
技术摘要:
本发明涉及一种摩托车架钻孔用钻头磨削设备,包括工作台、基准调节定位机构、磨削夹持组件旋转机构和工件磨削夹持组件,所述基准调节定位机构设在工作台上,磨削夹持组件旋转机构设在基准调节定位机构上,所述磨削组件与磨削夹持组件旋转机构可拆卸连接,所述工件磨削 全部
背景技术:
现有的摩托车架钻孔用的麻花钻切削刃若发生磨损,对于直径较大的麻花钻头, 肉眼可以很直观的看清钻头的刃面,可通过人工手持钻头直接目视在砂轮机上刃磨,或者 使用专用的麻花钻刃口修磨设备;对于如Φ1-2mm的微型麻花钻头,切削刃面较小,肉眼无 法看清,一旦出现磨损,人工修磨的难度较大,只能丢弃。
技术实现要素:
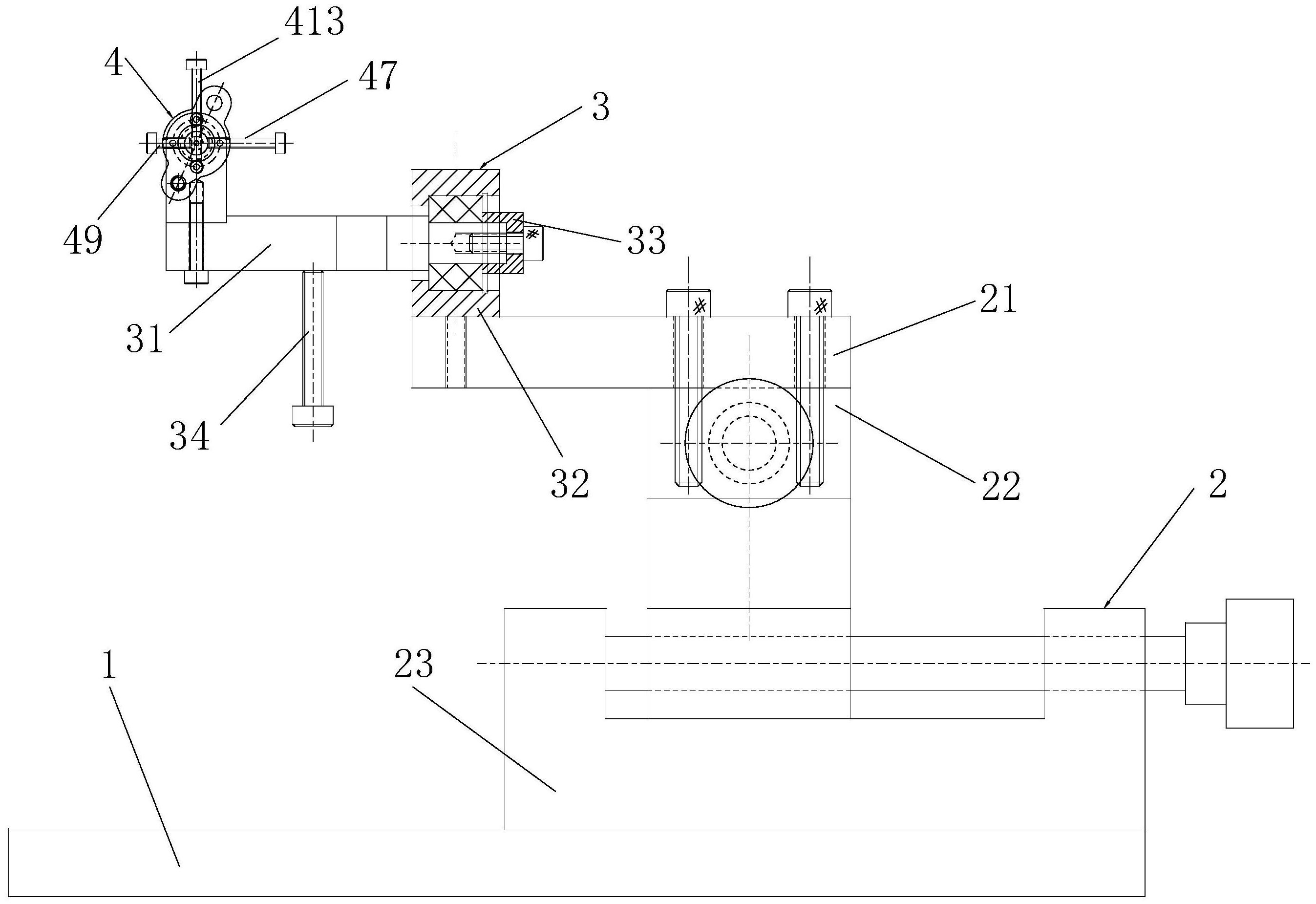
本发明的目的是:提供一种能对微型麻花钻头实施磨修的摩托车架钻孔用钻头磨 削设备。 为了达到上述目的,本发明的技术方案是:一种摩托车架钻孔用钻头磨削设备,其 创新点在于:包括工作台、基准调节定位机构、磨削夹持组件旋转机构和工件磨削夹持组 件, 所述基准调节定位机构设在工作台上,磨削夹持组件旋转机构设在基准调节定位机构 上,所述磨削组件与磨削夹持组件旋转机构可拆卸连接, 所述工件磨削夹持组件包括芯轴、芯轴套、旋转轴套、轴座、球头定位棒、玻珠螺丝、手 柄和锁紧螺栓,所述轴座与磨削夹持组件旋转机构可拆卸连接,所述芯轴具有工件孔,芯轴 上且靠其端部设有径向布置的球头定位棒,所述芯轴设在芯轴套内,所述旋转轴套设在轴 座的一侧,且旋转轴套和轴座各自具有并相互贯通的轴套孔,所述芯轴套的部分段通过轴 承转动连接在轴座的轴套孔内,剩余段的芯轴套插入旋转轴套的轴套孔内,所述旋转轴套 具有螺纹孔,芯轴的外壁具有定位平面,位于旋转轴套的轴套孔内的芯轴套具有螺孔,一螺 栓依次拧入旋转轴套的螺纹孔和芯轴套的螺孔内,该螺栓的端部与芯轴外壁的定位平面相 抵,使旋转轴套、芯轴套和芯轴通过螺栓紧定为一体, 所述旋转轴套上设有两个沿其对称布置的玻珠螺丝,所述轴座上并沿其圆周方向设有 多个均匀布置的定位珠孔,两个玻珠螺丝各自的玻珠能够滚入轴座上对应的定位珠孔内, 所述轴座上还设有锁紧孔,所述锁紧螺栓设在旋转轴套内并能拧入轴座的锁紧孔内,所述 旋转轴套上还设有手柄。 