
技术摘要:
本发明提供了一种基于光内送粉激光加工喷头增材制备钛合金的方法,属于钛合金制备技术领域。本发明的方法确保增材过程中Lt≤Lq;所述Lq为粉末中心到保护气体最外侧的距离;Lt为粉末中心到增材过程中成形件温度为400℃部位的最大距离。本发明的方法为通过闭环控制的手段 全部
背景技术:
钛合金具有高低温性能好,耐腐蚀性能优异,比强度高等优良特性,并已广泛应用 于航空航天、医疗等领域,但是传统的铸、锻、轧制等手段在加工时存在材料利用率低以及 加工困难的问题。采用增材制造方法进行钛合金零件的成形可以大幅度提高材料利用率, 但是由于钛合金化学活性大,极易与空气中的氧气发生氧化反应,从而导致成形件性能的 急剧下降。目前,关于钛合金的增材成形制造,主要是在惰性气体封闭箱内进行。在加工前, 首先需要向封闭箱内通入高浓度惰性气体,待惰性气体到达一定浓度时,再进行零件的加 工和成形。 授权公告号为CN107952956B的发明专利,提出了一种用于激光增材制造的气氛保 护系统及激光增材制造设备,通过密封装置以及滑动构件,将加工部位进行包围,通入高浓 度惰性气体,从而实现活泼金属的激光增材制造。公开号为CN107130239A的发明专利申请, 公开了一种局部气氛保护金属或合金激光熔覆及成形方法,通过外围惰性保护气体,对下 方熔覆部位进行吹气保护,实现开放环境下对金属或合金的激光熔覆及成形;公开号为 CN109468637A的发明专利申请,公开了一种激光熔覆装置及激光熔覆成形方法,通过同心 锥筒形状的保护喷嘴实现开放环境下的钛合金激光熔覆。 但是上述钛合金激光增材制造过程中存在热累积现象严重的问题,导致成形零件 氧化程度不一,组织分布不均匀,使得成形件性能下降。
技术实现要素:
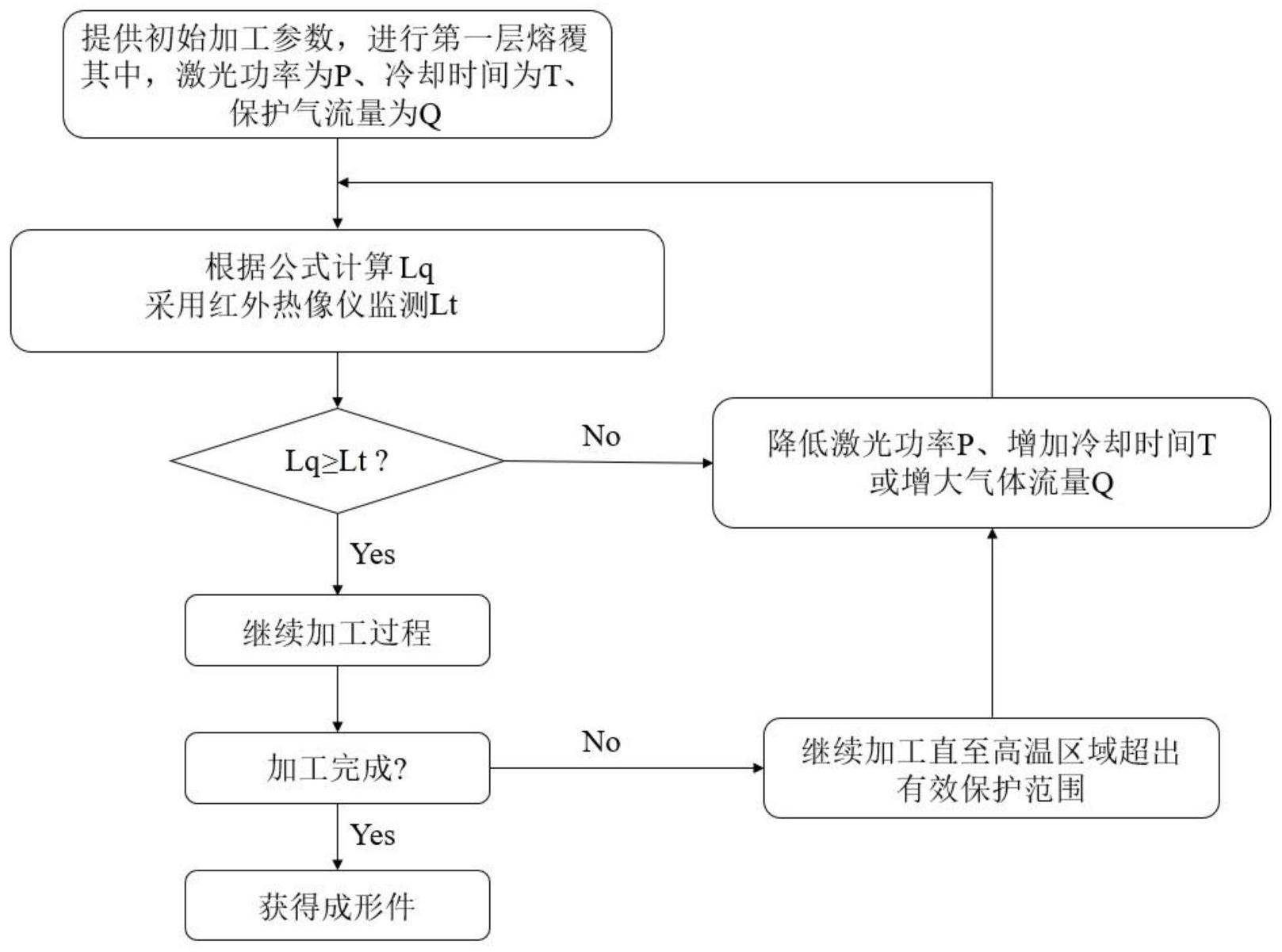
