
技术摘要:
本发明公开了一种用于改善加温元件导电性能的工艺方法。本发明提供的工艺方法是在现有的加温元件表面铺贴一层预浸料,将加温元件边缘包覆,然后在包覆完成的预浸料表面铺贴一层撕下层,撕下层铺贴完成后进行固定,然后再进行制袋,制袋完成后在热压罐中进行固化。本工 全部
背景技术:
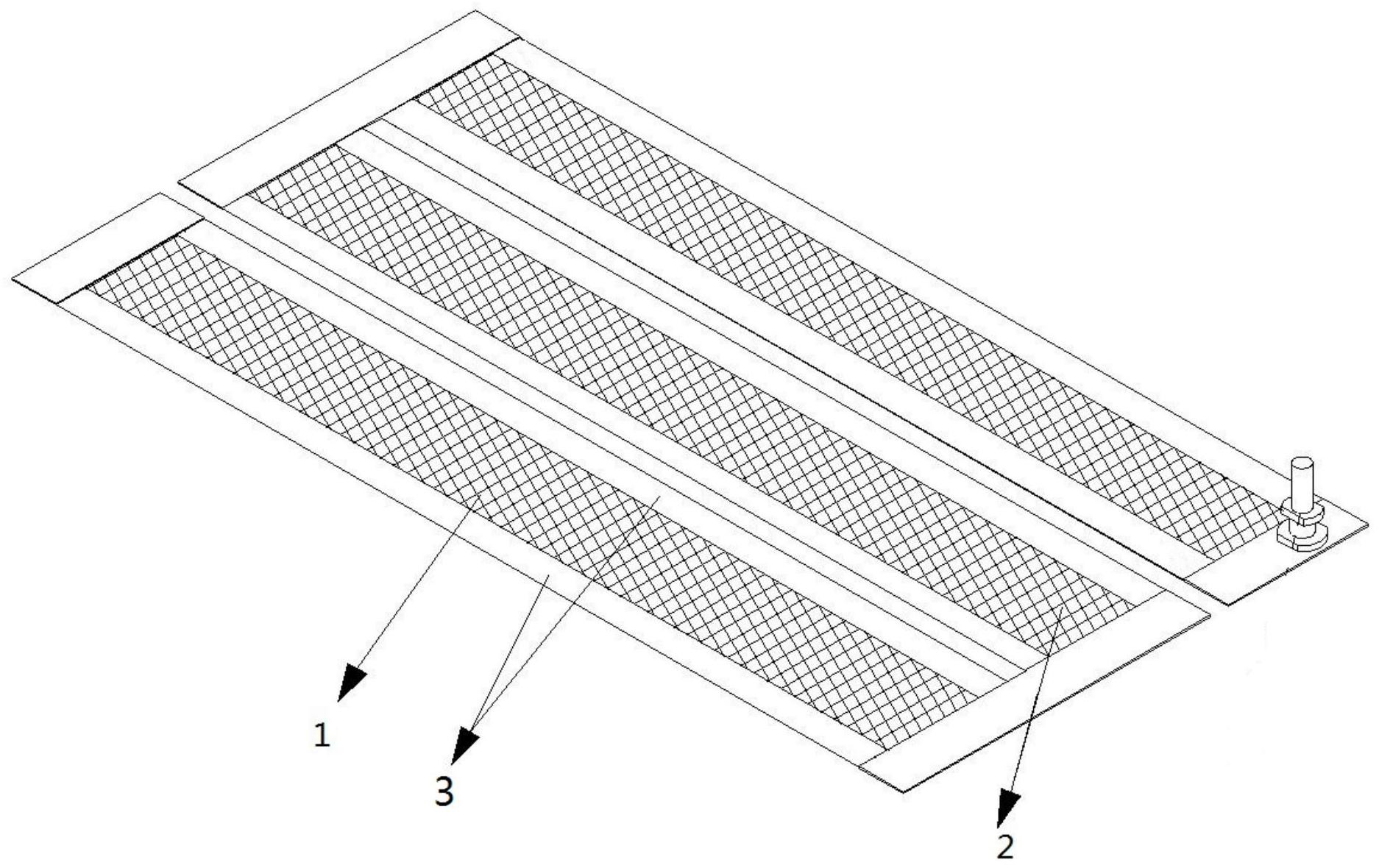
尾翼除冰、防冰零件中的加温元件是将电源提供的电能转变为热能,从而对零件 表面进行加热,达到除冰的目的。其结构是由不锈钢网、铜片和接线柱组成(如附图1所示), 不锈钢网是由不锈钢通过十字编织得到的网状结构,铜片和接线柱之间是通过焊接的方法 连接到不锈钢网上。 为保证加温元件电能和热能之间的相互转化,设计对于加温元件在实际工作中的 电阻具有极高的要求,因此对于加温元件来说,各个加温元件之间的连接结果(通路、短路 或者断路)对于零件的除冰功能具有重要的影响。 现有尾翼除冰、防冰零件中的加温元件是直接铺贴到预浸料上,因此此类零件导 热性能的优劣则完全取决于加温元件自身的性能。 对于现有的加温元件,由于制造工艺的局限性,目前的工艺技术水平不能使得加 温元件边缘的毛边完全消除(如附图2所示),再加上每个加温元件中间的间隙较小,只有 6mm±1mm,因此在铺贴过程中,加温元件相邻不锈钢网之间可能产生搭接,使得加温元件之 间发生短路,从而导致尾翼除冰、防冰零件在通电过程中发生烧蚀等现象。若要通过改进加 温元件的工艺过程来消除此现象,则对加温元件的加工装置精度要求非常高;若通过人工 裁剪消除此现象,则大大提高了人工成本,且消除效果依赖于人为因素。
技术实现要素:
