
技术摘要:
本发明提供了一种全自动胶管套圈机,包括上料装置和安装在上料装置一侧的套管装置,套管装置包括进料机构、定位机构和精冲机构,其中定位机构包括定位座,定位座的左右两侧及下方均安装有定位气缸,定位座的前方设置有与管件契合的夹口,进料机构设置在定位座的正上方 全部
背景技术:
O型圈应用广泛,目前各行业内对于O型圈的套装工作方式参差不齐。有使用手工 套的,有使用半自动装置套的,有使用简易工装棒辅助套的,少数有使用自动套圈机的。手 工套圈及使用简易装置无疑会占用大量人工,且效率低;半自动装置能减轻一点点人工套 圈的劳动强度,但仍需占用大量人工,效率仍偏低。 公开号为CN209720053U的中国专利公开了一种多功能自动套圈机,具体涉及套圈 机领域,包括机箱,所述机箱一侧设有产品集存输送装置,所述机箱内部设有步进输送装 置、送圈装置、自动套圈器、扶正装置和下料机构,所述扶正装置设置于步进输送装置后侧, 所述自动套圈器设置于扶正装置上方,所述送圈装置设置于自动套圈器和扶正装置之间。 该多功能自动套圈机利用步进输送装置、送圈装置、自动套圈器、扶正装置和下料机构相配 合自动输送定位待加工产品和O型圈,自动套圈器能够拾取撑开O型圈并自动定位套在待加 工产品上,整个装置结构紧凑,能够实现自动套圈工作,无需人工套圈,大大提高了产品加 工效率。但是该自动套圈机结构复杂,套圈过程中采用一步冲压到位,仍然存在套圈精度和 质量不高的缺陷。
技术实现要素:
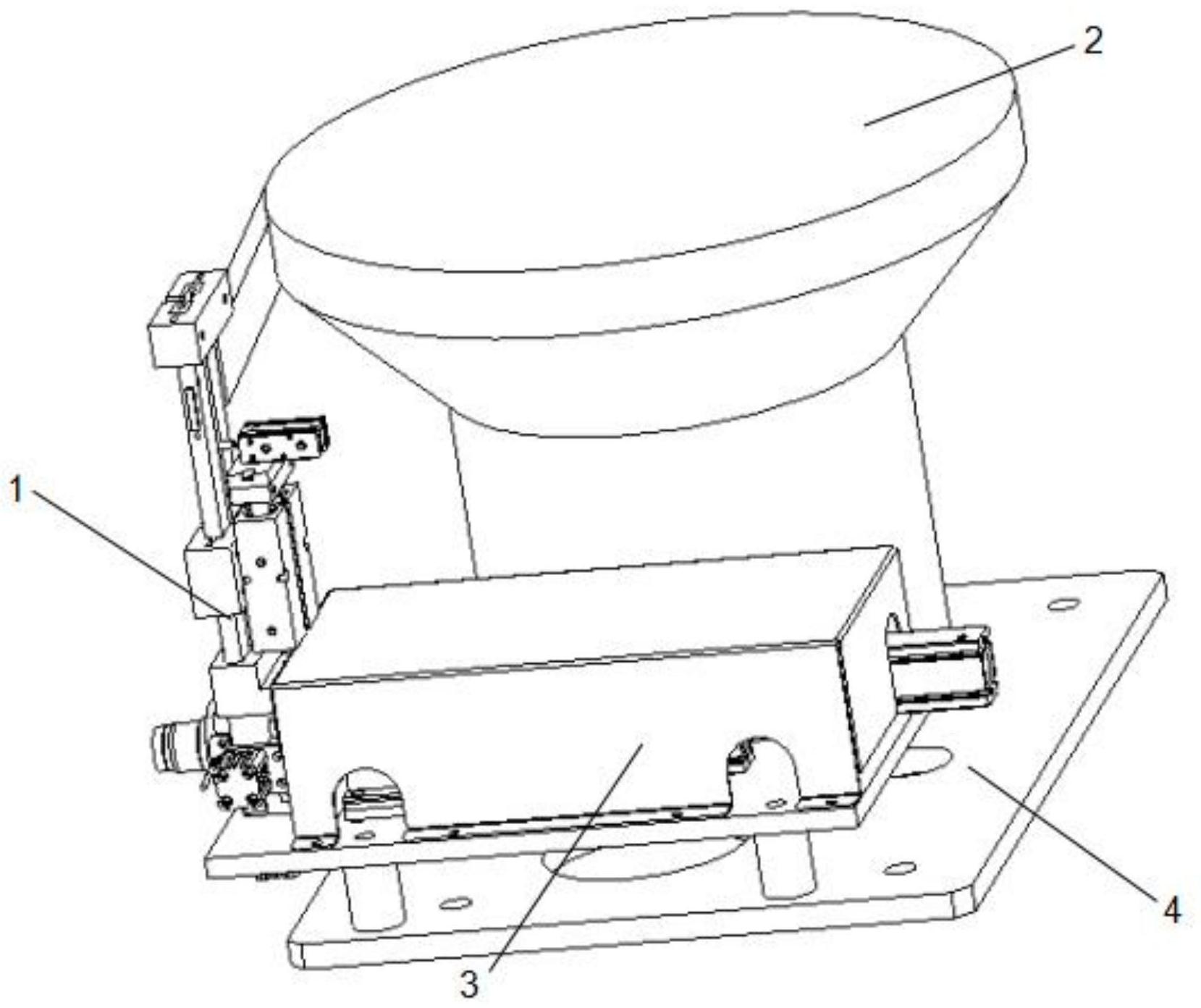
针对现有技术的不足,本发明提出了一种全自动胶管套圈机,可以实现胶圈的自 动上料、精准定位和三工位精确冲压,套圈精度及质量高。 为实现上述技术方案,本发明提供了一种全自动胶管套圈机,包括上料装置和安 装在上料装置一侧的套管装置,所述套管装置包括进料机构、定位机构和精冲机构,其中定 位机构包括定位座,所述定位座的左右两侧及下方均安装有定位气缸,定位座的前方设置 有与管件契合的夹口,进料机构设置在定位座的正上方,所述进料机构包括进料通道管,所 述进料通道管的顶部侧端上设置有胶圈进料口,进料通道管的底部通过底座固定在定位座 上,所述底座与定位座之间设置有相连通的进料通道,所述进料通道管后端位于胶圈进料 口的下方设置有挡料气缸,所述挡料气缸的下方设置有推料气缸,精冲机构安装在定位座 的正后方,所述精冲机构包括并行安装在定位座后方的导轨,第一滑座和第二滑座分别并 