
技术摘要:
本发明公开了一种刀具‑工件接触面液滴动态润湿特性检测方法与装置。检测切削液液滴的动态润湿特性以选择性能更好的切削液是十分必要的。本发明包括微液滴制备装置、刀具块进给装置、工件块、视觉检测系统和机架。微液滴制备装置与刀具块进给装置并排设置;微液滴制备 全部
背景技术:
液滴动态润湿特性是评判切削液性能的重要指标。在金属切削加工过程中,具有 良好润湿性能的切削液能够快速地进入加工区域,起到润滑、冷却等作用,从而达到提高加 工质量,减少刀具磨损等目的。随着“绿色生产”理念的持续发展,最小量润滑技术(MQL)被 认为是一种绿色的,环境有好的切削液供给方式。传统浇注式供给切削液流量大约为50~ 100L/h,而MQL则降至30~100ml/h。这意味着使用MQL技术时,切削液往往以微液滴的形式 进入刀-屑接触面起到润滑冷却作用。在拉削加工中,以键槽拉刀为例,拉刀与工件做水平 方向的相对运动,其中刀齿与工件紧密贴合。这就需要具有良好润湿性的切削液快速进入 切削区域改善加工过程。因此检测切削液液滴的动态润湿特性以选择性能更好的切削液是 十分必要的。 目前存在的相关检测方法与装置并不多。如专利号为(CN109307642A)的发明专利 公开了一种细粒沉积岩中各组分润湿性的测定方法和装置。该专利通过将微纳米液滴滴加 在矿物上,通过液滴性质和接触角检测了相关矿物的润湿性。该专利对润湿性的检测虽然 和微液滴相关,但其主要聚焦于矿物的润湿性,因此不适用于本领域内相对运动状态下液 滴的动态润湿特性。专利号为(CN103604726A)的发明专利公开了一种高温、强化学活性的 液态金属锂润湿性的测量系统。该专利由真空室、真空抽气与测量系统,样品台及加热系统 等组成。这一专利的研究对象为高温液体金属对基底的润湿特性,通过影响分析法测量了 液滴的接触角。同样不适用于本领域内相对运动状态下切削液液滴的润湿特性的研究。
技术实现要素:
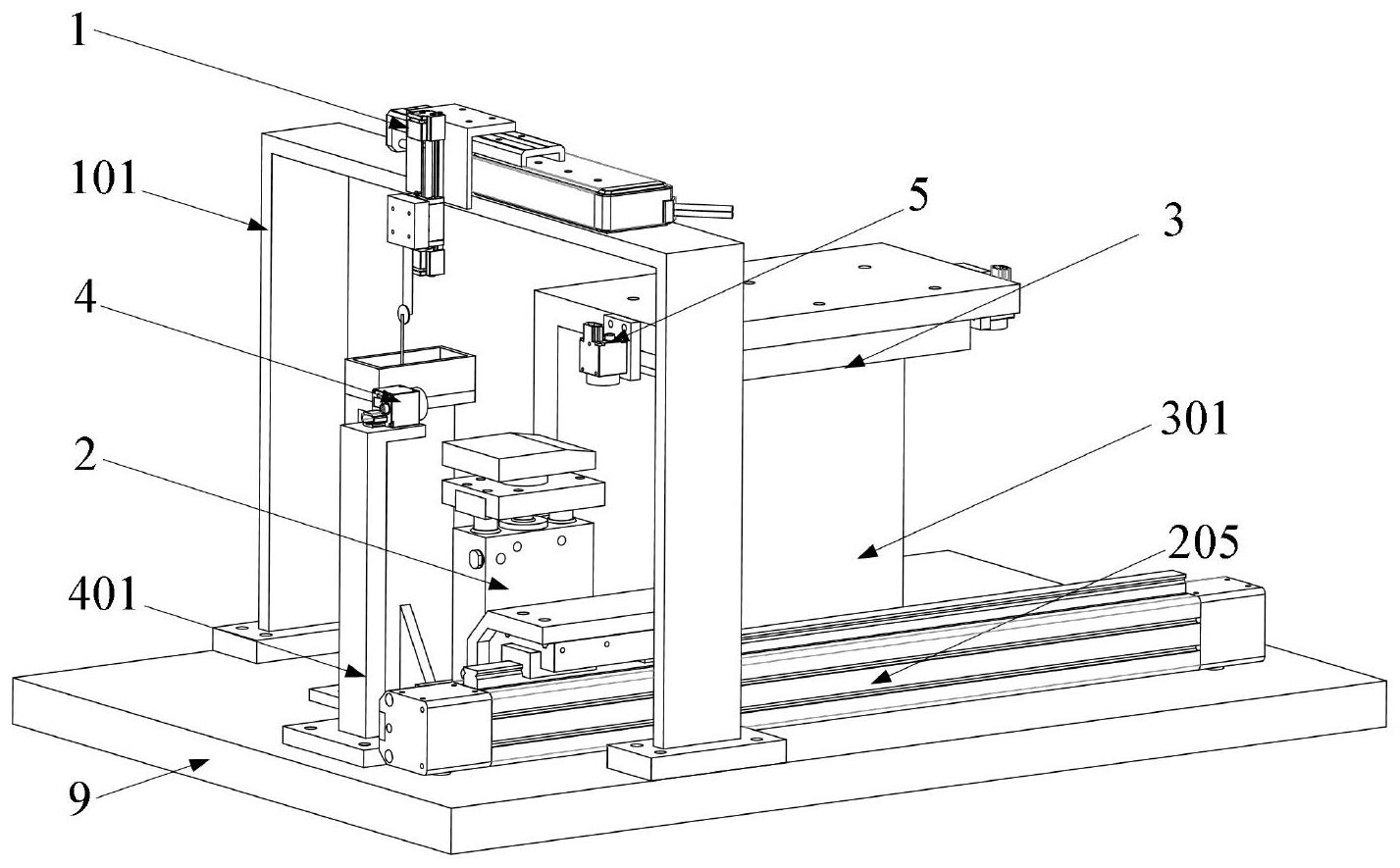
本发明的目的在于提供一种刀具-工件接触面液滴动态润湿特性检测方法与装 置。 本发明一种刀具-工件接触面液滴动态润湿特性检测方法具体如下: 步骤一、对m种被测液体分别进行液滴摩擦拖拽试验,获得被测液体的铺展面积和 粘附痕迹长度。液滴摩擦拖拽试验为将被测液体滴加在刀具块上,并将刀具块和工件块进 行一次摩擦运动。铺展面积为摩擦前的俯视面积;粘附痕迹长度为摩擦后所成痕迹的长度。 步骤二、基于层次分析法,将被测液体的动态润湿特性评判过程分为三个层次:最 下层为方案层,由m种被测液体组成;中间层为准则层,由测得的润湿角、铺展面积、粘附痕 迹长度组成。最上层为目标层,即评判的被测液体的最佳动态润湿特性。 