
技术摘要:
本发明公开了一种气密仪检验工装,包括相配装的工装箱体和工装总成;所述工装总成上设置有用于检测管路内气体压力的压力表、用于接入20L密闭气罐的辅助接口以及用于连接压力表和密闭气罐的气管接头,气管接头与压力表和辅助接口之间分别通过PU管进行连接;所述气管接头 全部
背景技术:
随着科技的不断发展,对产品的要求不断提高,其中对产品的气密性要求也越来 越严格,也就有了直压式气密性检测仪(简称气密仪)的产品。气密仪广泛的应用于航空航 天、新能源汽车、医疗、电子、电器、制冷等行业。 气密仪涉及的行业比较广泛,需求量比较大,其内部的压力传感器、气泵、电磁阀、 转接头、气管等零部件比较多,很可能出现因为其中某个零部件自身的缺陷或装配错误,导 致气密仪的性能不合格。因此,气密仪出厂时需要进行功能和性能的检验,由于气密仪出厂 检验的项目比较多且繁琐,检验的内容包含正常工作性能、最大允许误差、稳定性、压力传 感器误差、零点漂移和气密性等项目,目前市场上并没有专门针对气密仪的检测设备,在测 试最大允许误差和气密性时,需要借助检验工装来完成,如不借助检验工装检验可能会造 成测试结果不准确,无法对气密仪自身质量进行充分有效的控制。 目前最常用的检验方法是将气密仪与20L密闭气罐和数字压力表用PU管连接起 来,通过气密仪给气罐充气,充气完成后,读取气密仪和数字压力表的数据进行计算,通过 此方法判断气密仪是否合格。这种检验方法每测试一台气密仪都要重新连接PU管,还需要 人工计时,检验时间比较长,检验效率比较低,不能够满足气密仪快速生产的节拍。
技术实现要素:
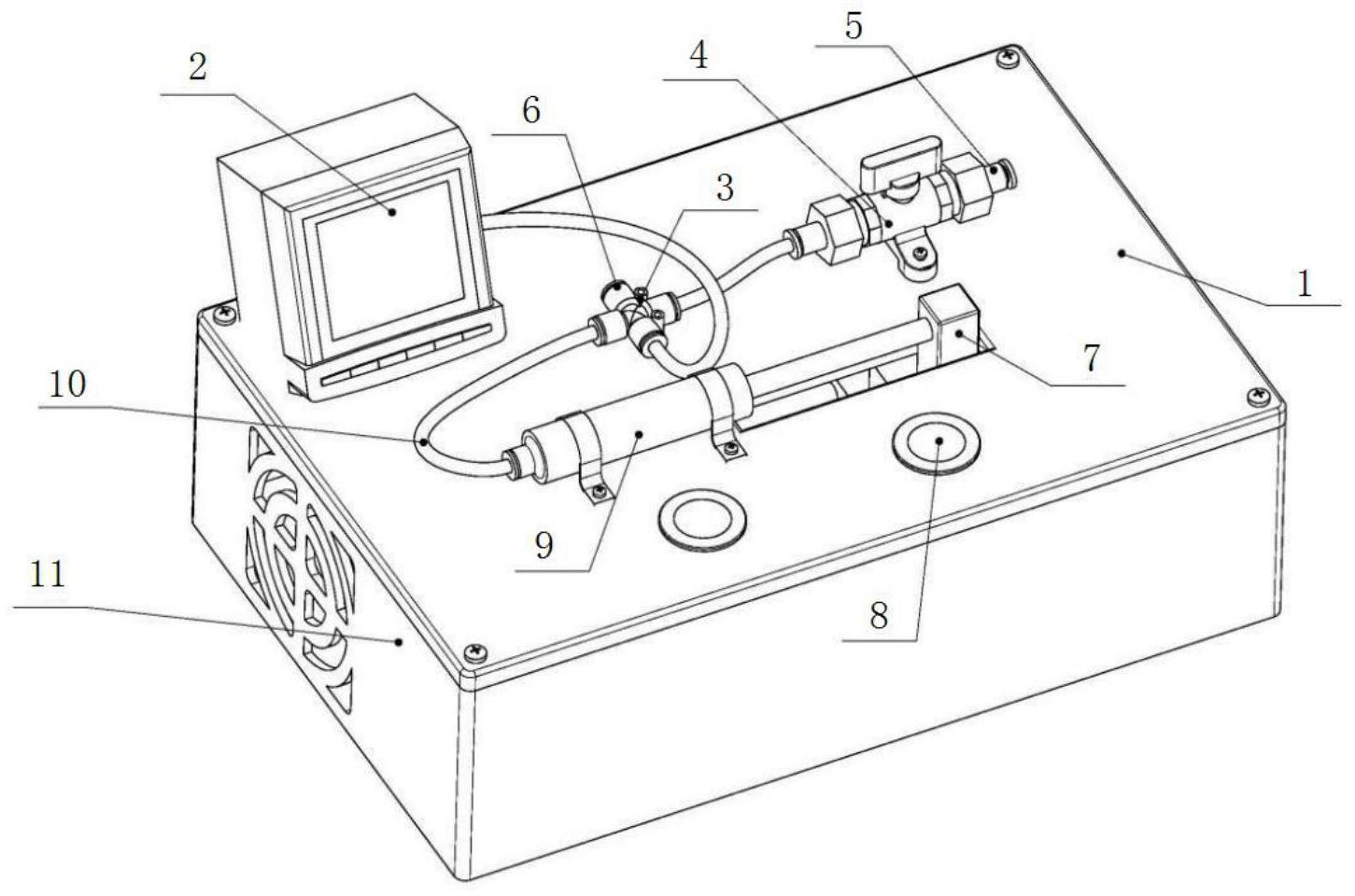