行安装在导轨上,第一滑座推动气缸安装在第一滑座后方且与第一滑座连接,第二滑座推 动气缸安装在第二滑座后方且与第二滑座连接,冲压推动座安装在第二滑座上,冲压座推 动气缸安装在冲压推动座的后方且与冲压推动座连接,冲压气缸通过连接座固定在冲压推 动座上,冲压头安装在冲压气缸的正前方,且冲压头的一端伸入至定位座后端开设的冲压 口内,冲压头与冲压气缸之间通过冲压连杆连接,第一滑座上固定安装有冲块,所述冲块位 于冲压头的正后方。 在上述技术方案中,具体操作时,上料装置将需要进行套圈的胶圈输送至套管装 3 CN 111590304 A 说 明 书 2/4 页 置的进料机构中,进料时挡料气缸向前顶出,胶圈由进料机构的胶圈进料口进入进料通道 管后由挡料气缸拖住,当需要进料时,挡料气缸收缩,胶圈在重力作用下经由进料通道管掉 落至定位座内,然后通过安装在定位座左右两侧及下方的定位气缸实现对胶圈位置的精准 调节,使得胶圈位置与夹放在定位座前侧夹口内的管件位置精准对位,然后第二滑座推动 气缸推动第二滑座向前移动,使得冲压座推动气缸和冲压推动座移动到位,进行第一次冲 压定位,然后冲压座推动气缸推动冲压推动座移动到位,并带动冲压气缸移动到位,实现第 二次冲压定位,然后通过冲压气缸带动冲压连杆推动冲压头向前推动,通过冲压头将定位 好的胶圈推进入管件内,实现第一次冲压,最后通过第一滑座推动气缸推动第一滑座向前 冲压,通过冲块再次推动冲压头实现对胶圈的二次冲压,从而实现胶圈精确且稳定的套圈, 提高套圈精度及质量。 优选的,所述冲压推动座的前方安装有第一到位挡块,第二滑座的正前方安装有 第三到位挡块,第一滑座的正前方安装有第二到位挡块,其中第一到位挡块用于对冲压推 动座移动位置的精确限位,第三到位挡块用于对第二滑座移动位置的精确限位,第二到位 挡块用于对第一滑座移动位置的精确限位,从而确保最后冲压头推送到位。 优选的,所述冲压连杆横向贯穿冲块和第一到位挡块后与冲压头连接,确保冲压 连杆可以稳定直线向前推进。 优选的,所述进料通道管的中部设置有中部安装座,推料气缸竖直向上固定在中 部安装座上,挡料气缸横向固定在推料气缸的伸缩轴上,且挡料气缸的伸缩轴延伸至进料 通道管内位于胶圈进料口的下方,推料气缸用于调整挡料气缸的高度,以便适应不同类型、 大小胶圈的挡料要求,挡料气缸用于胶圈的逐一上料。 优选的,所述定位座一侧安装有正对管件夹口设置的到位感应器,确保管件上料 到位。 优选的,所述上料装置为振盘,所述振盘的出料口通过上料管连接至进料通道管 的顶部侧端上设置的胶圈进料口,通过振盘的振动实现胶圈的逐一上料,然后通过上料管 进入进料通道管内。 