
技术摘要:
本发明公开了一种隔圈上料焊接装置,包括设置在支架上的隔圈输送组件、隔圈定位组件、隔圈拾取组件、隔圈安装组件和隔圈焊接组件,其中,所述隔圈输送组件用于输送隔圈;所述隔圈定位组件用于对所述隔圈进行定位;所述隔圈拾取组件用于拾取所述隔圈定位组件上的所述隔 全部
背景技术:
袋式除尘器是一种干式滤尘装置,适用于捕集细小、干燥、非纤维性粉尘,包括滤 袋和设置在滤袋内的袋笼(除尘骨架),其中,滤袋采用纺织的滤布或非纺织的毡制成,利用 纤维织物的过滤作用对含尘气体进行过滤;袋笼安装在滤袋中,用于支撑滤袋防止滤袋塌 陷,有助于粉尘的清除和重新分布。当含尘气体经过袋式除尘器时,粉尘被捕集在滤袋的外 表面,而干净气体通过滤料进入滤袋内部。袋笼包括下托、上托、导风筒、呈环状布置的多个 钢筋和多个隔圈,其中,下托焊接在呈环状布置多个钢筋的第一端,上托焊接在呈环状布置 多个钢筋的第二端,多个隔圈间隔焊接在呈环状布置多个钢筋上,导风筒焊接在呈环状布 置多个钢筋的第二端。 目前,袋笼焊接工艺流程为:钢丝调直,人工操作调直机,连续生产,将钢丝按照指 定长度调直后切断;钢丝穿丝,人工按照袋笼的钢丝数,取钢丝然后分别穿入模芯,再一起 推到焊接位置;隔圈焊接,人工重复的向焊机模芯安装隔圈进行焊接,自动将袋笼拉出,直 到全部隔圈焊接完成;下托焊接,人工将焊接完全部隔圈的袋笼拿到下托焊接工位,对正焊 接下托;上托焊接,人工将袋笼拿到上托焊接工位,对正焊接上托;导风筒焊接,人工将袋笼 拿到导风筒焊接工位,焊接导风筒,焊接完毕后运送堆放。根据现有生产设备布局进行排布 的,在整个工艺过程中需要操作人员5至6人,转序、搬运5次,生产效率低,且每个焊接工位 对操作人员都有一定的身体危害和受伤害风险。 因此,如何提高袋笼的加工的生产效率,是目前本领域技术人员亟待解决的问题。
技术实现要素:
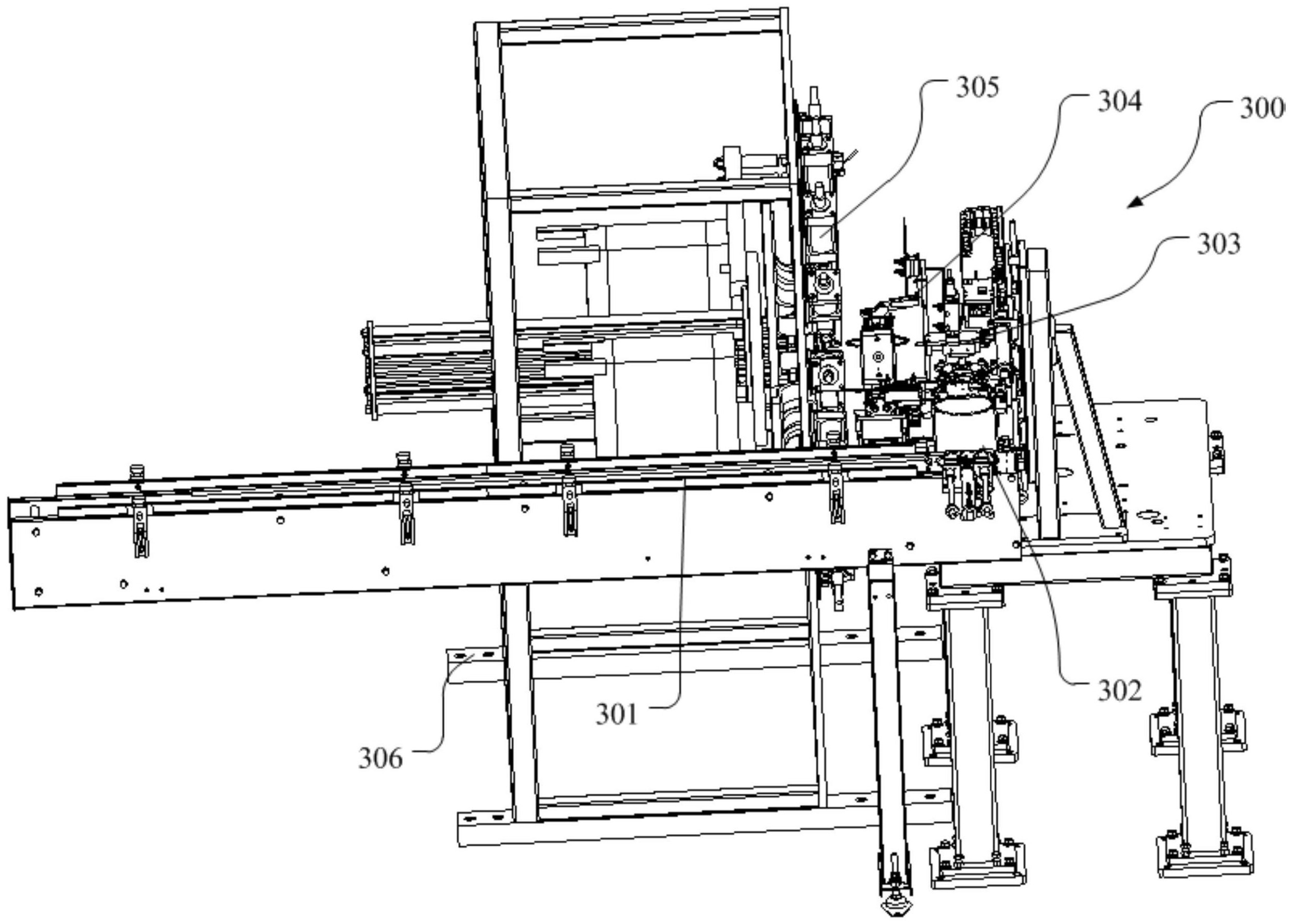
有鉴于此,本发明所要解决的技术问题是提高袋笼的加工的生产效率,为此,本发 明提供了一种隔圈上料焊接装置。 为实现上述目的,本发明提供如下技术方案: 一种隔圈上料焊接装置,包括设置在支架上的隔圈输送组件、隔圈定位组件、隔圈 拾取组件、隔圈安装组件和隔圈焊接组件,其中,所述隔圈输送组件用于输送隔圈;所述隔 圈定位组件用于对所述隔圈进行定位;所述隔圈拾取组件用于拾取所述隔圈定位组件上的 所述隔圈;所述隔圈安装组件用于将所述隔圈输送至钢丝柱的内部,并安装到所述隔圈焊 接位;所述隔圈焊接组件用于张紧隔圈,并将所述隔圈焊接在所述钢丝柱上。 