有鉴于此,本发明的目的在于提供一种开放环境下直接成形钛合金零件的方法, 本发明的方法确保增材过程中的高温易氧化区域长度Lt始终小于等于惰性气体保护长度 Lq,以保证气流的保护效果,使最终成形件氧化程度均一、组织分布均匀。 为了实现上述发明目的,本发明提供以下技术方案: 一种基于光内送粉激光加工喷头增材制备钛合金的方法,确保增材制备过程中Lt ≤Lq;所述Lq为粉末中心到保护气体最外侧的距离;Lt为粉末中心到增材过程中成形件温 度为400℃部位的最大距离。 优选地,所述Lq通过公式I计算得到: Lq=-20.21817 2.09445*Q-0.04295*Q2 3.45112*10-4*Q3 公式I; 其中,Q为保护气体流量,L/min。 优选地,所述保护气体流量的有效区间为18~50L/min。 本发明提供了一种基于光内送粉激光加工喷头增材制备钛合金的方法,确保增材 制备过程中Lt≤Lq;所述Lq为粉末中心到保护气体最外侧的距离;Lt为粉末中心到增材过 3 CN 111545914 A 说 明 书 2/4 页 程中成形件温度为400℃部位的最大距离。本发明的方法确保增材过程中Lt≤Lq,以保证保 护气体能够充分覆盖增材过程中成形件的高温区,避免增材过程中局部温度过高、不可控, 使最终成形件氧化程度均一、组织分布均匀、性能稳定。实施例的数据表明:实施例所得钛 合金成形件表面呈现光亮的银白色,在堆积高度达到40mm时,仍未见明显的氧化变色;同 时,成形件内部各处氧元素含量均低于1000ppm。 附图说明 图1为光内送粉激光加工喷头的结构示意图; 图2为开放环境下合成钛合金成形件的系统示意图; 图3为Lt和Lq距离示意图; 图4为本发明基于光内送粉激光加工喷头增材制备钛合金的方法流程图; 图5为实施例所得钛合金成形件的照片; 图6为实施例所得钛合金成形件取样示意图。











