
技术摘要:
本发明涉及用于将散料(2)灌装入容器(3)的包装机(1)和方法,该包装机具有可旋转的机体(4)和分布于周围的多个灌装管嘴(5)。在机体(4)旋转期间,散料(2)被灌入容器(3)中。具有用于存储散料量(8)以灌装多个容器(3)的储存容积(7)的机料仓(6)形成在机体(4)上。散料(2)从机料 全部
背景技术:
在现有技术中已经公开了各种各样的包装机和方法用于将诸如水泥的细粒扬尘 散料灌入到容器中。在将散料灌装入容器如敞口袋或阀口袋时通常会引入(少量)空气,以 维持散料流动性并确保有效和高效的灌袋操作。当待灌装散料在灌装过程中包含过少空气 时,则流动性降低,散料可能易于棚料,灌袋条件变差。当散料在灌装过程中包含过多空气 时存在一个缺点,即,灌装后的灌装容器大于必需程度。脱气时间也延长,灌装过程变得漫 长。另外它们具有低表面硬度。灌有散料的容器在空气含量较低情况下外形美观且更稳固。 较低的空气量还降低对容器或袋的材料要求,从而降低容器成本。同时,积蓄量减小,由此 也降低运输成本。 这就是灌有散料的容器即使在灌装过程中也要进行脱气或在灌装后立即进行脱 气以除去至少一部分残留空气的原因。 已经发现,将散料灌装入容器的条件在工作过程中会发生变化。因此可能会出现 季节性波动。此外,散料流动行为也可能与环境温度和环境湿度有关。还已经发现,在包装 机停机后-当产品久置时-的灌装条件不同于在连续工作中的灌装条件。
技术实现要素:
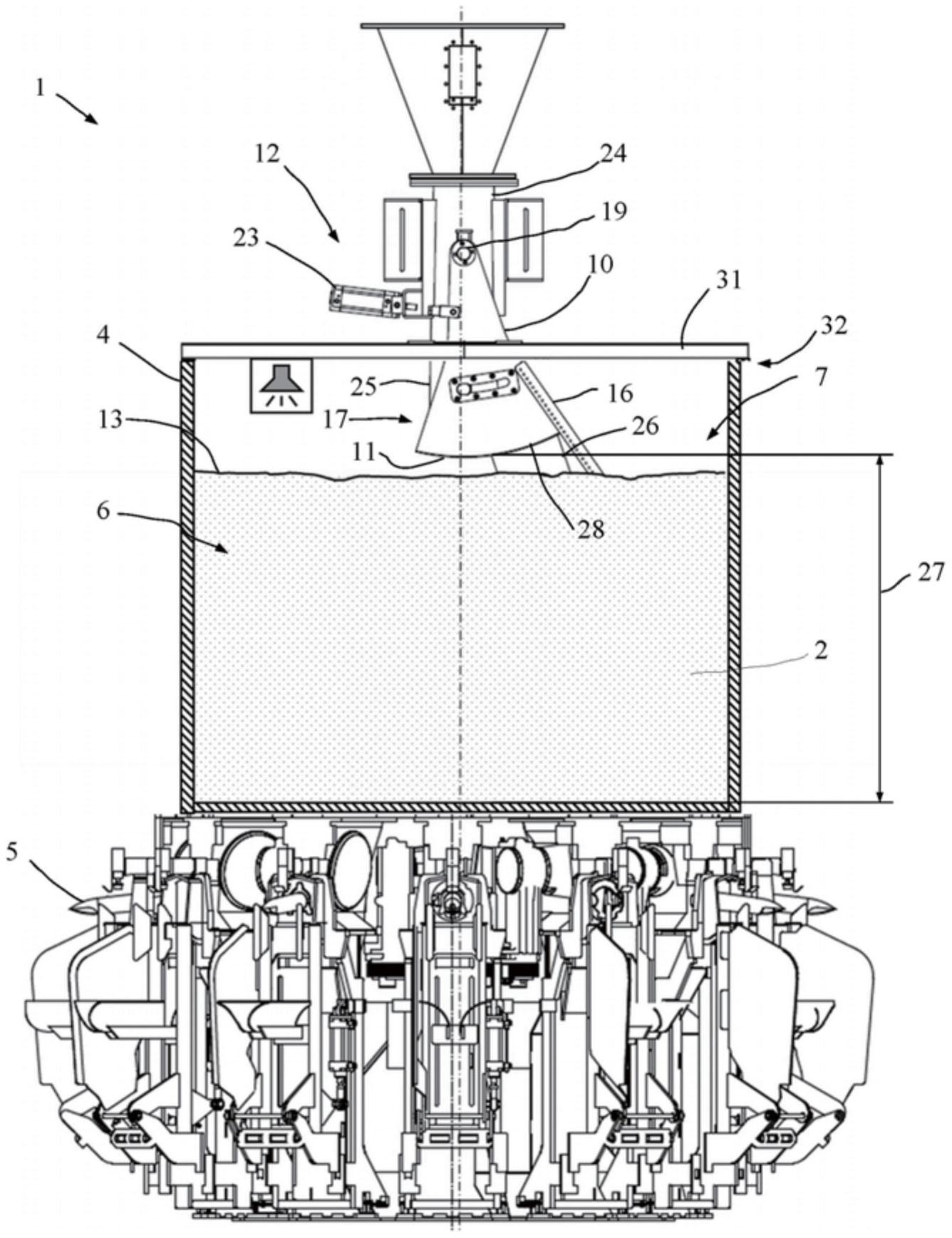
因此,本发明的目的是提供用于将散料灌装入容器的包装机和方法,其允许将散 料有效灌入容器中并获得更一致的灌装效果。 该目的通过具有权利要求1的特征的包装机和具有权利要求20的特征的方法来实 现。本发明的优选改进方案是从属权利要求的主题。本发明的其它优点和特征可以从概述 和实施例描述中得到。 根据本发明的用于将散料灌装入容器包装机被设计成回转式或包括可旋转的机 体。在包装机或机体的周围布置有用于在机体旋转时将散料灌入容器的多个灌装管嘴。在 此可行的是包装机被设计用于灌装阀口袋。包装机还可被设计用于将散料灌装入敞口袋或 其它容器。该机体上设有机料仓,机料仓具有用于储存散料量以灌装多个容器的储存容积。 散料可从机料仓经由一个或多个灌装管嘴被灌入相关的或所属的并且尤其是附带的容器 中。机料仓又与(至少)一个具有可控的关闭部件的供料机构连接以将散料供给入机料仓。 在此这意味着,机料仓作为中间料仓,在其中形成用于灌装多个容器的储存容积。因此,不 4 CN 111741903 A 说 明 书 2/7 页 需要从外部料仓为每个容器单独供应散料。设有控制装置,该控制装置完成根据灌装料位 的对供料机构的关闭部件的控制,以减小在将散料供入机料仓时的散料下落高度,或特别 是在连续操作中尤其在送入散料时在很大程度上且优选最大程度上避免散料自由落入机 料仓中。 