
技术摘要:
本发明涉及船舶制造技术领域,其公开了一种大型液压螺母的试配工装,包括内圈、活动套装在所述内圈外圆上的外圈、分别设置在所述内圈外圆上和所述外圈内圆上的一圈弧形沟槽、连接在所述内圈与所述外圈之间的弧形沟槽内的若干数量的钢珠,固定在所述外圈上的吊装座、连 全部
背景技术:
近年来,由于船东、船检提高了舵杆、螺旋桨轴螺纹配合间隙的要求,要求各螺纹 至少需达到6H的精度等级。在舵杆、螺旋桨轴按图纸要求加工完成后,为了保证安装的顺利 进行需对大型液压螺母螺纹进行预装。精度等级的提高给车间在大型液压螺母螺纹加工完 成后的试配带来的极大难度。为了解决因间隙变小以后出现螺纹难配,易咬死等问题,有必 要针对上述问题提出一种新的大型液压螺母螺纹试配办法,以使得螺纹满足加工要求并使 试配顺利完成。
技术实现要素:
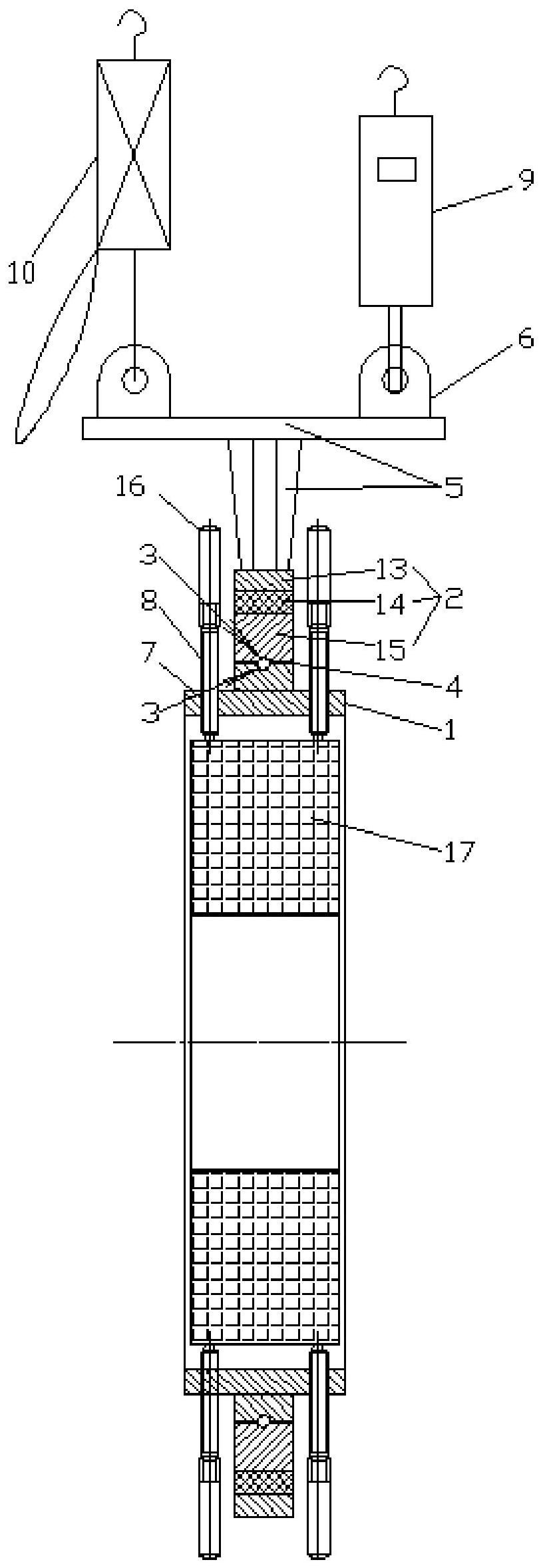
为了解决上述问题,本发明提出一种大型液压螺母的试配工装,旨在实现大型液 压螺母的顺利试配。具体的技术方案如下: 一种大型液压螺母的试配工装,包括内圈、活动套装在所述内圈外圆上的外圈、分 别设置在所述内圈外圆上和所述外圈内圆上的一圈弧形沟槽、连接在所述内圈与所述外圈 之间的弧形沟槽内的若干数量的钢珠,固定在所述外圈上的吊装座、连接在所述吊装座上 的吊耳,所述内圈的两侧分别向两侧延伸至所述外圈之外,且所述内圈的两侧延伸段的外 圆上沿周向间隔分布有若干数量的贯穿螺纹孔,所述贯穿螺纹孔上安装有向着所述内圈中 心方向顶压的丝杆。 优选的,所述吊耳的数量为一对且沿着平行于所述内圈中心轴线的方向布置。 作为本发明的进一步改进,所述的一对吊耳中的其中一个吊耳挂接在电子吊称 上,所述的一对吊耳中的其中另一个吊耳挂接在起重葫芦上。 作为本发明的优选方案,所述外圈的外圆上设置有连通所述外圈的弧形沟槽的钢 珠安装用通孔,所述通孔内固定有一螺纹柱销,所述螺纹柱销朝向所述弧形沟槽的一端设 置有与所述外圈的弧形沟槽相接齐的弧形沟槽。所述螺纹柱销的另一端设置有六角头。 其中,所述螺纹柱销一端的弧形沟槽的加工,是螺纹柱销与外圈装配成一体后与 外圈上的弧形沟槽一起进行加工的。 优选的,所述外圈的侧面和所述螺纹柱销的外圆上分别设置有一销孔,所述销孔 内安装有一横销以用于将所述螺纹柱销固定。 