
技术摘要:
本发明公开了一种带肩托塑料瓶的吹塑成型工艺,包括以下步骤:步骤A,通过注塑模具成型带肩托瓶坯,带肩托瓶坯具有瓶坯螺牙、固定环、肩托以及坯身,带肩托瓶坯纵向拉伸伸长率不大于25%,横向吹胀为1.2至2.8倍;步骤B,传送带肩托瓶坯至瓶坯底座,利用瓶坯底座固定带 全部
背景技术:
二步法吹塑成型工艺,主要用于PET和PETG、TRITAN等热塑性塑料中空容器成型, 二步法注拉吹中空成型工艺的用途越来越广泛,比如在化妆品包装上也越来越多地使用。 这主要是二步法吹塑成型工艺有投资成本低、效率高的优点。在带肩托塑料瓶的生产中,现 有的二步法吹塑成型工艺不适用,容易出现肩托与瓶身错位,瓶身厚薄不均等问题。
技术实现要素:
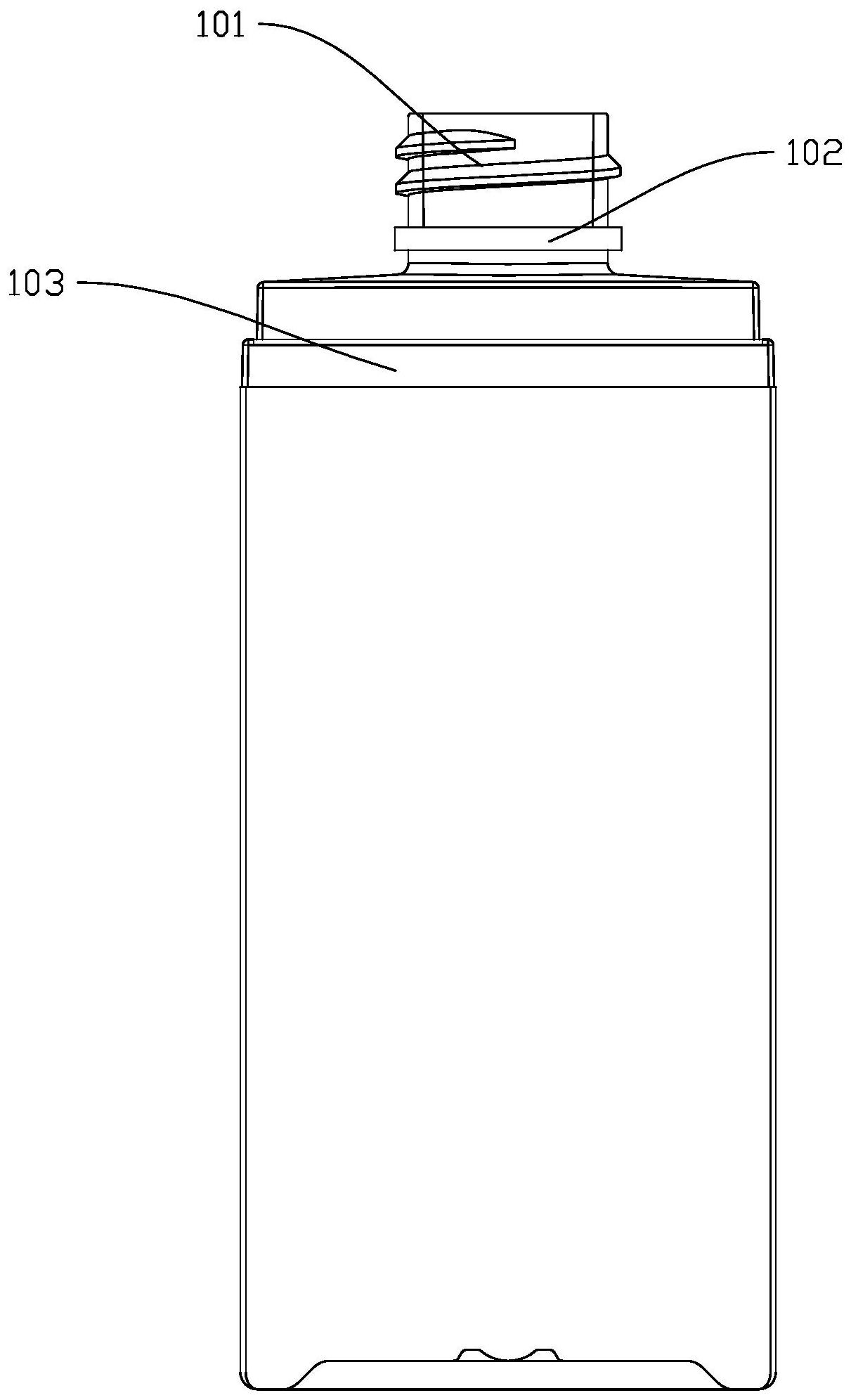
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种带 肩托塑料瓶的吹塑成型工艺,提高产品一致性及质量稳定性。 根据本发明一些实施例的一种带肩托塑料瓶的吹塑成型工艺,包括以下步骤:步 骤A,通过注塑模具成型带肩托瓶坯,所述带肩托瓶坯具有瓶坯螺牙、固定环、肩托以及坯 身,所述带肩托瓶坯纵向拉伸伸长率不大于25%,横向吹胀为1.2至2.8倍;步骤B,传送所述 带肩托瓶坯至瓶坯底座,利用所述瓶坯底座固定所述带肩托瓶坯;步骤C,所述瓶坯底座携 带所述带肩托瓶坯经过加温区域,所述加温区域的温度范围为85至125°;步骤D,将所述瓶 坯底座固定在吹塑模具中;步骤E,将所述吹塑模具安装在吹塑机中,由所述吹塑机对所述 带肩托瓶坯进行机械式纵向拉伸,同时对所述带肩托瓶坯进行高压充气以成型带肩托塑料 瓶。 根据本发明一些实施例的吹塑成型工艺,至少具有如下有益效果:通过成型带肩 托瓶坯,限定纵向拉伸伸长率不大于25%以及横向吹胀为1.2至2.8倍,经吹塑成型带肩托 塑料瓶,消除了肩托与瓶身错位,瓶身厚薄不均的问题,提高产品一致性及产品质量,降低 不良品率,降低生产成本。 