
技术摘要:
本发明涉及一种具有刺绣效果的数码印刷工艺,包括如下步骤:1)印前文件制作;2)数码印刷及数码印后加工。实现了刺绣效果的跨领域应用,结合刺绣线条堆积感的特点,对线条粗细、线条间距和线纹的疏密进行合理排列,最终通过数码光油喷印方式在印刷好的彩色底图上喷印 全部
背景技术:
数码印刷中不管是采用数码局部光油技术还是数码烫金技术,在精细线条图文效 果的制作方面都略显粗糙,仅能够呈现水滴效果、金属效果,可以让印刷品局部有一定的提 升,但是视觉冲击力不够强,细节方面还不够完美。 刺绣是一种采用针将丝线或其他纤维、纱线以一定图案和色彩在绣料上穿刺,以 绣迹构成花纹的装饰织物的加工工艺,其刺绣效果本来只能在布艺产品上进行应用,通过 绣线的丝线质感和光泽感来表现图文的精美,应用上有一定的限制。 如何在印刷品上实现这种刺绣工艺效果带来丝线质感和光泽感是本技术领域亟 待解决的问题。
技术实现要素:
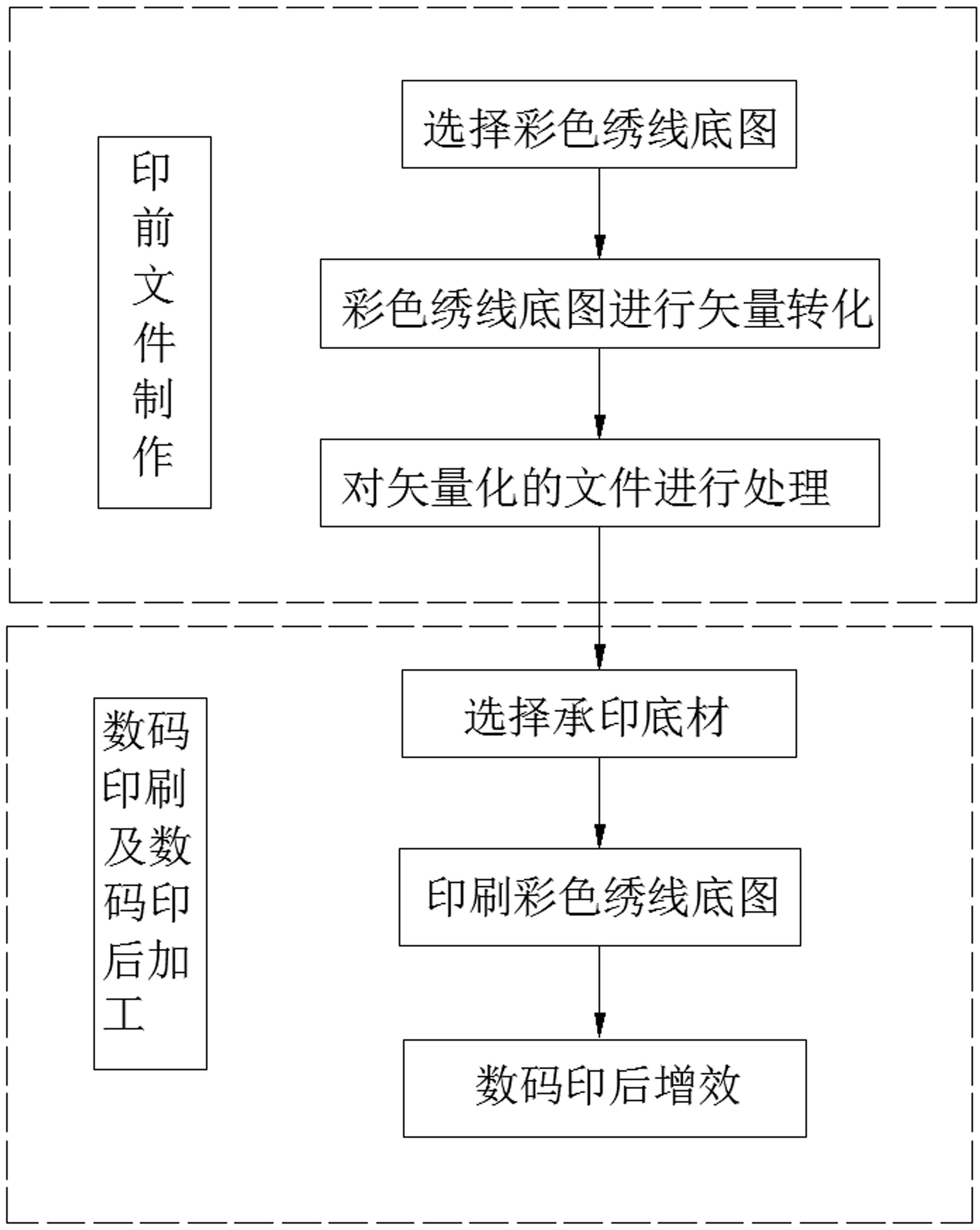
针对上述问题,本发明提供一种通过数码印刷方式在承印物表面实现具有刺绣效 果的数码印刷工艺。 具体技术方案是,一种具有刺绣效果的数码印刷工艺,包括如下步骤: 1)印前文件制作: A.选择彩色绣线底图:彩色图案背景需简洁,不杂乱,彩色图案需有明显颜色层次分 区;彩色图案与背景色差别较大,在背景色中较为突出。 B.彩色绣线底图进行矢量转化:将背景色中的彩色图案单独提出,进行矢量化处 理。 C.对矢量化的文件进行处理:对矢量化的线条进行筛选,调整线粗和线条间距,对 线条疏密进行合理排布,对重叠较多的线条进行适当删减。 2)数码印刷及数码印后加工: A.选择承印底材。 B.印刷彩色绣线底图。 C.数码印后增效:使用步骤1)制作完成的文件,通过数码局部光油喷印的方式,在 印刷完成的彩色绣线底图上堆叠光油,形成具有刺绣线条触感和视觉上丝线光泽感的刺绣 效果。 步骤1)中印前文件制作采用现有电脑软件即可,如PS软件以及AI软件即可对彩色 绣线底图进行矢量转化、对矢量化的文件进行处理的相关操作。 步骤2)中数码印刷需要采用可以支持彩色印刷的高精度数码印刷机,而数码印后 增效则需采用支持数码光油喷印的多pass数码光油喷印机。 