
技术摘要:
本发明公开一种一体式自行车前叉、其制作方法及自行车,该一体式自行车前叉包括竖管和两个叉腿,所述竖管为长圆管结构,所述竖管的长度为300±50mm;两个所述叉腿一体连接于所述竖管的同一端,且两个所述叉腿相对设置;一所述叉腿面向另一所述叉腿的一侧为平面,一所述 全部
背景技术:
传统的自行车前叉,受限于制作工艺,通常是将两个叉腿经工艺处理后预留一个 与立管连接的安装位,目前,立管要么通过焊接与安装位连接,要么立管插入安装位,然后 通过胶水固定。焊接会导致立管与支腿的连接处脆化易断裂,胶水粘连时间久了会导致失 效脱落。
技术实现要素:
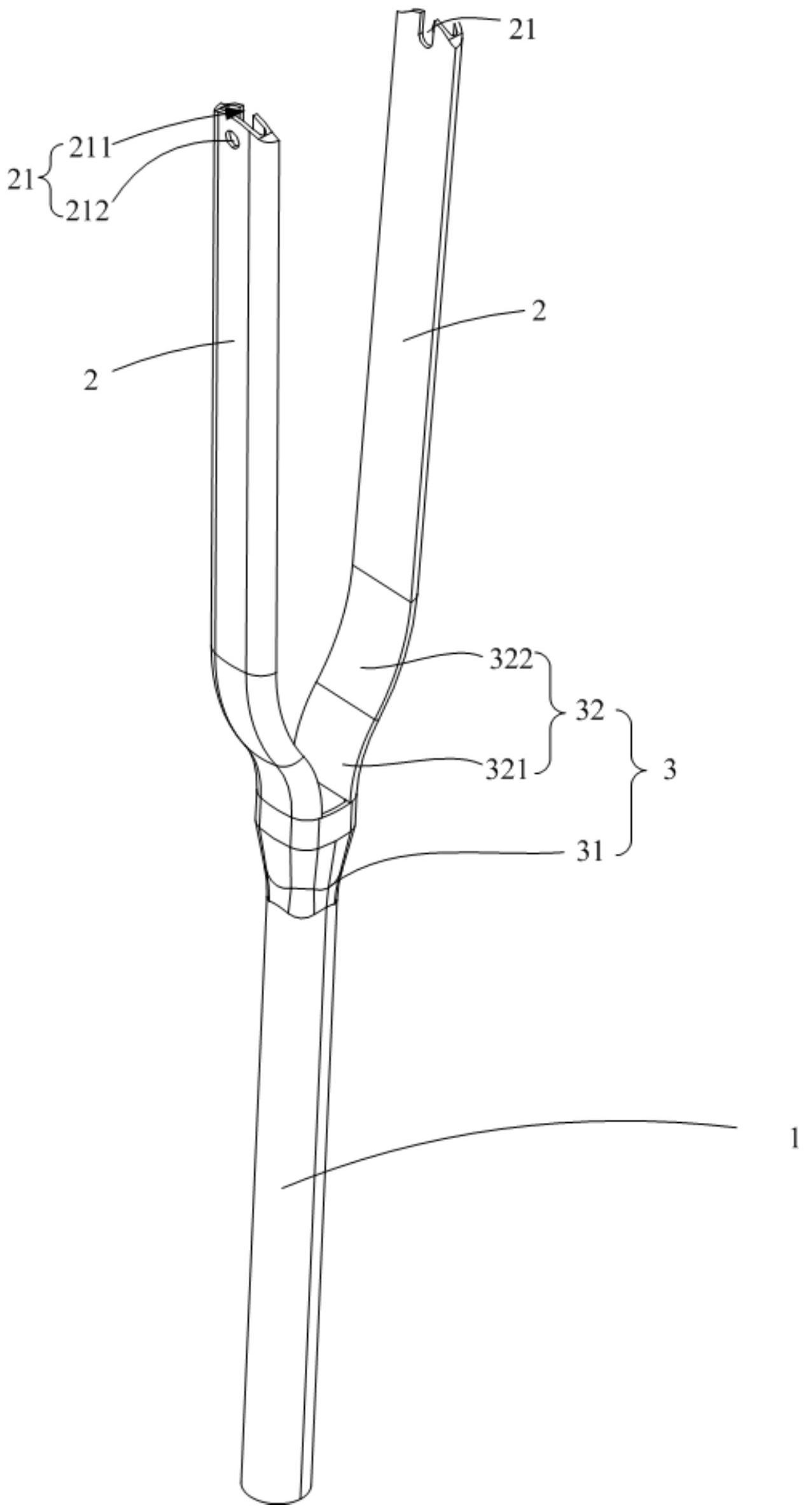
本发明的主要目的是提出一种一体式自行车前叉,旨在提高自行车前叉的强度。 为实现上述目的,本发明提出的一体式自行车前叉包括: 竖管,所述竖管为长圆管结构,所述竖管的长度为300±50mm; 两个叉腿,两个所述叉腿一体连接于所述竖管的同一端,且两个所述叉腿相对设 置;一所述叉腿面向另一所述叉腿的一侧为平面,一所述叉腿背向另一所述叉腿的一侧为 弧形面。 在本发明的一实施例中,所述竖管通过连接管与两个所述叉腿连接;所述连接管 呈Y形,所述连接管包括一体成型的管连接部和两个叉连接部,所述管连接部远离所述叉连 接部的一端与所述竖管连接,两个所述叉连接部远离所述管连接部的一端分别与两个所述 叉腿连接;所述管连接部与所述竖管一体成型,所述叉连接部与所述叉腿一体成型,所述叉 连接部的截面形状与所述叉腿的截面形状相同。 在本发明的一实施例中,所述叉连接部呈S形,所述叉连接部包括一体连接的第一 弧形段和第二弧形段,第一弧形段远离第二弧形段的一端与所述管连接部连接,第二弧形 段远离所述第一弧形段的一端与所述叉腿连接;一所述叉连接部的所述第一弧形段的弧心 位于背向另一所述叉连接部的一侧。 在本发明的一实施例中,两个所述叉腿的延长方向呈夹角设置。 本发明还提出一体式自行车前叉的制作方法,所述制作方法包括以下步骤: 提供一种型材管,所述型材管为两端开口的中空结构,所述型材管的内腔设有两 个平行设置的隔筋,所述隔筋的延伸方向与所述型材管的长度方向相同; 从所述型材管的一端沿所述型材管的长度方向去除部分所述隔筋,形成所述竖 管; 从所述型材管的另一端对所述型材管位于两个所述隔筋之间的管壁进行开槽处 理,形成两个所述叉腿; 将所述型材管加工形成所述一体式自行车前叉。 在本发明的一实施例中,所述将所述型材管加工形成所述一体式自行车前叉包括 4 CN 111591384 A 说 明 书 2/9 页 以下步骤: 对所述型材管进行皂化处理; 对皂化处理后的所述竖管进行扩管处理; 对扩管处理后的所述型材管进行退火处理; 对退火处理后的所述型材管进行皂化处理; 对皂化处理后的所述竖管进行缩管处理。 在本发明的一实施例中,所述的皂化处理均包括以下步骤: 先将所述型材管放入带有脱脂剂的常温水槽内8-16分钟; 再将所述型材管放入常温的清水槽内0.5-1.5分钟; 再将所述型材管放入常温的清水槽内0.5-1.5分钟; 再将所述型材管放入带有皮膜剂温度在80-90度的水槽内2-4分钟; 再将所述型材管放入常温的清水槽内0.5-1.5分钟; 再将所述型材管放入常温的清水槽内0.5-1.5分钟; 最后将所述型材管放入带有润滑剂温度为80-90度的水槽内4-7分钟。 