
技术摘要:
本发明公开的一种金属挤压成型装置,包括外壳,所述外壳内设有开口向前的空腔,所述空腔内转动设有转动盘,所述转动盘固连在输出轴上并且能跟随所述输出轴转动,所述转动盘左侧表面设有四个以所述输出轴为转动中心并且均匀分布的凸出杆,四个所述凸出杆内分别设有开口 全部
背景技术:
现有的金属挤压成型装置大多数为人工补料,不能对一批金属进行运输补料,导 致加工效率不高,并且大部分缺少多成品制作的功能,缺少将成品分类保存的功能,同一根 物料不能进行多种成品的制作,导致加工多样化程度低,本发明阐述的一种金属挤压成型 装置,能够解决上述问题。
技术实现要素:
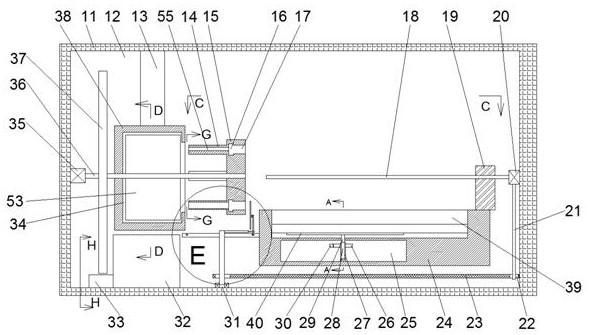
为解决上述问题,本例设计了一种金属挤压成型装置,本例的一种金属挤压成型 装置,包括外壳,所述外壳内设有开口向前的空腔,所述空腔内转动设有转动盘,所述转动 盘固连在输出轴上并且能跟随所述输出轴转动,所述转动盘左侧表面设有四个以所述输出 轴为转动中心并且均匀分布的凸出杆,四个所述凸出杆内分别设有开口向左并且形状不同 的成型腔,即四种所述成型腔内能成型出四种不同形状的金属,每个所述成型腔右侧连通 设有加热腔,每个所述加热腔右侧连通设有进给腔,所述加热腔和所述进给腔位于所述转 动盘内,并且所述进给腔开口向右,所述空腔上侧内壁固连设有固定块,所述固定块下方固 连设有圆筒,所述输出轴与所述圆筒转动连接,所述圆筒位于所述凸出杆左侧,所述圆筒内 设有开口向右的圆形腔,所述圆形腔内转动连接设有四个以所述输出轴为中心并且均匀分 布的转动板,即所述转动板将所述圆形腔的空间分成四部分,四个所述转动板固连在所述 输出轴上并且跟随所述输出轴转动,工作时所述输出轴转动进而带动所述转动板、所述转 动盘、所述凸出杆同步转动,直至其中一个所述进给腔处于下极限位置时停止,此时右侧的 毛坯向左移动并进入所述进给腔,随着毛坯继续左移进入所述加热腔时,所述加热腔内壁 对毛坯进行加热融化,随着毛坯继续左移,被加热融化的毛坯在所述成型腔内成型并左移, 随着毛坯继续左移,成型的产品从所述成型腔左侧被推出并进入所述圆形腔内的某两个所 述转动板之间,若想成型其他所述成型腔样式的产品,只需转动所述输出轴进而带动所述 转动板、所述凸出杆、所述凸出杆转动,进而带动其他的所述进给腔位于下极限位置停止即 可,即最终四种不同的产品被产生并被推入所述圆形腔内四个空间中分别储存;所述空腔 后壁上固连设有原料台,所述原料台上设有开口向上的进料槽和出料槽,所述进料槽位于 所述出料槽前侧,所述进料槽和所述出料槽之间连通设有传输槽,所述原料台内设有传动 腔,所述原料台内前后滑动设有推杆,所述推杆前端位于所述传动腔内,所述推杆后端位于 所述进料槽内,所述推杆前端与所述传动腔前侧内壁之间固连设有伸缩弹簧,所述传动腔 内固连设有中心轴,所述中心轴上转动设有摆动杆,所述摆动杆位于所述伸缩弹簧左侧,所 述摆动杆绕所述中心轴转动时能接触所述推杆并将所述推杆向后推动,所述传动腔下侧内 壁固连设有转动电机,所述转动电机右侧动力连接设有主动轴,所述主动轴远离所述转动 电机的一端固连设有主动杆,所述主动杆内滑动设有滑动杆,所述滑动杆远离所述主动杆 4 CN 111589888 A 说 明 书 2/7 页 的一端转动连接在连接块上,所述连接块固连在长杆上,所述长杆位于所述中心轴正后方, 