
技术摘要:
一种在直管内外双管板换热器上拔取换热管的方法,它涉及汽轮机换热器技术领域。本发明为解决现有直管内外双管板换热器在拔取换热管时因机械加工式工艺方法操作困难、劳动强度大且生产周期长的问题。本发明包括:第一次切割;第一次拉拔;第二次切割;第二次拉拔;第三 全部
背景技术:
汽轮机直管内外双管板换热器在运行过程中由于气流冲刷腐蚀管子外壁造成换 热管管壁减薄,对机组的连续运转造成隐患,超标后需要拔取换热管并予以更换。对于拔取 换热管而言,通常采用机械加工方式拔管,利用不同直径及长度的铰刀在磁力钻的带动下 逐步铣削胀接管段,再利用推拉引导棒将剩余的管子取出,此种操作方式对刀具及操作人 员的要求较高,劳动强度大,生产周期长,操作时易损伤管板孔壁且一旦场地空间狭小,此 种方法难以实施。
技术实现要素:
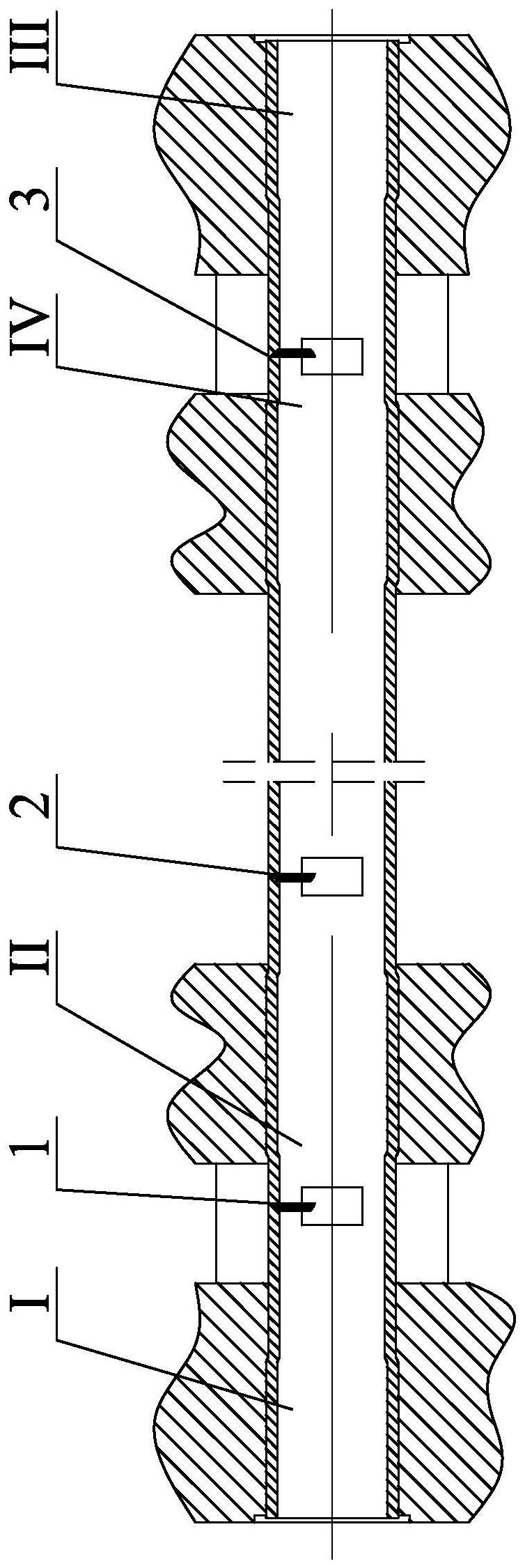
本发明为了解决现有直管内外双管板换热器在拔取换热管时因机械加工式工艺 方法操作困难、劳动强度大且生产周期长的问题,进而提出一种在直管内外双管板换热器 上拔取换热管的方法。 本发明为解决上述技术问题采取的技术方案是: 一种在直管内外双管板换热器上拔取换热管的方法包括如下步骤: 步骤一:第一次切割:利用换热管内孔短偏心切刀,伸入到换热管的一侧内,在外 管板第一切点处沿圆周方向切割且不切断; 步骤二:第一次拉拔:将带有锥形锯齿螺纹的短旋塞旋装在一侧的外管板所在管 段的第一拔点区内,并用超高液压拉拔器卡住短旋塞,然后开启超高液压拉拔器在第一拔 点区处将外管板上的管段拔出; 步骤三:第二次切割:利用换热管内孔长偏心切刀,伸入到换热管的一侧内,在内 管板第一切点处沿圆周方向切割且不切断; 步骤四:第二次拉拔:将带有锥形锯齿螺纹的长旋塞旋装在一侧的内管板所在管 段的第二拔点区内,并用超高液压拉拔器卡住长旋塞,然后开启超高液压拉拔器在第二拔 点区处将内管板上的管段拔出; 步骤五:第三次切割:利用换热管内孔短偏心切刀,伸入到换热管的另一侧内,在 外管板第二切点处沿圆周方向切割且不切断; 步骤六:第三次拉拔:将带有锥形锯齿螺纹的短旋塞旋装在另一侧的外管板所在 管段的第三拔点区内,并用超高液压拉拔器卡住短旋塞,然后开启超高液压拉拔器在第三 拔点区处将外管板上的管段拔出; 步骤七:第四次拉拔:将带有锥形锯齿螺纹的长旋塞旋装在另一侧的内管板所在 管段的第四拔点区内,并用超高液压拉拔器卡住长旋塞,然后开启超高液压拉拔器在第四 拔点区处将内管板上的管段拔出。 3 CN 111571126 A 说 明 书 2/3 页 本发明与现有技术相比包含的有益效果是: 本发明提出了一种新的在直管内外双管板换热器上拔换热管的工艺方法,来规避 机械加工式拔管工艺方法的弊端,提高了工作效率,缩短了生产周期。将专用的锥形锯齿螺 纹旋塞拧入换热管内,利用液压设备提供的拉力克服管子胀接力并结合三切四拔操作顺序 逐步将直管内外双管板换热器上的换热管拔出,此种工艺方法对于直管内外双管板换热器 的拔管工作来说,操作简单,极大地提高工作效率,降低劳动强度,缩短生产周期且管板孔 壁无划伤。 附图说明 图1是本发明中直管双管板与换热管的连接关系示意图; 图2是本发明中换热管上各个切点和各个拔点区的位置示意图; 图3是本发明中进行第一次拉拔时的结构示意图; 图4是本发明中进行第二次拉拔时的结构示意图; 图5是本发明中进行第三次拉拔时的结构示意图; 图6是本发明中进行第四次拉拔时的结构示意图。