在上述技术方案中,所述磨削夹持组件旋转机构包括旋转杆、旋转杆座和端盖,所 述旋转杆的一端与轴座可拆卸连接,另一端通过轴承与旋转杆座转动连接,所述旋转杆上 设有螺杆手柄,所述端盖通过紧固件与旋转杆另一端固定连接,所述旋转杆座与基准调节 定位机构可拆卸连接。 在上述技术方案中,所述基准调节定位机构包括连接板、基准座和十字滑台,所述 磨削夹持组件旋转机构设在连接板的一端,连接板的另一端与基准座可拆卸连接,所述基 准座与十字滑台固定连接,且十字滑台与工作台固定连接。 3 CN 111571321 A 说 明 书 2/4 页 在上述技术方案中,所述芯轴为T字形,且芯轴的下部设有工件定位孔,且芯轴的 工件定位孔内设有定位螺栓。 在上述技术方案中,所述旋转轴套具有互为一体或固定连接的轴座连接段以及设 在轴座连接段两端的连接耳,所述轴座连接段设有沿其轴向布置的轴套孔和设在轴套孔外 侧且用来放置玻珠螺丝的玻珠螺丝孔,所述轴座连接段还设有沿其径向布置的用来设置螺 栓的螺纹孔和拧入手柄的手柄孔,所述连接耳设有用来设置锁紧螺栓的螺孔。 在上述技术方案中,所述芯轴套为T字形,且芯轴套的端部支撑在轴座内的轴承的 端面上。 本发明所具有的积极效果是:采用本发明的摩托车架钻孔用钻头磨削设备后,由 于本发明包括工作台、基准调节定位机构、磨削夹持组件旋转机构和工件磨削夹持组件, 所述基准调节定位机构设在工作台上,磨削夹持组件旋转机构设在基准调节定位机构 上,所述磨削组件与磨削夹持组件旋转机构可拆卸连接, 所述工件磨削夹持组件包括芯轴、芯轴套、旋转轴套、轴座、球头定位棒、玻珠螺丝、手 柄和锁紧螺栓,所述轴座与磨削夹持组件旋转机构可拆卸连接,所述芯轴具有工件孔,芯轴 