
技术摘要:
本发明公开了石英晶片研磨的高精度频率校准方法,包括研磨过程频率统计和机器校准;所述机器校准包括仪器校准、机台校准和用户校准;校准采用如下公式:F主显=F实测 F仪器校准 F机台校准 F用户校准=F晶片;研磨过程频率统计用以保证频率统计的精确性,从而保证同一批 全部
背景技术:
石英晶片是晶振的核心元器件,石英晶体振荡器(晶振)为电子设备提供时间基 准,在电子信息产业中具有极其重要的地位。中国是晶振的制造大国,但产品档次和总产值 与发达国家相比仍有较大差距。 根据石英晶片生产工艺流程中不同阶段的需求,频率检测技术可以分为两个方 向。一个方向是流程后段的“石英晶片电参数测试”技术,其将基本加工完成的石英晶片按 照以谐振频率为核心参数进行分选,主要侧重测量的精确性和测试参数的全面性。国内外 很多研究机构都对其进行了研究探索,相应的产品也比较成熟。比如,美国桑德斯公司的 250A、250B系列网络分析仪和美国安捷伦公司的E5100系列网络分析仪的频率带宽分别在 400MHz和200MHz,负载谐振频率测量精度达到2ppm以内,代表了石英晶片静态和准静态测 频领域的世界最高水平。 频率检测技术的另一个方向就是本发明所关注的“在线测频”技术,主要侧重测量 的速度和实时性。石英晶棒通过切割后先成为一定厚度的石英薄片,接下来利用研磨机把 石英晶片准确地减薄到目标频率。在整个研磨过程中石英晶片始终在研磨机的上下研磨盘 之间快速地相对滑动,其厚度无法直接测量。如果利用目前高精度(亚微米量级)的非接触 式尺寸测量技术对石英晶片厚度进行在线间接测量,难度大且成本高昂。因此,想要控制石 英晶片达到目标频率,要么多次停机取出石英晶片进行静态频率测量,要么使用在线测频 技术。显然前者是繁琐且不可靠的,目前所有石英晶片生产厂商都需要研磨在线测频系统 和在线测频技术。 石英晶片研磨生产过程中研磨盘相对于石英晶片是不断滑动的,探测头下并不是 始终存在石英晶片,谐振信号是间断的;另外,不同频率的石英晶片所需要的射频激励功率 大小是不同的,不同频段谐振信号的幅度也是不同的。现有的在线测频技术具备在不同频 段下提取动态谐振信号的能力,已经可以实现最基本的在线测频和研磨机自动停止功能。 国外许多石英晶片制造厂家都使用美国TRANSAT公司的在线频率监控仪 (AutoLapping Control system-ALC)对研磨过程中的石英晶片频率进行在线测控,该仪器 能够实现石英晶片在线测频的基本功能,但是核心技术被该公司垄断,能够获取的专利技 术资料非常有限。国内石英晶片制造厂家多使用北京三禾泰达技术有限公司在售的ALC- 2000型和ALC-2100型研磨测频仪,该仪器仍然采用基于美国TRANSAT公司的核心技术。