
技术摘要:
本发明公开了一种极薄规格钛板的稳定生产方法,包括以下步骤:获取钛板,设定钛板的目标厚度;采用带有AGC板厚自动控制系统的精轧机组对钛板进行轧制;当钛板的目标厚度为1.2mm~1.4mm时,则控制AGC板厚自动控制系统的动作限幅为0.50‑0.60mm;当钛板的目标厚度为1.4mm 全部
背景技术:
目前,在生产贵金属纯钛产品时,当生产4.0mm厚度及以上规格产品时,轧制相对 稳定;当轧制3.5mm厚度以下的产品时,尤其是3.0mm左右厚度的极薄规格钛材产品时,轧制 极其不稳定,轧制过程中很容易产生轧烂现象,导致产品质量差,无法实现批量生产。 因此,如何有效实现极薄规格钛材的批量生产,是本领域技术人员目前需要解决 的技术问题。
技术实现要素:
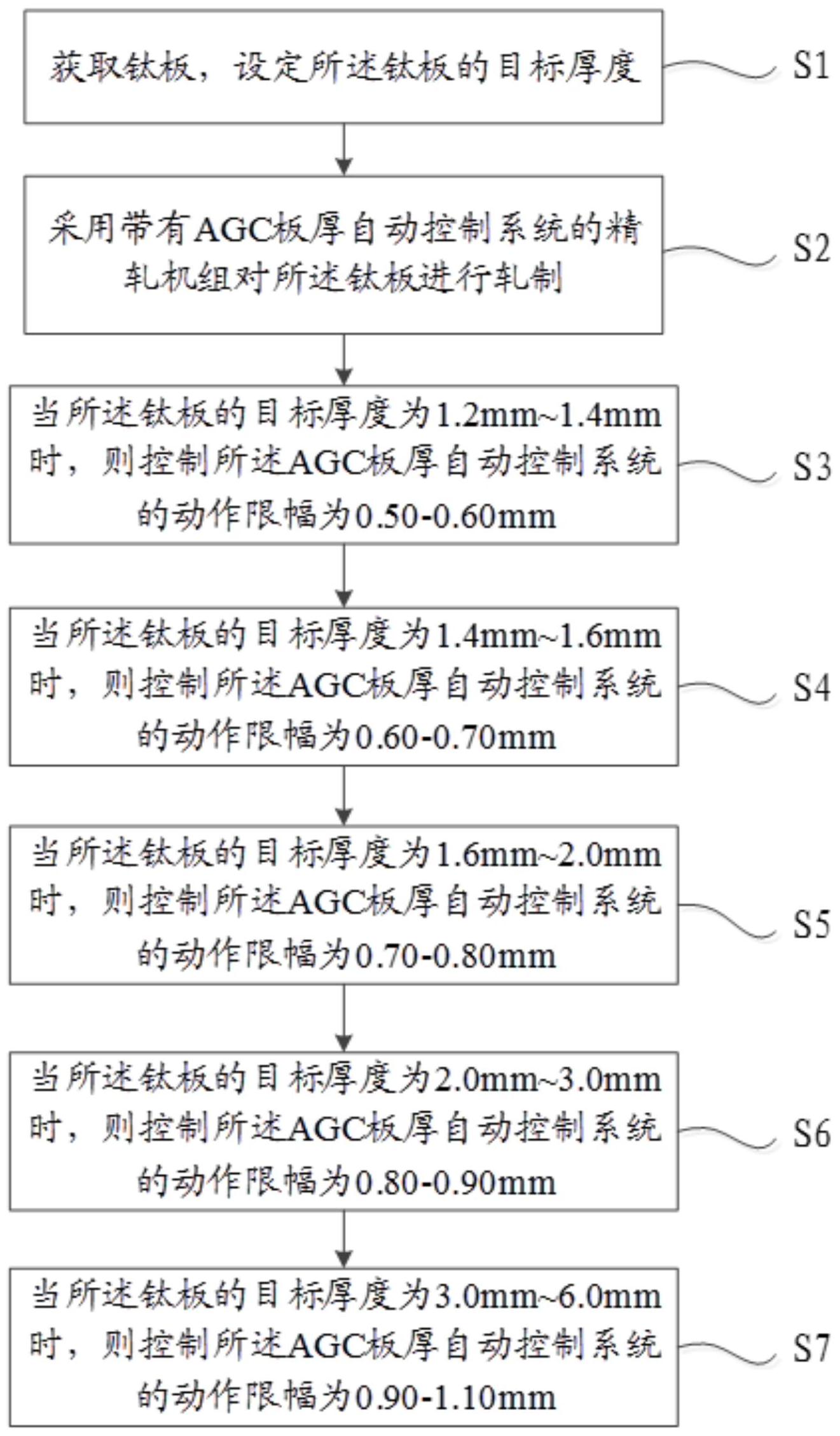
本发明的目的是提供一种极薄规格钛板的稳定生产方法,用于提高产品质量,提 高稳定性,保证生产连续进行。 为实现上述目的,本发明提供如下技术方案: 一种极薄规格钛板的稳定生产方法,包括以下步骤: 获取钛板,设定所述钛板的目标厚度; 采用带有AGC板厚自动控制系统的精轧机组对所述钛板进行轧制; 当所述钛板的目标厚度为1.2mm~1.4mm时,则控制所述AGC板厚自动控制系统的 动作限幅为0.50-0.60mm; 当所述钛板的目标厚度为1.4mm~1.6mm时,则控制所述AGC板厚自动控制系统的 动作限幅为0.60-0.70mm; 当所述钛板的目标厚度为1.6mm~2.0mm时,则控制所述AGC板厚自动控制系统的 动作限幅为0.70-0.80mm; 当所述钛板的目标厚度为2.0mm~3.0mm时,则控制所述AGC板厚自动控制系统的 动作限幅为0.80-0.90mm; 当所述钛板的目标厚度为3.0mm~6.0mm时,则控制所述AGC板厚自动控制系统的 动作限幅为0.90-1.10mm。 优选的,还包括: 当所述钛板的目标厚度>6.0mm时,则控制所述AGC板厚自动控制系统的动作限幅 为1.90-2.10mm。 