所述长杆前后滑动连接在凸块上,所述凸块固连在所述传动腔下侧内壁,所述长杆后端右 侧有齿并与转动齿轮啮合,所述转动齿轮固连在转动杆上,所述转动杆下端转动连接在所 述传动腔下侧内壁,所述转动杆内花键连接设有短杆,即所述短杆只能相对所述转动杆上 下移动,所述短杆上端固连设有螺纹杆,所述螺纹杆与所述原料台螺纹连接,所述螺纹杆上 段位于所述出料槽内,所述螺纹杆下段位于所述传动腔内,所述螺纹杆转动连接在送料块 上,所述送料块上下滑动连接在所述出料槽内,初始状态时所述送料块位于所述传输槽正 后侧处,所述推杆后端面与所述传输槽前端面重合,操作人员将等直径的毛坯放入所述进 料槽内直至填满所述传输槽和所述进料槽,即最后侧的一个毛坯将抵在所述送料块前端面 上,并且所述传输槽内最前方的一个毛坯抵在所述传输槽前表面上,工作时启动所述转动 电机进而带动所述主动轴转动,进而带动所述主动杆、所述滑动杆转动,进而带动所述连接 块、所述长杆沿所述凸块向前移动,同时所述滑动杆在所述主动杆内滑动,所述长杆向前移 动进而带动所述转动齿轮转动,进而带动所述转动杆、所述短杆、所述螺纹杆转动,进而在 螺纹连接作用下所述螺纹杆向下移动,同时所述短杆在转动杆内向下移动,所述螺纹杆向 下移动的同时带动所述送料块向下移动,在所述长杆向前移动的同时推动所述摆动杆下 端,使得所述摆动杆绕所述中心轴旋转,进而所述摆动杆上端接触所述推杆后端并将所述 推杆向后推,同时拉升所述伸缩弹簧,进而所述传输槽内最前侧的球被往后推动,同时所述 传输槽内最后侧的一个球被推动到所述送料块上,此时所述转动电机启动并带动所述主动 轴反转,进而所述长杆后移,进而所述推杆在所述伸缩弹簧回弹力作用下向前移动,同时所 述进料槽内下一个毛坯落入所述传输槽内,所述长杆后移的同时所述螺纹杆反转并带动所 述送料块向上移动,将毛坯送至所述原料台上表面等待加工,当毛坯用完时所述转动电机 再次正转,进而所述送料块向下移动,同时所述推杆向后滑动并将新一个毛坯送至所述送 料块上表面。 可优选的,所述原料台左侧固连设有固定板,所述固定板内设有开口向后的矩形 槽,所述矩形槽内滑动设有滑动块,所述滑动块上后端面固连设有连接杆,所述连接杆后端 固连设有切割电机,所述切割电机左端面动力连接设有动力轴,所述动力轴左端固连设有 切割刀,通过所述切割刀高速转动来切割毛坯,所述固定板上转动设有传动杆,所述传动杆 点断固连设有从动杆,所述从动杆位于所述固定板前侧,所述从动杆内滑动设有伸缩杆,所 述伸缩杆远离所述从动杆的一端转动连接在所述连接杆上,所述传动杆下端转动连接在所 述空腔下侧内壁上,所述传动杆下侧固连设有从动皮带轮,所述从动皮带轮上啮合设有皮 带,所述皮带后端啮合在主动皮带轮上,所述主动皮带轮固连在原料台上,所述转动轴动力 连接在副电机下端,所述副电机固连在所述空腔右侧内壁上,当毛坯在向左推进成型过程 中,若需要切断成型完成的毛坯,启动所述副电机进而带动所述转动轴转动,进而带动所述 主动皮带轮转动,进而在所述皮带连接作用下带动所述从动皮带轮转动,进而带动所述传 动杆转动,进而带动所述从动杆、所述伸缩杆绕所述传动杆转动,进而带动所述连接杆、所 述切割电机、所述动力轴、所述切割刀移动,同时所述滑动块沿所述矩形槽移动,同时所述 伸缩杆被拉伸和压缩,并通过所述转动轴的正反转控制所述滑动块在所述矩形槽左侧轨迹 前后移动,并且此时所述切割刀正好位于所述凸出杆左端面与所述丝杆右端面之间,在所 