步骤三、构造准则层对目标层的判断矩阵A。将润湿角、铺展面积、粘附痕迹长度分 别作为三个因素;分别设定准则层的三个因素中两两之间的重要性影响比; 建立矩阵A如式(1)所示。 6 CN 111579436 A 说 明 书 2/10 页 式(1)中,aij表示第i个因素与第j个因素之间的重要性影响比,i=1,2,3,j=1,2, 3, aij越大表示第i个因素相较于第j个因素越重要; 计算矩阵A的权向量ωa=[ωa1,ωa2,ω Ta3] 和最大特征根λa。 步骤四、构造对方案层对目标层的判断矩阵B、C、D。根据m种被测液体的润湿角大 小,确定m种被测液体两两之间的润湿角特征比,建立矩阵B如式(2)所示。根据m种被测液体 的铺展面积大小,确定m种被测液体两两之间的铺展面积特征比,建立矩阵C如式(3)所示。 根据m种被测液体的粘附痕迹长度大小,确定m种被测液体两两之间的痕迹长度特征比,建 立矩阵D如式(4)所示。 其中,bxy表示第x种被测液体与第y种被测液体的润湿角特征比;cxy表示第x种被 测液体与第y种被测液体的铺展面积特征比;dxy表示第x种被测液体与第y种被测液体的痕 迹长度特征比;x=1,2,…,m,y=1,2,…,m。 分别计算矩阵B、C、D的权向量ωb=[ωb1,ωb2,...,ω ]Tbm 、ωc=[ωc1 ,ωc2,..., ωcm]T、ωd=[ωd1,ωd2,...,ω ]Tdm 和最大特征根λb、λc、λd。 步骤五、对矩阵A、B、C、D分别进行一致性检测,对未通过一致性检测的矩阵进行根 据步骤六中的方法进行修正;若矩阵A、B、C、D均通过一致性检验,则直接进入步骤七。 步骤六、对各个未通过一致性检测的矩阵A、B、C或D进行修正,使其通过一致性检 验。 步骤七、计算各方案对目标的权向量ω如式(7)所示。 权重特征值ω1、ω2、ω3分别对应m种被测液体;权重特征值越大,则对应的被测液 体的动态润湿特性越优异,由此得到三种被测液体的动态润湿特性的优劣。 7 CN 111579436 A 说 明 书 3/10 页 作为优选,步骤六中修正矩阵的具体过程如下: 6-1:将未通过一致性检测的矩阵A、B、C或D分别定义为被修正矩阵Z;根据被修正 矩阵Z的权向量ωz=[ωz1,ωz2,...,ωzn]T构造一致性矩阵W如式(5)所示; 6-2:计算扰动矩阵P如式(6)所示; P=Z-W (6) 6-3:按照扰动矩阵P中元素绝对值从大到小的顺序,对修正被修正矩阵Z内各个对 应元素进行排序;之后按照顺序依次修正被修正矩阵Z内各个大于1的元素;修正的条件为: 若被修正的元素zij≠2且pij>0,则将zij减小1。若zij≠9且pij<0,则将zij增大1;否则,zij保 持不变。