本发明其中一个实施例中,所述隔圈输送组件包括设置在支架上隔圈输送机构和 隔圈推出机构,其中,所述隔圈输送机构用于输送隔圈,所述隔圈推出机构设置在所述隔圈 输送机构的出口并用于将隔圈推出到隔圈定位组件。 本发明其中一个实施例中,所述隔圈输送组件还包括宽度调节机构,其中,所述隔 圈输送机构设置在支架上,所述宽度调节机构设置在所述隔圈输送机构上用于调节所述隔 4 CN 111730253 A 说 明 书 2/6 页 圈输送机构的输送宽度。 本发明其中一个实施例中,所述宽度调节机构包括设置在所述隔圈输送机构至少 一侧上的调节架和设置在所述调节架上的调节板。 本发明其中一个实施例中,所述隔圈推出机构包括设置在所述隔圈输送机构的出 口处的推出气缸和设置在所述推出气缸的推出板。 本发明其中一个实施例中,所述隔圈定位组件包括第一定位气缸、第二定位气缸、 第三定位气缸和隔圈检测机构,当隔圈检测机构检测到隔圈进入隔圈定位组件时,所述第 一定位气缸、所述第二定位气缸、所述第三定位气缸按照顺序顶出缩回。 本发明其中一个实施例中,所述隔圈拾取组件包括用于拾取所述隔圈的隔圈拾取 移动机构和用于翻转所述隔圈拾取移动机构的角度翻转机构。 本发明其中一个实施例中,所述隔圈拾取移动机构包括移动构件、垂直伸缩构件、 水平伸缩构件和拾取夹爪,其中,所述移动构件的固定端可转动设置在所述支架上,所述垂 直伸缩构件的固定端固定在所述移动构件的移动端,所述水平伸缩构件的固定端固定在所 述垂直伸缩构件的伸缩端,所述拾取夹爪设置在所述水平伸缩构件的伸缩端。 本发明其中一个实施例中,所述角度翻转机构包括翻转气缸和连接构件,其中,所 述翻转气缸的固定端设置在所述支架上,所述翻转气缸的伸缩端通过所述连接构件设置在 所述移动构件上。 本发明其中一个实施例中,所述隔圈安装组件包括用于将隔圈送入所述钢丝柱内 部的隔圈送料机构和用于将所述隔圈安装到隔圈焊接位的隔圈安装机构。 本发明其中一个实施例中,所述隔圈送料机构包括移动模组、水平旋转气缸、垂直 旋转气缸和夹爪构件,其中,所述移动模组的固定端设置在所述支架上;所述水平旋转气缸 的固定端固定在所述移动模组的移动端;所述垂直旋转气缸的固定端设置在所述水平旋转 气缸的旋转端,所述夹爪构件设置在所述垂直旋转气缸的旋转端。 本发明其中一个实施例中,所述隔圈安装机构包括装圈气缸和夹紧构件,其中,所 述装圈气缸的固定端设置在所述支架上,所述夹紧构件的固定端设置在所述装圈气缸的伸 缩端,所述夹紧构件的移动端能够相对于所述夹紧构件的固定端在水平和竖直方向移动。 本发明其中一个实施例中,所述隔圈焊接组件包括用于张紧所述隔圈的隔圈张紧 机构和用于焊接隔圈的隔圈焊接机构。 