述连接杆的前后移动配合所述切割刀的高速转动,将成型好的毛坯切断,毛坯在重力作用 5 CN 111589888 A 说 明 书 3/7 页 下掉落至所述圆形腔内,若同一个根毛坯需要形成多种形状的产品,此时则需要将所述凸 出杆左端面的产品和所述转动盘右端面的毛坯切断,此时启动所述转动轴带动所述滑动块 沿所述矩形槽内矩形移动,同时所述切割电机启动进而带动所述动力轴转动,进而带动所 述切割刀高速转动,进而所述滑动块在所述矩形槽左端轨迹移动时将成型好的毛坯切断, 所述滑动块在所述矩形槽右端轨迹移动时将所述进给腔右侧的毛坯切断,两侧全部切断 后,旋转所述转动盘进而使得另一个所述进给腔位于下极限位置,再次向左推动毛坯能形 成新的产品。 可优选的,所述空腔左侧内壁固连设有主电机,所述输出轴左端动力连接在所述 主电机右端,所述输出轴上固连设有大齿轮,所述大齿轮位于所述圆筒左侧,所述大齿轮下 端啮合设有齿条,所述齿条固连在所述储存块上,所述储存块设有四个开口向上的储存腔, 所述齿条下壁与所述空腔下壁前后滑动连接,所述储存块下壁与所述空腔前后滑动连接, 所述圆筒下端设有开口向后的弧形腔,所述弧形腔内滑动设有弧形门,所述弧形门前表面 与所述弧形腔前表面之间固连设有电磁弹簧,初始状态时所述电磁弹簧断电使得所述弧形 门在所述电磁弹簧作用下向后滑动进而使得所述圆形腔与外界不相通,当所述圆形腔内的 四个空间装满四种产品并在自然状态下冷却完成后,此时需要对四种已经分类的产品进行 分类储存,以方便操作工人拿取,启动所述主电机进而所述输出轴转动,进而带动所述大齿 轮转动,进而带动所述齿条和所述储存块前后移动,与此同时所述输出轴带动所述转动板 转动,即所述圆形腔内其中一类产品转动到下极限位置时,其中一个所述储存腔正好位于 所述弧形门正下侧,此时对所述电磁弹簧通电收缩,进而所述弧形门打开使得一类产品落 入所述储存腔内,同理当所述转动板转动到下一类产品位于下极限位置时,另一个所述储 存腔正好位于这类产品正下侧,产品在重力作用下落入位于正下侧的所述储存腔内,即四 种产品能分别落入四个所述储存腔内。 可优选的,所述副电机左端动力连接设有丝杆,所述丝杆上螺纹连接设有推块,所 述丝杆和所述推块位于所述原料台上侧,所述推块下端面与所述原料台上端面接触,启动 所述副电机进而带动所述丝杆转动,进而在螺纹连接作用下带动所述推块向左移动,进而 所述推块推动毛坯向左移动。 本发明的有益效果是:本发明对一批毛坯进行推送加工,一根毛坯用完时能进行 自动补料,提高了加工效率,本发明能成型多重成品,并将成品进行分类保存,使得操作工 人需要时能足够方便的取到成品,同一根物料能进行多种成品的制作,增加了操作的可操 作性,使得加工多样化。 附图说明 为了易于说明,本发明由下述的具体实施例及附图作以详细描述。 图1为本发明的一种金属挤压成型装置的整体结构示意图; 图2为图1的“A-A”方向的结构示意图; 图3为图2的“B-B”方向的结构示意图; 图4为图1的“C-C”方向的结构示意图; 图5为图1的“D-D”方向的结构示意图; 图6为图1的“E”的放大示意图; 6 CN 111589888 A 说 明 书 4/7 页 图7为图1的“G-G”方向的结构示意图; 图8为图6的“F-F”方向的结构示意图; 图9为图1的“H-H”方向的结构示意图; 图10为毛坯进入进给腔的状态图。