优选的,当所述钛板的目标厚度>6.0mm时,则控制所述AGC板厚自动控制系统的 动作限幅为2.00mm。 优选的,所述获取钛板之前还包括: 加热所述钛板,至所述钛板的温度为840℃-880℃。 优选的,在步骤采用带有AGC板厚自动控制系统的精轧机组对所述钛板进行轧制 之前,还包括步骤: 3 CN 111570514 A 说 明 书 2/4 页 标定轧机的零位; 获取所述钛板的实际厚度,并根据所述钛板的实际厚度和所述目标厚度确定轧机 初始位置; 所述AGC板厚自动控制系统的动作限幅以所述轧机初始位置为中间位置。 优选的,所述AGC板厚自动控制系统包括七机架轧机机组;还包括步骤: 开启所述七机架轧机机组中的第一轧机、第二轧机和第三轧机; 关闭所述七机架轧机机组中的第四轧机、第五轧机、第六轧机和第七轧机。 本发明所提供的极薄规格钛板的稳定生产方法,包括以下步骤:获取钛板,设定所 述钛板的目标厚度;采用带有AGC板厚自动控制系统的精轧机组对所述钛板进行轧制;当所 述钛板的目标厚度为1.2mm~1 .4mm时,则控制所述AGC板厚自动控制系统的动作限幅为 0.50-0.60mm;当所述钛板的目标厚度为1.4mm~1.6mm时,则控制所述AGC板厚自动控制系 统的动作限幅为0.60-0.70mm;当所述钛板的目标厚度为1.6mm~2.0mm时,则控制所述AGC 板厚自动控制系统的动作限幅为0.70-0.80mm;当所述钛板的目标厚度为2.0mm~3.0mm时, 则控制所述AGC板厚自动控制系统的动作限幅为0.80-0 .90mm;当所述钛板的目标厚度为 3.0mm~6.0mm时,则控制所述AGC板厚自动控制系统的动作限幅为0.90-1.10mm。本发明所 提供的极薄规格钛板的稳定生产方法,通过对所述AGC板厚自动控制系统的动作进行限幅, 在自动调轧辊位置的同时,通过限定其最大调整幅度,可以有效避免在轧制极薄规格钛材 产品时,使轧制出现不稳定轧烂现象,能够确保生产连续顺利进行。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明所提供的极薄规格钛板的稳定生产方法一种