进一步,所述步骤1)中彩色绣线底图进行矢量转化的方式为根据彩色图案的颜色 3 CN 111572226 A 说 明 书 2/4 页 分区,对图案进行图像描摹,将色块转化为线条,和/或根据彩色图案的颜色分区,进行不规 则的线条手绘,将色块转化为线条。以上两种矢量转化的方式可以单独采用或同时采用。 进一步,所述步骤1)中对矢量化的文件进行处理中调整线粗到0.03-0.1mm。 进一步,所述步骤1)中对矢量化的文件进行处理中合理排布可采用平行排布和/ 或放射性排布。 进一步,所述平行排布方式为1/2倍线粗≤线间距≤1倍线粗。 进一步,所述放射性排布方式为中心密集边缘稀疏;图案中心位置线条要多,线间 距≤1/2倍线粗;边缘线条略少,1/2倍线粗≤线间距≤1倍线粗。 进一步,所述步骤2)选择承印底材的底材需要亮度高,光泽感强,具有底光,但不 具有干扰杂色。 例如:纸张类中银卡纸、素面镭射纸、铂金光柱纸效果较好。 进一步,所述步骤2)中印刷彩色绣线底图过程中需要进行刺绣数码印后增效的位 置不能垫白,其它位置应进行垫白印刷。 即具体操作时需要进行刺绣数码印后增效的位置印刷为C(青)M(品)Y(黄)K(黑) 四色印刷,其它位置为W(白)C(青)M(品)Y(黄)K(黑)五色印刷。通过这种印刷方式处理,可 以使彩色刺绣图案和背景色对比更强烈,将承印底材的光泽表现出来,以便数码印后加工 后效果更突出。 进一步,所述步骤2)中数码印后增效中采用的光油需要用高亮光耐磨不黄变光油,可 以使数码增效后绣线光泽感更强。 本发明的有益效果:通过印前文件制作和数码印刷及数码印后加工的工艺,实现 了刺绣效果的跨领域应用,结合刺绣线条堆积感的特点,对线条粗细、线条间距和线纹的疏 密进行合理排列,最终通过数码印后加工的数码光油喷印方式在印刷好的彩色底图上喷印 出具有绣线视觉和触觉质感的刺绣效果,对需印刷的彩色图案进行了具有视觉震撼力的增 效处理,能够使刺绣这种精美的效果应用在更多装饰类产品上,包括宣传册、卡片、包装等, 在效果的应用方面具有重大的突破,可以在纸张、塑料、甚至金属上实现这种效果。 附图说明 图1是本发明的数码印刷工艺流程图。











