
技术摘要:
本申请公开了一种固废处理履带智能控制方法,包括:对需要更改控制顺序的控制对象进行编号;将所有控制对象控制顺序的排列组合情况罗列出来;将罗列后的所有控制顺序划分N个模块;按照N个模块,重新将N个模块进行排列组合,将所有模块排列组合的情况罗列出来;当更改控 全部
背景技术:
目前,固废处理履带智能控制方法用于矿山移动破设备上,现有的控制方法,不可 以任意更改设备上的皮带控制顺序,每更换一种皮带控制顺序就要重新编写一次程序,由 于生产的需求,这种皮带控制顺序会被经常性地更换,这样编写程序十分繁琐,错误率高, 并且没有动画显示。 针对以上技术问题,目前本行业中尚没有更好地解决方案。
技术实现要素:
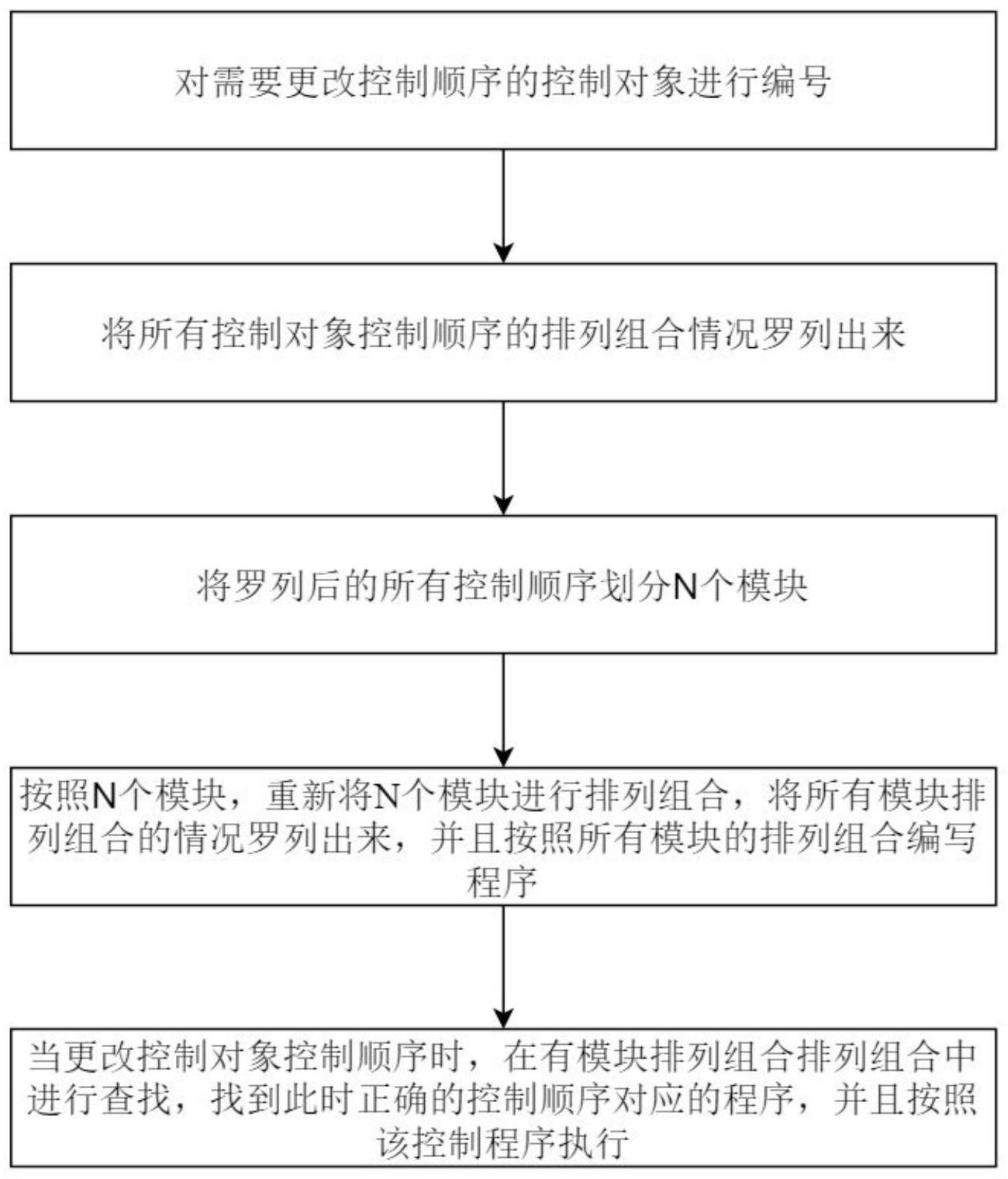
为解决现有技术中的不足,本申请提出一种固废处理履带智能控制方法,解决了 不可以任意更改设备上的皮带控制顺序的问题,本申请可以任意更改设备上的皮带控制顺 序,并根据该控制顺序生成动画演示。 一种固废处理履带智能控制方法,具体流程如下: 步骤S1:对需要更改控制顺序的控制对象进行编号; 步骤S2:将所有控制对象控制顺序的排列组合情况罗列出来; 步骤S3:将罗列后的所有控制顺序划分N个模块; 步骤S4:按照N个模块,重新将N个模块进行排列组合,将所有模块排列组合的情况 罗列出来,并且按照所有模块的排列组合编写程序; 步骤S5:当更改控制对象控制顺序时,在有模块排列组合排列组合中进行查找,找 到此时正确的控制顺序对应的程序,并且按照该控制程序执行。 以上流程,只需要编写一次程序,即可以完成当更改控制对象控制顺序时,对应执 行更改后的控制顺序。 所述控制对象,包括:主机、入料机、预筛机、出料机、回了带、出料带、侧皮带、回转 带、回料带以及筛下带; 所述控制对象,预留M个备用位置,并且预先将备用位置进行编号、模块划分和模 块排列组合,当备用位置被启用时,不用进行任何更改即可参与到更改控制顺序的控制过 程中。 所述编号,在控制程序中的每个控制对象具有唯一编号。 所述固废处理履带智能控制方法,还包括,对于每一个控制对象进行控制时长的 限定,所述控制时长为设备启动时间到设备停止时间的一段时间。 所述控制对象,按照其编号,上传每一部分的动画图像,并合成一个整体动画,按 照设置的控制对象的控制顺序,在控制软件界面中进行演示。 本申请所达到的有益效果: 本申请的方法,大大地减少了编写程序的工作量,对控制对象任意设置一种控制 3 CN 111580417 A 说 明 书 2/3 页 顺序,均可以直接实现该控制顺序,并且能够按照设置的控制对象的控制顺序,在控制软件 界面中进行演示。 附图说明 图1为本申请实施例的一种固废处理履带智能控制方法流程图; 图2为本申请实施例的启动停止顺序程序运行实例; 图3为本申请实施例的主机程序运行实例。