本发明需要解决的技术问题是提供一种气密仪检验工装,省去了人工计时环节, 缩短检测时间,提高检测效率。 为解决上述技术问题,本发明所采取的技术方案如下。 气密仪检验工装,包括相配装的工装箱体和工装总成;所述工装总成上设置有用 于检测管路内气体压力的压力表、用于接入20L密闭气罐的辅助接口以及用于连接压力表 和密闭气罐的气管接头,气管接头与压力表和辅助接口之间分别通过PU管进行连接;所述 气管接头上还设置有用于接入气密仪的测试接口;所述工装总成上还设置有用于给气路额 外增压的气缸,气缸通过PU管连接在气管接头上。 上述气密仪检验工装,所述气管接头与辅助接口之间的PU管上设置有用于切断气 密仪与密闭气罐之间管路的气路开关。 上述气密仪检验工装,所述工装总成上设置有用于驱动气缸动作的行程导轨,气 缸伸缩杆的端部连接在行程导轨上,工装箱体的内部设置有驱动行程导轨前后动作的电 机,工装总成上还设置有控制电机动作的按钮,按钮的输出端连接电机的输入端。 上述气密仪检验工装,所述按钮包括用于驱动行程导轨向前移动的前进按钮和用 于驱动行程导轨向后移动的后退按钮,前进按钮和后退按钮的输出端分别连接电机的输入 端。 3 CN 111579155 A 说 明 书 2/3 页 上述气密仪检验工装,所述气缸为容积0-20ml可调气缸。 上述气密仪检验工装,所述气管接头为十字快插接头。 上述气密仪检验工装,所述气路开关和气缸分别通过螺栓固定在工装总成上。 上述气密仪检验工装,所述气管接头通过尼龙扎带固定在工装总成上。 由于采用了以上技术方案,本发明所取得技术进步如下。 本发明将气密仪连接在测试工装上的测试接口上便可以进行检测,在检测完允许 最大误差后无需更换线路,可直接进行气密性检测,检测的过程中无需人工计时,缩短了检 测的时间,提高了检测的效率和检测的精度。 附图说明 图1为本发明的结构示意图; 其中:1.工装总成、2.压力表、3.气管接头、4.气路开关、5.辅助接口、6.测试接口、 7.行程导轨、8.按钮、9.气缸、10.PU管、11.工装箱体。











