设加工轨 道,使用小型立铣头的立铣刀对准划线位置,驱动小型立铣头的移动电机,使小型立铣头在 加工轨道上移动,同时铣刀加工内壁的贯通槽,该方法的特点是适用范围广,操作方便,但 是,该方法加工效率不高,加工质量也不高。 现有技术的缺点: 由于原方案采用在内壁上铺设加工轨道的方法,使用小型立铣头在对贯通槽进行 加工的方法,存在以下缺点: a)加工效率不高。由于使用小型立铣头对内壁贯通槽进行加工,铣刀的背吃刀量 不能太大,立铣头移动速度也不能太快,否则,切削力将使立铣头的位置发生变化,从而影 响加工质量;每一个贯通槽需要小的背吃刀量,多次反复进行加工,其加工时间较长; b)加工质量也不高。使用立铣刀对贯通槽进行加工,由于待加工的贯通槽较长(~ 5500mm),且加工材质为不锈钢,属于难加工材料,刀具在加工过程中,容易磨损,使得加工 的贯通槽尺寸公差和形位公差难以满足技术要求,特别是表面粗糙度很难达到,最后只有 通过多次修复,使其达到技术要求。 c)产品的技术要求中,需要以外圆作为加工内壁贯通槽的基准,原方法使用在内 壁上搭建轨道方法,无法达到技术要求,为了满足其要求,需要以外圆为基准,对内壁进行 一次加工,使得内外径同心,才能使用内圆为基准进行贯通槽加工,无形中提高了加工成 本。
技术实现要素:
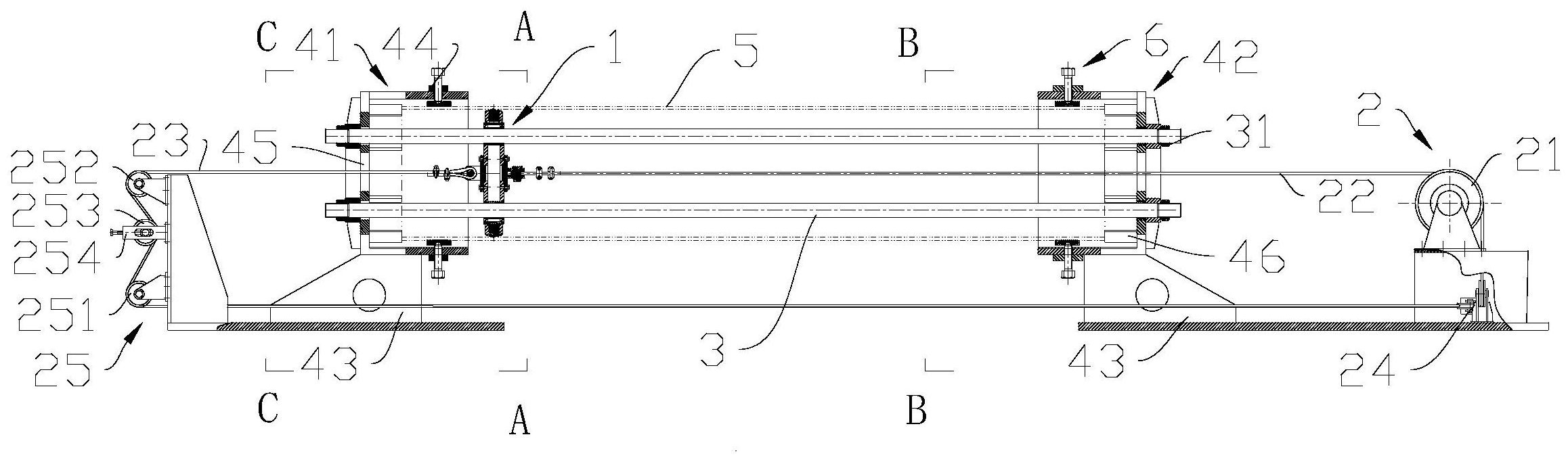
本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种加工筒体 内壁的拉削装置和方法,其提高了加工效率;提高了产品的加工质量,满足了产品的技术要 求。 本发明解决其技术问题所采用的技术方案是: 第一方面,一种加工筒体内壁的拉削装置,包括 轴端支撑组件,包括第一轴端支撑组件和第二轴端支撑组件,用于将筒体限定于 第一轴端支撑组件和第二轴端支撑组件之间; 切削组件,包括刀座和刀具,所述刀具与所述刀座连接,所述刀座上设有多个导向 4 CN 111590134 A 说 明 书 2/6 页 孔; 多个导向柱,多个所述导向柱平行,所述导向柱穿过所述导向孔,多个所述导向柱 连接于所述第一轴端支撑组件和第二轴端支撑组件之间; 驱动机构,驱动所述切削组件沿所述导向柱运动,以通过所述刀具加工筒体的内 壁。 结合第一方面,在第一方面的某些实现方式中,所述第一轴端支撑组件和所述第 二轴端支撑组件均包括 支撑套,用于套接在筒体端部,所述支撑套沿周向设有多个定心组件; 端盖,与所述支撑套连接,所述端盖上开设导向柱过孔,所述导向柱穿过所述导向 柱过孔,并通过紧固件锁紧。 结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述定心组件包 括 压紧螺母,与所述支撑套固定连接; 压紧螺栓,与所述压紧螺母配合并沿径向伸入所述支撑套内部; 压紧块,设在所述压紧螺栓和筒体之间。 结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述支撑套和/或 端盖上设有刀具拆装孔。 结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第一轴端支 撑组件和第二轴端支撑组件上设有牵引件过孔,所述驱动机构包括: 卷扬机,所述卷扬机引出牵引件,所述牵引件穿过所述牵引件过孔与所述切削组 件连接。 