当被修正矩阵Z内一个大于1的元素zij被修正时,同步修正该元素在被修正矩阵Z内 对角位置的元素zji,使得zij=1/zji。 每当一个被修正矩阵Z内一个大于1的元素被修正后,均对修正后被修正矩阵Z进 行一致性检测;若通过一致性检测,被修正矩阵Z的修正完成。若未通过一致性检测,则继续 修正被修正矩阵Z内的下一个元素;若被修正矩阵Z内所有大于1的元素均被修正后,被修正 矩阵Z依然未通过一致性检测,则进入步骤6-4。 6-4.以修正后的被修正矩阵Z作为新的被修正矩阵Z重新执行步骤6-1至6-3的修 正,直到被修正矩阵Z通过一致性检测。 作为优选,步骤三中,a12=5,a13=3,a23=2。 作为优选,两种被测液体的润湿角特征比的确定方法如下:将液滴润湿角划分为 四个区间:分别为[0°,30°)、[30°,60°)、[60°,90°)、[90°,180°)。如果两种被测液体测得的 润湿角在同一区间时,则润湿角较小的被测液体与润湿角较大的被测液体的润湿角特征比 取1~5。如果两种被测液体测得的润湿角分别在两个相邻的区间,润湿角较小的被测液体 与润湿角较大的被测液体的润湿角特征比为7;如果两种被测液体测得的润湿角不处于同 一个区间也不处于两个相邻的区间,则润湿角较小的被测液体与润湿角较大的被测液体的 润湿角特征比为9。在处于润湿角出去同一区间的前提下,若两被测液体的润湿角的差值为 0°至5°,则润湿角较小的被测液体与润湿角较大的被测液体的润湿角特征比为1;若两被测 液体的润湿角的差值为5°至10°,则润湿角较小的被测液体与润湿角较大的被测液体的润 湿角特征比为2;若两被测液体的润湿角的差值为10°至15°,则润湿角较小的被测液体与润 湿角较大的被测液体的润湿角特征比为3;若两被测液体的润湿角的差值为15°至20°,则润 湿角较小的被测液体与润湿角较大的被测液体的润湿角特征比为4;若两被测液体的润湿 角的差值为20°至30°,则润湿角较小的被测液体与润湿角较大的被测液体的润湿角特征比 为5; 作为优选,两种被测液体的铺展面积特征比的确定方法如下:计算最大面积差RS =Smax-Smin;Smax为m种被测液体的铺展面积的最大值;Smin为m种被测液体的铺展面积的最小 8 CN 111579436 A 说 明 书 4/10 页 值;铺展面积较大的被测液体与铺展面积较小的被测液体之间的铺展面积特征比为 其中, 为向上取整运算;先计算该两种被测液体的铺展面积的差值ΔS;Sl=RS/7。 作为优选,两种被测液体的痕迹长度特征比的确定方法如下:计算最大面积差RL =Lmax-Lmin;Lmax为m种被测液体的痕迹长度的最大值;Lmin为m种被测液体的痕迹长度的最小 值;痕迹长度较大的被测液体与痕迹长度较小的被测液体之间的痕迹长度特征比为 其中, 为向上取整运算;先计算该两种被测液体的痕迹长度的差值ΔL;Sl=RL/ 7。 