作为本发明的更进一步改进,所述外圈包括依次相互叠套成一体的外层外圈、中 层外圈和内层外圈,所述中层外圈为软橡胶圈。 优选的,所述软橡胶圈通过橡胶压模与所述外层外圈、内层外圈压制在一起。 本发明中,所述丝杆远离内圈中心方向的一端一体化地连接有手柄,所述手柄的 一段外圆被铣削成六角形状。 所述钢珠与所述弧形沟槽之间的单边间隙为1~2mm。 3 CN 111604679 A 说 明 书 2/3 页 本发明中,工装分内圈、外圈两部分组成,中间使用钢珠连接。内圈及外圈的R槽 (弧形沟槽)与钢珠之间的间隙为1~2mm,并使用数控车床加工完成。在内圈圆周设计两排 螺纹孔,并使用丝杆穿过内圈紧固需试配的液压螺母。 使用时,将液压螺母预先安装到工装上并通过丝杆将液压螺母固定到内圈中。然 后吊起工装与外螺纹对中后试配。试配时可以通过扳动丝杆上的手柄来转动液压螺母与外 螺纹进行试配。 本发明为了保证工装内圈、外圈与外螺纹中心轴线同轴,在吊装座上设置了起重 葫芦和电子吊称,通过起重葫芦来调整液压螺母平面与试配件外螺纹的垂直度,通过电子 吊称所显示的重量变化数据来调整工装连同液压螺母的高度位置,从而使得液压螺母的中 心始终与舵杆、螺旋桨轴外螺纹中心保持一至。 本发明的有益效果是: 第一,本发明的一种大型液压螺母的试配工装,通过重量平衡原理,使液压螺母的 螺纹配合间隙均匀分布。在重量变化的时候也可即时调节高低,从而使得螺纹试配始终处 于最佳状态,从而避免了不必要的螺纹咬死现象。 第二,本发明的一种大型液压螺母的试配工装,其改进的外圈结构设置了软橡胶 材料的中层外圈,可以大幅度提高吊装及试配的安全性,且能够使得试配的自适应性更好, 即使外螺纹轴线有一定倾斜也能使得试配顺利进行,由此一举解决了车间造船大件螺纹试 配困难的技术难题,使得造船关键零件加工能够顺利完成。 附图说明 图1是本发明的一种大型液压螺母的试配工装的结构示意图; 图2是图1的左视图(其中的电子吊称和起重葫芦未画出)。 图中:1、内圈,2、外圈,3、弧形沟槽,4、钢珠,5、吊装座,6、吊耳,7、延伸段,8、丝杆, 9、电子吊称,10、起重葫芦,11、螺纹柱销,12、横销,13、外层外圈,14、中层外圈,15、内层外 圈,16、手柄,17、液压螺母。