结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述卷扬机包括 双筒卷扬机,所述牵引件包括第一牵引件和第二牵引件,所述第一牵引件穿过第二轴端支 撑组件的牵引件过孔与所述切削组件连接,所述第二牵引件绕过转向滑轮组、张紧滑轮组 后穿过第一轴端支撑组件的牵引件过孔与所述切削组件连接。 结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述张紧滑轮组 包括第一定滑轮、第二定滑轮、张紧滑轮和张紧机构,所述张紧滑轮位于所述第一定滑轮和 第二定滑轮之间,所述第二牵引件依次绕过第一定滑轮、张紧滑轮和第二定滑轮,所述张紧 机构调节张紧滑轮的位置以张紧所述第二牵引件。 第二方面,一种加工筒体内壁的拉削方法,采用第一方面任一实现方式所述的加 工筒体内壁的拉削装置,包括以下步骤: S10.将筒体安装到所述第一轴端支撑组件和第二轴端支撑组件之间,所述导向柱 沿筒体的轴向穿置于所述筒体内,所述切削组件位于所述筒体内部并位于靠近所述第一轴 端支撑组件的一端; S20.调节所述刀具的进给量; S30.驱动所述切削组件沿所述导向柱运动至所述筒体靠近所述第二轴端支撑组 件的一端,刀具随着刀座的移动不断切削筒体的内壁; S40.切削组件复位; S50.重复步骤S20~S40,直至加工完成。 5 CN 111590134 A 说 明 书 3/6 页 结合第二方面,在第二方面的某些实现方式中,采用第一方面一些实现方式所述 的加工筒体内壁的拉削装置,步骤S10中,调节定心组件,使筒体的中心线与所述支撑套的 中心线重合。 结合第二方面,在第二方面的某些实现方式中,采用第一方面一些实现方式所述 的加工筒体内壁的拉削装置,采用权利要求6或7所述的加工筒体内壁的拉削装置,步骤S30 中,启动卷扬机,通过第一牵引件驱动所述切削组件沿所述导向柱运动至所述筒体靠近所 述第二轴端支撑组件的一端;步骤S40中,取下所述刀具,启动卷扬机,通过第二牵引件驱动 所述切削组件沿所述导向柱运动至所述筒体靠近所述第一轴端支撑组件的一端,安装所述 刀具。 上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:多个导向柱 彼此平行共同限定了切削组件的切削路径,保证刀具能够按照设定的进给量进行切削,加 工质量更高,满足了产品的技术要求。同时,通过导向柱两端将筒体和轴端支撑组件压紧在 一起,不仅提高了筒体的刚性,也便于拉削加工其内壁,进给量更大,可以快速反复加工,大 大提高了加工效率。 本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变 得明显,或通过本发明的实践了解到。 附图说明 本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得 明显和容易理解,其中: 图1是本发明一个实施例结构示意图; 图2是图1中A-A处截面图; 图3是图1中B-B处截面图; 图4是图1中C-C处截面图。