在本发明的一实施例中,所述的退火处理中, 若所述型材管是6061材质,将所述型材管放入温度为400-460℃的回火炉中0.8至 1.2小时,自然降温后型材管韦氏硬度为0-3度; 若所述型材管是7005材质,将所述型材管放入温度为400-460℃的回火炉中1.3至 1.8小时,自然降温后型材管韦氏硬度为6-8度; 若所述型材管是6066材质,将所述型材管放入温度为400-460℃的回火炉中0.8至 1.2小时,自然降温后型材管韦氏硬度为3-5度。 在本发明的一实施例中,所述将所述型材管加工形成所述一体式自行车前叉还包 括以下步骤: 使用开叉外模具和开叉内芯对两个所述叉腿进行开叉处理,使所述型材管形成所 述一体式前叉。 本发明还提出一种自行车,包括车轮、车把管和上述的一体式自行车前叉,所述一 体式自行车前叉的竖管远离所述叉腿的一端与所述车把管连接,所述所述一体式自行车前 叉的叉腿远离所述竖管的一端与所述车轮连接。 本发明的有益效果是: 1、本发明技术方案中一体式自行车前叉通过将竖管设置为长圆管结构,且竖管的 长度为300±50mm,可以满足自行车的需求,同时叉腿与竖管为一体连接结构,可以提高连 接处的强度,不容易发生断裂,提高使用寿命和安全性。本发明使竖管和叉腿一体成型,减 少了焊接对强度的影响和焊接所产生的变形后的校正工艺,减少了不良的产生节约了工 序,降低了生产风险,节约了成本。通过将一所述叉腿面向另一所述叉腿的一侧设置平面, 可以减少将叉腿远离竖管的一端加工为平面的工序,降低制造难度,减少加工工序,同时又 保证了叉腿的强度;一所述叉腿背向另一所述叉腿的一侧为弧形面,本发明与车轮安装后, 弧形面朝向背离车轮的一侧,可在自行车翻倒时起到缓冲的作用,同时具有美观效果。 2、本发明技术方案中一体式自行车前叉的制作方法中,通过将型材管一端内的隔 筋去除形成竖管,另一端直接进行开槽处理形成两个支腿,实现竖管和支腿一体连接的目 5 CN 111591384 A 说 明 书 3/9 页 的,竖管和支腿无需进行额外的焊接处理,本发明中竖管和支腿直接在同一型材管上加工 成型。同时本发明的制作方法中,制造的型材管内设有两个平行设置的隔筋,在对两个隔筋 之间的管壁进行开槽处理后,每一隔筋和相连的型材管的管壁围合形成所述支腿,无需再 对支腿的形状形状压制锻造,减少了加工工序,减低了制造难度。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图示出的结构获得其他的附图。 图1为本发明一体式自行车前叉一实施例的结构示意图; 图2为图1的主视图; 图3为图2中A-A处剖视图; 图4为本发明一体式自行车前叉的制作方法S1中制造的型材管示意图; 图5为本发明一体式自行车前叉的制作方法中经S2和S3后的型材管示意图; 图6为本发明一体式自行车前叉的制作方法中经S42扩管处理后的型材管示意图; 图7为本发明一体式自行车前叉的制作方法中经S45缩管处理后的型材管示意图; 图8为本发明一体式自行车前叉的制作方法中经S46开叉处理后的型材管示意图; 图9为本发明一体式自行车前叉的制作方法型材管加工出勾爪示意图; 图10为本发明一体式自行车前叉的制作方法S46开叉处理示意图; 图11为本发明一体式自行车前叉的制作方法的流程示意图。 附图标号说明: 本发明的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