以 ALC-2100型研磨测频仪为例,其标称的测频范围在1-95MHz;测试精度为0.1%;用两个八段 4 CN 111596129 A 说 明 书 2/6 页 数码管显示当前频率和频率散差;具备“当石英晶片达到预置的目标频率时,仪器自动关停 研磨机”的功能。 使石英晶片准确地达到目标频率而避免发生过度研磨导致的超频生产事故,是所 有石英晶片生产厂家对在线测频仪的最基本需求。但是,随着市场对石英晶振产品要求的 不断提高,石英晶振行业技术日新月异,原有的ALC系统的功能却并没有及时更新换代,生 产实践中出现了越来越多不能忽视的问题和其他一些迫切的应用需求亟待解决。 第一,在研磨过程中到达2次目标频率(瞬时值)就停机,由于停机时的测频数据不 能反应整盘料的实际情况,导致两个问题:单盘无法停准(跟设定的目标频率比较)和同一 批料盘间散差比较大的问题。即由于单位时间内测频速度能到几十次,瞬时谐振频率到达2 次目标频率就停机的机制,基本只能反映一个晶片的频率状态,完全不能反应整盘料的实 际情况。 第二,研磨不同目标频率的石英晶片,通过修改一阶校准系数(校准值=k*频率 值)来修正目标频率,无法准确停机。因为一阶校准机制无法覆盖全频段频率的目标频率校 准。由于是频率校准采用一阶校准函数无法覆盖全频段,因此在换料时(更换频点),需要手 动修改一阶校准系数,存在忘记修改的风险,同时如何设置一个准确的系数难度很大。操作 员有时为了不超频,将目标频点设置的低一点,这样就可能需要二次研磨会降低石英晶片 的品质,同时研磨效率大大降低。 第三、没有自校准机制,无法保证仪器本身是否准确。
技术实现要素:
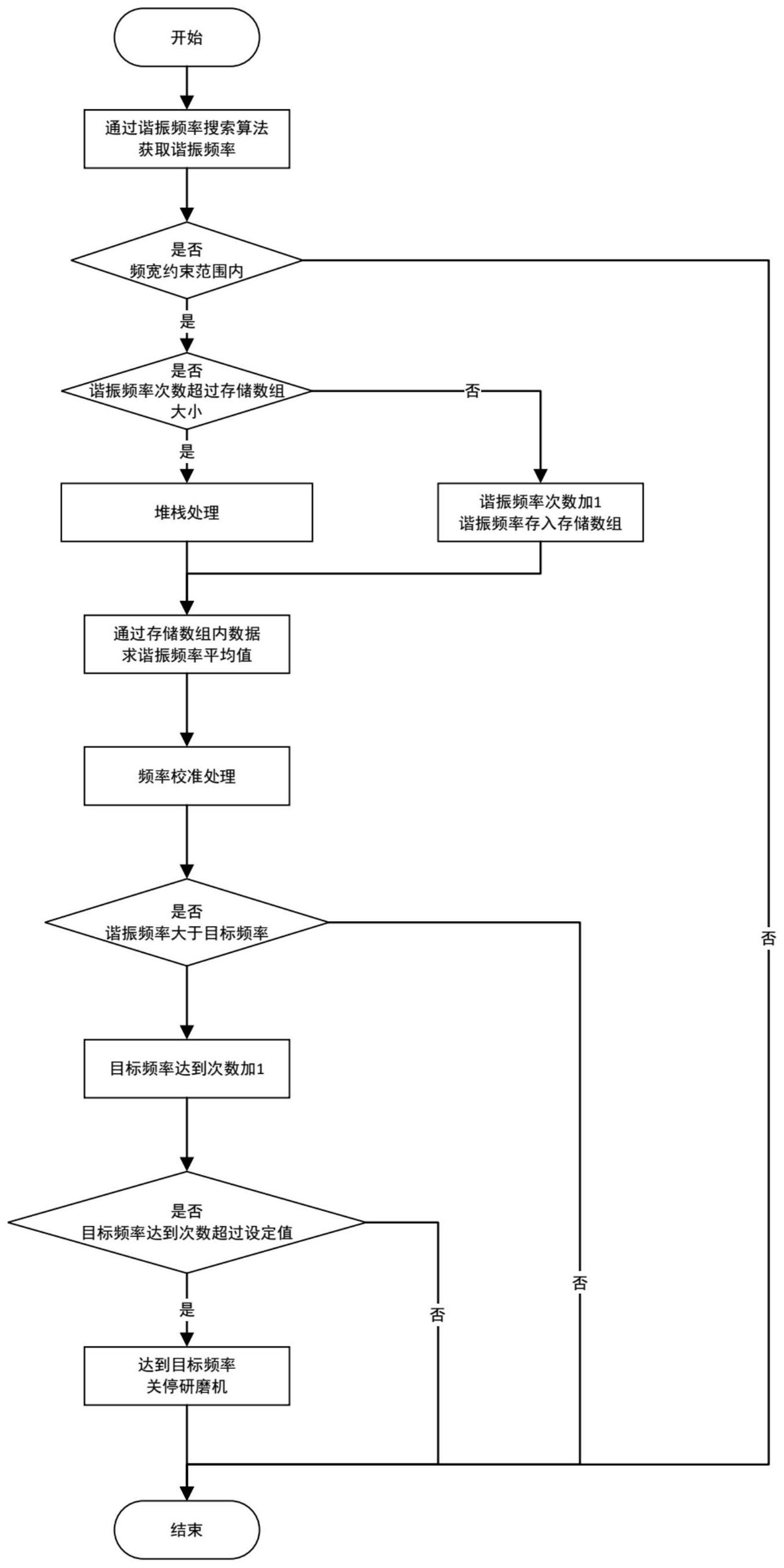
本发明克服了现有技术的不足,提供了一种通过增加仪器校准来保障机器本身的 无误,并通过机台校准和用户校准用于保证测频精度;实现了同一批料盘间散差小,且当达 到目标频率时精准停机,保证了仪器间的一致性。 本发明的技术方案如下: 石英晶片研磨的高精度频率校准方法,包括研磨过程频率统计和机器校准;所述 机器校准包括仪器校准、机台校准和用户校准;所述研磨过程频率统计用以保证频率统计 的精确性,从而保证同一批料散差小,一致性高,所述机器校准用以保证仪器频率的准确 性,从而使频率统计数据能真实反应研磨机的研磨能力; 研磨过程频率统计具体包括如下步骤: 101)频宽约束步骤:通过谐振频率搜索方法获取待测石英晶片的谐振频率,根据 频宽约束值对谐振频率瞬时值进行约束,频宽约束=扫频范围/(2*散差约束),散差约束获 取于在线测频时的设置的相应参数数据;由当前谐振频率瞬时值与平均频率的差值,与频 宽约束进行比较,当差值小于频宽约束则符合条件;否则认为该谐振频率值为误测值,舍弃 