本发明的包装机有许多优点。本发明的包装机的一个显著优点在于,在包装机连 续工作中很大程度上或完全防止散料自由落入机料仓或尽可能减小自由下落高度。还优选 的是潜位式灌装,在此,在常规操作中实际上不存在散料的自由下落。在任意和所有连续操 作情况下,本发明使灌入机料仓中的散料具有基本相同的特性。下落高度很小、尤其尽可能 避免自由下落显著减少了在灌装机料仓时进入散料的任何空气。 因此,机料仓中的散料比现有技术中的散料以例如1米或2米的下落高度间隔(最 小-最大控制)灌入机料仓中具有明显更加均匀的状态。之后将散料直接灌装到容器中,或 者例如出于维护原因而停止系统运行,从而储存在机料仓中的散料可在开始灌装之前被脱 气。这些不同的条件又导致灌装容器具有不同状态。本发明显著减少这些差异。确保连续的 灌装过程并且尤其还提升重量精度。因此,还降低重量不足容器的废品率。 在传统的回转式包装机中,在自由下落中按周期性间隔穿过非旋转盖地将散料送 入料仓,由此实现将散料补充入机料仓。通常,这将在后期供应中形成大量粉尘。散料由此 带入大量空气,这改变它们的流动特性。另外,尽管采取了密封措施,但旋转料仓和固定盖 之间的密封间隙以及裂缝和开口使相当多的粉尘逸出。这需要更大风量以除尘,这又增加 系统成本和开销。通过本发明,因为很大程度上防止散料自由下落,故在补充料仓时不会有 (或非常少量)空气被引入产品中。与现有技术相比,在(旋转)机料仓中已存在就时间而言 更均匀一致的条件。避免了因补充中的定期进气而导致的产品特性随时间变化,并且由于 产品所含的会随时间逸出的空气较少,故也减小在停机状态下产品特性的变化。 另一个显著的优点是降低了除尘能耗。根据现有技术的自由下落式灌装的料仓容 易产生粉尘,为了减少粉尘污染而需要涉及大体积流的抽真空。由此也出现大量物料损失。 在所有设计中优选的是,机料仓例如通过产品行经路径或输送管道与灌装管嘴连 接。优选为每个灌装管嘴均提供一个输送部件,以(有目的地)将散料输送到配属或附带的 容器中。 在优选的特定实施例中,该控制装置被设计为被动式控制装置。所述控制装置尤 其可被设计为机械式。 在优选的具体实施例中,该关闭部件与摆杆和/或桨叶联接。该摆杆可尤其与关闭 部件直接机械联接。或者,摆杆可以通过偏转机构或借助电机的联轴器与关闭部件联接。还 可以想到的是液压或气动联接机构,其中当摆杆摆动时,关闭部件也例如通过摆动缸摆动。 该关闭部件优选包括至少一个闸门机构。闸门机构例如被设计为活门机构。也可 能的是,例如闸门机构包括闸板或活门挡板等。闸板等例如可以从侧面进入该关闭部件,因 而连续或逐级减小自由流动横截面。 优选设置(机械)摆杆以通过接触机料仓中的散料来检测散料灌装料位。在这些构 造中,摆杆可以用作简单的被动式控制装置。