上且靠其端部设有径向布置的球头定位棒,所述芯轴设在芯轴套内,所述旋转轴套设在轴 座的一侧,且旋转轴套和轴座各自具有并相互贯通的轴套孔,所述芯轴套的部分段通过轴 承转动连接在轴座的轴套孔内,剩余段的芯轴套插入旋转轴套的轴套孔内,所述旋转轴套 具有螺纹孔,芯轴的外壁具有定位平面,位于旋转轴套的轴套孔内的芯轴套具有螺孔,一螺 栓依次拧入旋转轴套的螺纹孔和芯轴套的螺孔内,该螺栓的端部与芯轴外壁的定位平面相 抵,使旋转轴套、芯轴套和芯轴通过螺栓紧定为一体, 所述旋转轴套上设有两个沿其对称布置的玻珠螺丝,所述轴座上并沿其圆周方向设有 多个均匀布置的定位珠孔,两个玻珠螺丝各自的玻珠能够滚入轴座上对应的定位珠孔内, 所述轴座上还设有锁紧孔,所述锁紧螺栓设在旋转轴套内并能拧入轴座的锁紧孔内,所述 旋转轴套上还设有手柄, 使用时,将微型麻花钻固定在芯轴的工件孔内,且一端(头部)利用沿芯轴径向布置的 球头定位棒对麻花钻的螺旋槽进行定位,确保麻花钻横刃方向与工作台平行,拧紧螺栓,使 旋转轴套、芯轴套和芯轴通过螺栓紧定为一体,固定麻花钻位置,再拧紧旋转轴套上的锁紧 螺栓,使其整体固定,防止芯轴和芯轴套旋转,固定旋转轴套与轴座,防止麻花钻在切削过 程中震动偏移,确认紧固后,通过所述基准调节定位机构进行基准定位,手动旋转磨削夹持 组件旋转机构并进给芯轴内的麻花钻,使砂轮对准麻花钻刃口并对其磨削,反复几次,直至 无磨削声音完成一侧磨削,并反向旋转磨削夹持组件旋转机构,将旋转轴套退回原处,松开 旋转轴套与轴座的锁紧螺栓,手动旋转轴套上的手柄180°,并利用玻珠螺丝将其定位轴座 上,锁紧旋转轴套与轴座的螺栓,切换麻花钻另一个要磨修的切削面,再次旋转磨削夹持组 件旋转机构进给芯轴,使砂轮磨削麻花钻另一个切削面的刃口,即完成第二个切削面的修 磨。本发明能对微型麻花钻进行修磨,不仅制作成本低,使用方便,而且切削刃口修磨一致 性好,使得微型麻花钻利用率大大提高,对操作人员的修磨技能要求大大降低。 附图说明 图1是本发明的一种