该频率值; 102)堆栈处理步骤:将步骤101)符合条件的数据进行存储,当数据量超过存储数 组的大小,则进行先进先出的堆栈存储处理,使谐振频率瞬时值写入数组最后一个位置,其 余数据依次往前移动一个位置,同时存储数组大小随着测频速率的变化而正比例变化,从 而保证谐振频率平均值基本反映整盘料的频率状况;存储数组的大小通过统计控制参数中 的频率平均参数设置; 5 CN 111596129 A 说 明 书 3/6 页 103)频率校准步骤:对步骤102)中存储数组的数据进行统计获得平均值,再根据 仪器校准、机台校准和用户校准的校准值,综合得到谐振频率; 104)关停研磨机步骤:根据所要石英晶片的目标频率与步骤103)得到的谐振频率 进行对比,当达到一次,则计数一次,并根据设置的达到目标频率值的限定次数与计数值比 较,只有计数值达到限定次数才关停研磨机,防止由于一次误测或者盘内石英晶片出现几 片频率偏高就停机。 进一步的,步骤103)所述的仪器校准采用对标准晶振进行全频段静态频率统计, 获取频率偏差值,将测得的频率偏差值通过多项式拟合得到拟合的校准系数,从而保证仪 器出厂前的准确性。 进一步的,步骤103)所述的机台校准采用动态频率统计校准,并在研磨过程中获 取石英晶片实时频率,对石英晶片全频段进行频率统计,获取各个频点的频率偏差值,并将 频率偏差值通过高阶拟合方法拟合获取拟合系数,从而保证在研磨机即使在干扰因素的影 响下,也能保证石英晶片频率统计的精确性和准确性。 进一步的,所述机台校准的具体步骤如下: 301)研磨频率划分步骤:系统有一组默认的机台频率校准拟合系数及根据这些系 数得到的30个研磨频率值对应的频率校准值,研磨频率默认起始频率为5MHz,截止频率为 80MHz,30个研磨频率值从起始频率至截止频率等间距取值; 302)校准处理步骤:根据步骤301)将研磨频率划分后,会将实际研磨过程中收集 到的实时研磨频率和频率校准值进行记录并填入相应统计表格对应的位置; 303)获取机台校准值步骤:对步骤302)得到的实时研磨频率和频率校准值进行多 项式拟合获取6阶拟合系数,从而量化得到校准的频率;所述多项式拟合采用最小二乘法多 项式拟合。 本发明相比现有技术优点在于:本发明通过研磨过程频率统计机制,来保证频率 统计系统的精确性(测试值之间的一致性),保证了频率统计精确性才能保证同一批料散差 小,一致性高。通过多种校准方式,保证在研磨机、研磨砂新旧等外界干扰因素的影响下,能 保证石英晶片频率统计的精确性和准确性。 附图说明 图1为本发明的频率统计和研磨停机流程图; 图2为本发明的机台校准操作流程图; 图3为本发明的机台校准对应的校准界面图; 图4为本发明的仪器校准对应的静态测频界面图。











