
技术摘要:
本发明涉及激光切割技术领域,具体公开了三维激光切割装置,包括工作台、激光切割器和夹具,还包括接料输送线、支撑杆、拨动组件和出料输送线,接料输送线位于工作台上,接料输送线位于激光切割器下方;支撑杆位于出料输送线与接料输送线之间,支撑杆与输送线末端的距 全部
背景技术:
三维激光切割技术利用高功率密度的激光束扫描材料表面,并在极短时间内将材 料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝 中吹走,达到切割材料的目的。 在采用激光切割时,机械手既可以作为夹持待切割件作为夹具使用,也可以作为 传递待切割件的设备,机械手取到待切割件后,将待切割件放入到夹具上,由单独的家具实 现夹持动作;对于将长管类待加工件切断成多个小管件,并在每个小管件的多个面均进行 切割加工时,如将长的方形管的四个面均进行切割后,再将长的方形管切断成一个个小方 管,因待加工件为方形管,使得安装在工作台上的激光切割器切割方形管多面后产生的废 料直接落在方形管的中空位置,在小方管加工完成后,依然还有大量的废料位于小方管的 中空位置,需要人工在收取小方管后将废料取出,而因小方管加工面多,且激光切割使得小 方管的温度较高,人工需要借助专用的防护手套才能拾取小方管,并将小方管与小方管内 的废料进行人工分离,降低了生产效率。
技术实现要素:
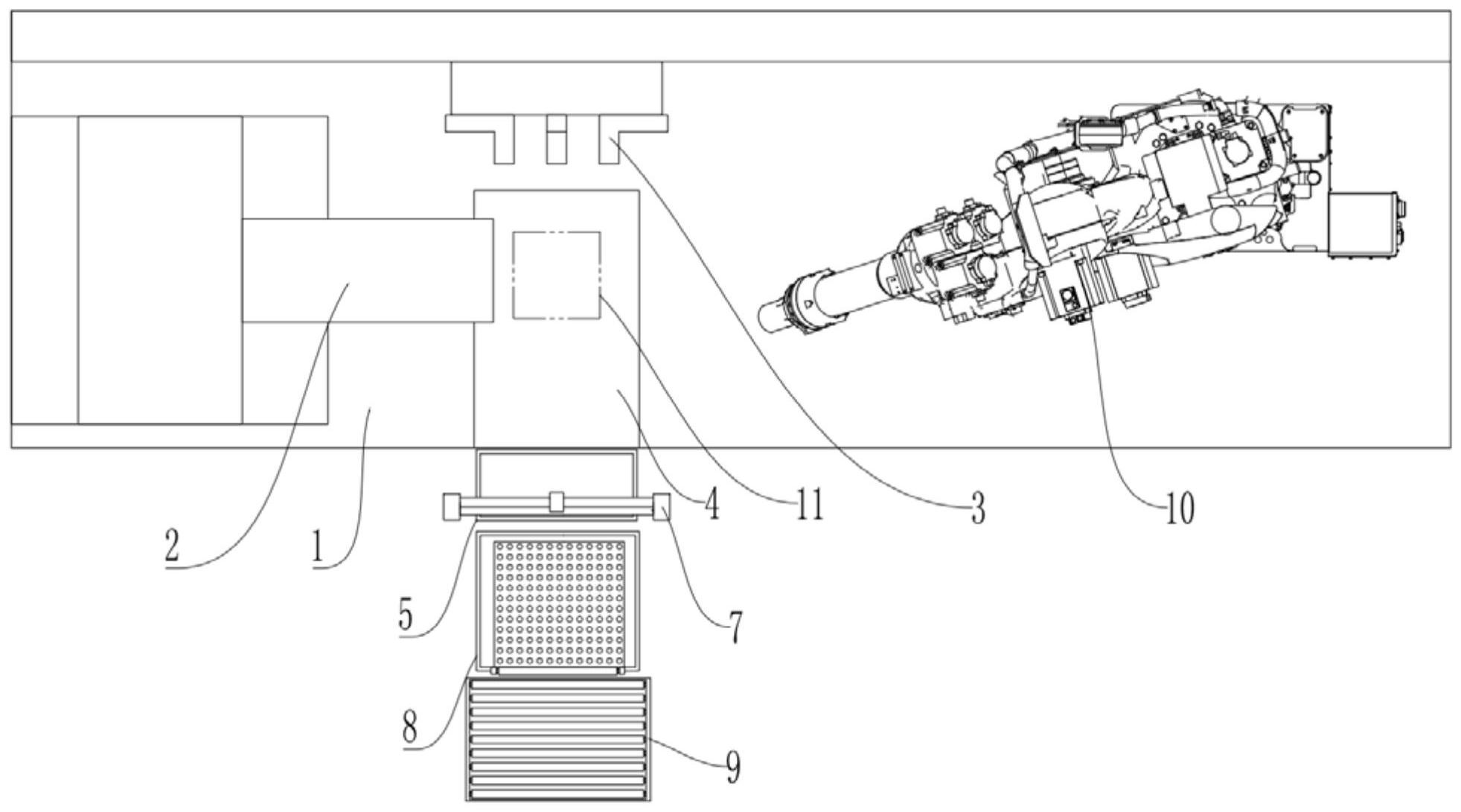
本发明意在提供三维激光切割装置,以解决现有技术中在激光切割装置将长管类 工件加工出多个带有多个加工面的小管件时,存在的加工后的小管件内含有废料而无法实 现工件与废料自动分离的问题。 为了达到上述目的,本发明的基础方案如下: 三维激光切割装置,包括工作台、激光切割器和夹具,还包括接料输送线、支撑杆、 拨动组件和出料输送线,接料输送线位于工作台上,接料输送线位于激光切割器下方;出料 输送线位于接料输送线末端一侧,支撑杆位于出料输送线与接料输送线之间,支撑杆与输 送线末端的距离大于工件长度的二分之一,支撑杆的上表面低于接料输送线的上表面;拨 动组件包括能够转动的拨杆,拨杆位于支撑杆上方,拨杆用于将搭在接料输送线和支撑杆 之间的工件拨动至出料输送线上。 相比于现有技术的有益效果: 采用本方案时,长管类零件通过夹具夹持,激光切割器既用于在长管类零件的多 个面上进行切割,又用于将长管类零件切断成一个个小管件,切断后的小管件内含有的废 料,废料与小管件一同下落至接料输送线上,接料输送线将下落的废料和工件一同往支撑 杆一侧运输,当工件运输到接料输送线末端后,工件将倾斜朝向支撑杆,因支撑杆与接料输 送线末端的距离大于工件长度的二分之一,使得工件倾斜时,工件开口一侧直接倒向支撑 杆,而又因支撑杆的上表面低于接料输送线的高度,进而使得工件的开口倾斜向下,使得工 件内的废料因为倾斜而下落,实现工件与废料的分离;而在工件从接料输送线倾斜倒向支 3 CN 111571032 A 说 明 书 2/5 页 撑杆时,工件与支撑杆的碰撞使得工件发生振动,也有利于工件内废料的倒出;相比于现有 技术,本方案使得工件自动与废料实现了分离,提高了生产效率。 