本发明的目的是提供一种用于尾翼除冰、防冰零件制造过程中改善加温元件导电 性能的工艺方法。本发明提供的工艺方法不需要使用精度很高的加工装置,降低了产品的 制造成本,且有效避免了由于人为因素导致的加温元件边缘毛边消除不彻底的问题。 本发明的技术方案为: 一种用于改善加温元件导电性能的工艺方法,包括如下步骤 步骤1在现有的加温元件表面铺贴一层预浸料,预浸料与尾翼除冰、防冰零件所使 用的材料相同,预浸料将加温元件边缘包覆;加温元件表面包覆的预浸料宽度不小于6mm, 最大宽度可将加温元件表面全部包覆。 步骤2在步骤1中包覆完成后在预浸料表面铺贴一层撕下层,撕下层铺贴完成后使 用压敏胶带进行固定。 步骤3对步骤2中固定之后的加温元件在平板工装的对角线位置处至少各接1支热 电偶,然后进行制袋,制袋完成后在热压罐中进行固化;在热压罐进行固化的固化参数取决 于所包覆预浸料材料的固化参数。 步骤4对步骤3中固化完成的加温元件进行剥离,先剥离固定加温元件的材料,随 3 CN 111590927 A 说 明 书 2/3 页 后剥离铺贴在预浸料表面的撕下层; 步骤5将步骤4中剥离完成的加温元件胶接到尾翼除冰、防冰零件上,开始后续制 造过程。 本发明的有益效果是: (1)使用了复合材料成型过程中常用的主材料-预浸料,使用该材料包覆之后完全 消除了加温元件边缘的毛边问题,避免了使用精度较高的加温元件加工装置; (2)使用预浸料包覆之后,对于整个加温元件的电阻影响非常小,在设计要求的范 围之内,此外,由于其密度低的优点,对于加温元件的重量变化在设计规定的范围内,有效 保证了加温元件的导电性能; (3)使用了复合材料成型过程中常用的辅助材料—撕下层,提高了加温元件在后 续胶接过程中的表面胶接质量。 附图说明 图1为加温元件包覆预浸料示意图; 图2为加温元件毛边示意图; 图中,1-加温元件,2-不锈钢网,3-预浸料,4-边缘。