根据本发明的一些实施例,所述肩托设置为圆形、椭圆形、三角形或者方形,根据 使用需求,选择肩托的形状,通用性强,适用范围广。 根据本发明的一些实施例,所述步骤A中,注塑采用的原料干燥温度为155~175 ℃、干燥时间4~6小时,目的是减少水分,提高原料的洁净度。 根据本发明的一些实施例,所述步骤C中,所述瓶坯底座在移动中绕自身中轴线旋 转,转速为13-17rpm。 根据本发明的一些实施例,所述步骤C中,所述加温区域设置有五组加热灯管,第 一组所述加热灯管的温度设定为75至105°,第二组所述加热灯管的温度设定为55至75°,第 三组所述加热灯管的温度设定为60至80°,第四组所述加热灯管的温度设定为65至85°,第 五组所述加热灯管的温度设定为70至90°,五组所述加热灯管沿所述带肩托瓶坯的轴向布 置,第一组所述加热灯管位置对应于肩托,第五组所述加热灯管位置对应于坯身的端部。 3 CN 111571993 A 说 明 书 2/3 页 根据本发明的一些实施例,所述步骤E中,成型周期为10至15秒,充气压力为28至 32bar,充气时间为3.5至5秒。 根据本发明的一些实施例,所述步骤A中,所述注塑模具的分型面设置在所述肩托 下侧面,用于成型所述瓶坯螺牙的瓶牙镶件采用对角斜开模结构,所述注塑模具采用开放 式热流道。 本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变 得明显,或通过本发明的实践了解到。 附图说明 本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得 明显和容易理解,其中: 图1为本发明一些实施例中带肩托瓶坯的结构示意图; 图2为本发明一些实施例中吹塑成型的带肩托塑料瓶的结构示意图。 附图标号如下: 瓶坯螺牙101、固定环102、肩托103、坯身104。