优选的,所述精冲机构的外侧安装有保护罩,保护精冲机构工作过程中的安全。 1)本发明提供的一种全自动胶管套圈机的有益效果在于:本全自动胶管套圈机自 动化程度高,结构设计巧妙,可以实现胶圈的自动上料、精准定位和三工位精确冲压,连续 性高,实际操作过程中,上料装置将需要进行套圈的胶圈输送至套管装置的进料机构中,进 料时挡料气缸向前顶出,胶圈由进料机构的胶圈进料口进入进料通道管后由挡料气缸拖 住,当需要进料时,挡料气缸收缩,胶圈在重力作用下经由进料通道管掉落至定位座内,然 后通过安装在定位座左右两侧及下方的定位气缸实现对胶圈位置的精准调节,使得胶圈位 置与夹放在定位座前侧夹口内的管件位置精准对位,然后第二滑座推动气缸推动第二滑座 向前移动,使得冲压座推动气缸和冲压推动座移动到位,进行第一次冲压定位,然后冲压座 推动气缸推动冲压推动座移动到位,并带动冲压气缸移动到位,实现第二次冲压定位,然后 通过冲压气缸带动冲压连杆推动冲压头向前推动,通过冲压头将定位好的胶圈推进入管件 内,实现第一次冲压,最后通过第一滑座推动气缸推动第一滑座向前冲压,通过冲块再次推 动冲压头实现对胶圈的二次冲压,从而实现胶圈精确且稳定的套圈,提高套圈精度及质量。 4 CN 111590304 A 说 明 书 3/4 页 附图说明 图1为本发明的立体结构示意图Ⅰ。 图2为本发明的立体结构示意图Ⅱ。 图3为本发明的立体结构示意图Ⅲ。 图4为本发明中套管装置的立体结构示意图Ⅰ。 图5为本发明中套管装置的立体结构示意图Ⅱ。 图6为本发明中套管装置的俯视图。 图7为本发明中套管装置的部分结构示意图。 图中:1、套管装置;11、进料机构;111、进料通道管;112、胶圈进料口;113、堵头; 114、中部安装座;115、底座;116、推料气缸;117、挡料气缸;12、定位机构;121、定位座;122、 左定位气缸;123、右定位气缸;124、下定位气缸;13、精冲机构;131、导轨;132、第一滑座; 133、第一滑座推动气缸;134、第二滑座;135、冲压座推动气缸;136、第二滑座推动气缸; 137、冲压头;138、冲压气缸;139、冲压推动座;140、连接座;141、第一到位挡块;142、冲压连 杆;143、第二到位挡块;144、第三到位挡块;145、冲块;2、上料装置;21、振盘;22、上料管;3、 保护罩;4、底座;5、管件;6、到位感应器;7、胶圈。