作为优选,步骤五中对矩阵进行一致性检测的方法如下:计算被检测矩阵的一致 性指标 n为被检测矩阵的阶数;λ为被检测矩阵的特征根;引入随机一致性指标RI; RI的大小有被检测矩阵的阶数n决定;如下表所示; 计算一致性比率 若CR<0.1,则被检测矩阵通过一致性检验;否则被检测 矩阵未通过一致性检验。 一种刀具-工件接触面液滴动态润湿特性检测装置,包括微液滴制备装置、刀具块 进给装置、工件块、视觉检测系统和机架。微液滴制备装置与刀具块进给装置并排设置;微 液滴制备装置吸取被测液滴并滴加至刀具块进给装置的刀具块上。刀具块进给装置与工件 块对齐。所述微液滴制备装置包括微液滴蘸取模块和液体盛放容器。微液滴蘸取装置通过 呈门形的微液滴制备支架安装在底板上;所述微液滴蘸取模块包括XZ驱动台和碳纤维束。 竖直设置的碳纤维束安装在XZ驱动台上。液体盛放容器固定在机架上。 所述的刀具块进给装置包括刀具块、压力气缸、第二连接板和Y向移动平台。Y向移 动平台安装在底板上。第二连接板固定在Y向移动平台的滑移块上。压力气缸固定在第二连 接板上,且推出杆朝向正上方。刀具块安装在压力气缸的推出杆上。工件块固定在机架上。 视觉检测系统包括润湿角检测摄像头、铺展面积检测摄像头和痕迹检测摄像头。润湿角检 测摄像头通过视觉检测摄像头支架固定在底板上,且镜头朝向水平设置。铺展面积检测摄 像头、痕迹检测摄像头均固定在工件块安装支架上,镜头竖直朝下,高于刀具块的底面,且 分别位于刀具块的两端。 作为优选,所述的XZ驱动台包括X向移动平台、第一连接板和Z向移动平台。水平设 置的X向移动平台安装在微液滴制备支架的顶部;第一连接板固定在X向移动平台的滑动块 上。竖直设置的Z向移动平台安装在第一连接板上。 作为优选,所述的刀具块与压力气缸的推出杆之间设置有三向力传感器。 作为优选,所述工件块的底部设置有倒角。 本发明具有的有益效果是: 1、本发明分别通过液滴润湿角、液滴铺展面积和液滴黏附痕迹长度建立了层次分 析模型,并通过权向量的计算提供了一种适用于不同刀具、工件材料的最佳润湿性液滴选 9 CN 111579436 A 说 明 书 5/10 页 择方法。弥补了拉削用切削液润湿性检测方法与技术的空白。 2、本发明简化了拉削加工过程,模拟了切削液微液滴在刀具-工件接触表面间的 作用过程。装置操作简单,方便,适应性面广。 附图说明 图1为本发明的整体结构示意图; 图2为本发明中微液滴制备装置的示意图; 图3为本发明中刀具块进给装置的示意图; 图4为本发明中层次选择法的层次结构示意图。