本发明其中一个实施例中,所述隔圈张紧机构包括模芯框架、张紧气缸、顶出铜 柱、滑块、复位弹簧和电极,其中,所述张紧气缸设置在所述模芯框架的中部,所述顶出铜柱 设置在所述张紧气缸的一端并相对于所述模芯框架在轴向滑动,所述滑块与所述顶出铜柱 为楔面配合,且所述滑块相对于所述模芯框架的径向移动,所述电极设置在所述滑块与所 述隔圈相配合的一端,所述复位弹簧设置在所述滑块与所述模芯框架之间。 从上述的技术方案可以看出,使用本发明的隔圈上料焊接装置时,隔圈通过隔圈 输送组件输送到隔圈定位组件,隔圈在隔圈定位组件定位后;隔圈拾取组件拾取隔圈输送 组件上的隔圈;隔圈安装组件将隔圈输送至钢丝柱的内部,并安装到隔圈焊接位;隔圈焊接 组件张紧隔圈,并将隔圈焊接在钢丝柱上。由于上述过程只需要一个操作人员监控,不涉及 转序和搬运,从而提高了生产效率。 5 CN 111730253 A 说 明 书 3/6 页 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明所提供的一种隔圈上料焊接装置的结构示意图; 图2为本发明所提供的一种隔圈输送组件的结构示意图; 图3为本发明所提供的一种隔圈定位组件的结构示意图; 图4为本发明所提供的一种隔圈拾取组件的结构示意图; 图5为本发明所提供的一种隔圈安装组件的结构示意图; 图6为本发明所提供的一种隔圈焊接组件的结构示意图; 图7为本发明所提供的一种隔圈张紧机构的剖视结构示意图; 图8为本发明所提供的一种隔圈张紧机构的立体结构示意图; 图中,300为隔圈上料焊接装置、301为隔圈输送组件、302为隔圈定位组件、303为 隔圈拾取组件、304为隔圈安装组件、305为隔圈焊接组件、3011为隔圈输送机构、3012为隔 圈推出机构、3013为宽度调节机构、3021为第一定位气缸、3022为第二定位气缸、3023为第 三定位气缸、3024为隔圈检测机构、 3031为隔圈拾取移动机构、3032为角度翻转机构、3041 为隔圈送料机构、3042 为隔圈安装机构、3051为隔圈张紧机构、3052为隔圈焊接机构; 3011a为链条输送机、3012a为推出气缸、3012b为推出板、3013a为调节架、 3013a 为调节板、3031a为移动构件、3031b为垂直伸缩构件、3031c为水平伸缩构件、3031d为拾取 夹爪、3032a为翻转气缸、3032b为连接构件、3041a为移动模组、3041b为水平旋转气缸、 3041c为垂直旋转气缸、3041d为夹爪构件、3042a 为装圈气缸、3042b为夹紧构件、3051a为 模芯框架、3051b为张紧气缸、3051c 为顶出铜柱、3051d为滑块、3051e为电极、3051f为复位 弹簧、3051g为导丝管。











