
技术摘要:
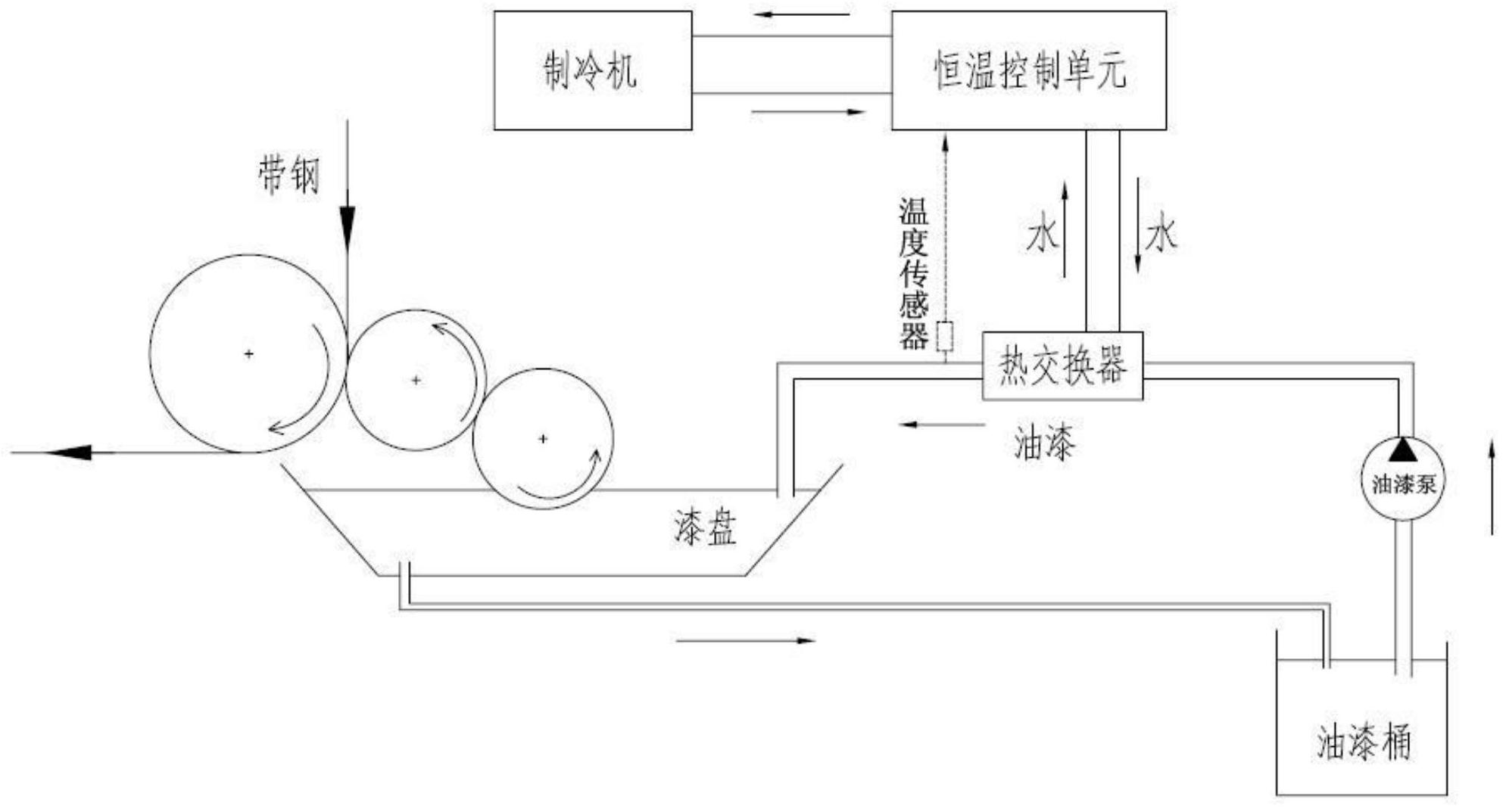
本发明公开了一种高精度彩涂板膜厚生产控制方法,包括稳定控制涂料温度,设置在线粘度计测试并监控涂料运动粘度,固化涂层机工艺参数,减小变量,按照特定的涂料粘度范围调整粘度,达到高精度膜厚的稳定性控制。本发明创新性地将涂料温控系统与在线粘度计结合,通过控 全部
背景技术:
彩色涂层钢板(简称彩涂板)主要是以金属带钢为基材(如冷轧板、热镀锌板、镀铝 板、高铝合金板、不锈钢板等),在其表面涂覆或层压各种有机涂料或塑料薄膜而成。它具有 机械强度高、外表美观、耐蚀性好、易加工成形等优点,而且还可使用户降低成本、减少污 染。因此,彩涂板被广泛应用于建筑、家电、汽车、运输等行业,社会需求不断增加。 对于彩涂钢板,其几乎所有的物理性能和表面性能都与膜厚密切相关。膜厚控制 精度差、膜厚控制不稳定会直接造成膜厚不均,严重者会出现膜厚偏离目标值、涂板表面色 差、光泽度不合等后果,导致彩板因常规性能不合而改判。在彩涂板生产过程中,除了基板 外,75%的生产成本都是由涂料构成的,因此,尽量精确地控制涂层厚度不仅能使彩涂板的 性能得到稳定控制,也能降低因膜厚控制精度差造成的涂料单耗浪费,产生明显的经济效 益。 现有的控制彩涂板膜厚的方法主要有:线后干膜反馈调整式、湿膜预测调整式和 在线仪器测量式。其中第一种是通过成品实际干膜数据来指导生产线的在线数据,此种方 式具有滞后性,容易造成产品的质量下降,不能起到及时指导生产的作用。湿膜预测调整法 是利用涂层的挥发原理,即涂料挥发成份去除后便是干膜,通过干膜厚度和固体份含量反 推出湿膜厚度,从而通过控制湿膜厚度来达到控制干膜厚度的目的。但在实践中发现,由于 在生产过程中存在一部分溶剂尚未挥发,因此依据该方法计算出的数值与实际差别很大, 对生产仅能起到一个趋势的指导意义。在线仪器测量法由于是采用金属和非金属传导性或 发射率的不同等原理,使用仪器在线连续测量间接换算得出膜厚,因而能很好地克服上一 种方法的不足,达到在线测量和调整的效果。但由于此种方法投资昂贵且受诸多因素影响, 适合指导在线生产,难以起到精确测量的作用,误差较大,因此不适合当前大多数彩板生产 企业的膜厚在线控制。
技术实现要素:
由于涂层厚度控制直接决定彩涂板的质量和性能,而生产经验显示,膜厚控制不 佳不仅会造成彩涂板性能不合还会造成涂料浪费,而目前的控制方法存在