而在工件与废料分离后,拨动组件的拨杆转动,进而通过拨杆将搭在接料输送线 和支撑杆之间的工件拨动至出料输送线上,再通过出料输送线将工件运输到出料输送线的 末端,在工件运输过程中,实现了工件的自然冷却,使得工人收集到的工件温度更低,便于 人工收集。 此外,经过出料输送线后,工件远离了激光切割器,人工在出料输送线末端收集工 件安全性更高。 进一步,还包括收集箱,收集箱位于接料输送线与支撑杆之间;在工件与废料分离 后,实现对废料的自动收集。 进一步,还包括装有防锈油的油箱,油箱位于支撑杆与出料输送线之间。 有益效果:工件在经过支撑杆后进入到油箱内进行防锈处理,在工件完全浸泡到 油箱内完成防锈处理后,人工将工件从油箱内取出并放置到出料输送线上;且在防锈处理 过程中,因防锈油温度低于刚切割完成的工件的温度,相当于对工件进行了降温。 进一步,所述油箱内设有升降组件,升降组件包括能够升降的升降杆,升降杆顶部 固定连接有升降板。 有益效果:通过升降组件便于自动将油箱内的小方管托举出防锈油的液面。 进一步,所述升降组件还包括驱动器,驱动器用于带动升降杆升降,拨动组件还包 括支撑柱和能够转动的转轴,转轴转动连接在支撑柱上,拨杆固定连接在转轴上,转轴上还 固定连接有按压板,支撑柱上设有按钮开关,按钮开关与驱动器的电源开关串联,按压板能 够按压到按钮开关。 有益效果:一方面,转轴转动带动拨杆转动,实现工件的翻转;另一方面,转轴转动 带动按压板转动,进而按压到按钮开关,按钮开关启动,驱动器带动升降杆向上移动,使得 工件上升到出料输送线所在高度,在工件从升降板上移动至出料输送线上后,驱动器再带 动升降杆向下移动,也即每按下一次按钮开关,则升降板完成上升、位置保持和下降的一个 周期的动作。 本方案通过拨动组件与升降组件的配合,使得升降组件的驱动器配合自动实现工 件翻转、工件防锈处理和工件从油箱内取出的动作。 进一步,所述升降板倾斜设置,升降板倾斜向下一侧朝向出料输送线,升降板上设 有滚珠。 有益效果:便于工件在被升降板抬着上升后,在带有滚珠的倾斜的升降板的作用 下自动向出料输送线上传送。 进一步,所述出料输送线倾斜设置,出料输送线的倾斜角度大于等于升降板的倾 斜角度;有利于工件从升降板上移动至出料输送线上。 进一步,所述油箱靠近出料输送线的侧壁上转动连接有转辊,油箱上设有海绵,海 绵与转辊相贴。 有益效果:海绵用于吸收工件边缘的防锈油,而转辊有利于工件从油箱内转移至 出料输送线上。 进一步,所述接料输送线包括环形的输送带,输送带上表面设有金属网,金属网与 4 CN 111571032 A 说 明 书 3/5 页 输送带之间设有弹性件。 有益效果:本方案时,被激光切割器切断的小方管直接下落至金属网上,弹性件使 得金属网具有更好的缓冲性能,能够降低小方管下落带来的冲击,使得小方管下落后不会 出现翻转的情况。 进一步,所述接料输送线的底部设有除尘刷,除尘刷用于将金属网和输送带上的 杂物刷落。 有益效果:在激光切割的过程中产生的灰尘会下落至金属网和输送带上,通过除 尘刷可以将金属网和输送带上的灰尘及时刷落,有利于激光切割的顺利进行。 附图说明 图1为本发明实施例一中不带收集箱、支撑杆、拨动组件、油箱和出料输送线时的 主视图; 图2为本发明实施例一俯视图; 图3为图2中除工作台、激光切割器、夹具和机械手之外的俯视图; 图4为图3的左视图; 图5为本发明实施例二中接料输送线的左视示意图。