通过摆杆的摆动位置来直接检测灌装料位高 度。这种设计允许本发明包装机的具有永久性功能且易于维护的设计。 在本发明范围内,术语“摆杆”可以始终由术语“摆动构件”或“摆动单元”替换。 5 CN 111741903 A 说 明 书 3/7 页 摆杆优选地(至少部分)安放在机料仓中的散料上(只要达到灌装料位)。可能且优 选的是摆杆至少部分插入机料仓的散料中。摆杆尤其部分在散料的物料水平面上滑动。摆 杆可以像“滑水”一样在散料上滑动。在机体旋转期间相对于摆杆呈圆形移动的产品流会适 当地偏移摆杆,从而摆杆位置是对散料灌装料位的测量。摆杆可以形成传感器装置的一部 分。传感器装置用于获取机料仓中散料的灌装料位。 在优选设计中,摆杆的摆动轴相对于机体的转动轴线沿横向且尤其偏心地取向。 摆杆的摆动轴例如可近似水平取向,而机体的转动轴线优选竖向取向。在优选设计中,摆杆 的摆动轴尤其沿径向取向,但它可竖向倾斜。在优选设计中,摆动轴大致位于包括或平行于 转动轴线的平面中。摆动轴与具有机体的转动轴线的平面相交形成的角度优选小于30°,优 选小于15°。该参数实现了一种有利设计,在此,在机体旋转期间,摆杆可以安放于散料上或 插入散料中,从而允许对灌装料位进行有意义的检测。 也可以想到例如通过利用滞止压力和复位弹簧得到摆杆的竖直或倾斜的摆动轴。 例如,可以利用桨叶上的由复位装置预紧的滞止压力,滞止压力随灌装料位升高而与复位 装置的力相反地偏转,借此测得灌装料位大小。控制对机料仓的供料的关闭部件可以与其 直接(机械)联接。 在优选改进方案中,摆杆借助弹簧机构尤其被向下预紧。这样,摆杆可靠抵压在储 存于机料仓内的散料的表面上。弹簧机构优选包括至少一个气体弹簧。气体弹簧的优点是 当超过弹簧力时很容易发生反弹。在优选设计中,活塞缸单元被用作弹簧机构,或者弹簧机 构包括至少一个活塞缸单元。活塞缸单元还可以使摆杆与关闭部件实现液压或气压关联。 在所有设计中,供料机构优选包括灌装管。散料通过灌装管被供入机料仓。灌装管优选包括 固定管段和可摆动管段。补充散料从可摆动管段流出。 可摆动管段可以优选地(也)直接用作摆杆。然后至少一个成形零件和例如一个 (或两个以上)叶片可以形成在其上或附接到其上,以确保可摆动管段随灌装料位而偏移。 然后,不再需要单独的摆杆。 在其它设计中设有单独的摆杆,可摆动管段可与摆杆一起摆动。可摆动管段和摆 杆的共同摆动可通过将可摆动管段与摆杆直接机械联接实现。例如可在两个可摆动构件之 间设置链传动机构或带传动机构。替代地,可以想到液压式或气压式联接,使得在摆杆摆动 时可摆动管段随之共同摆动。弹簧机构例如还可以使摆杆比摆动管摆动得更远。 优选的是关闭部件形成在可摆动管段上。关闭部件例如可被设计成活门挡板。关 闭部件还可以具有适应造型的圆弧段结构,圆弧段结构在可摆动管段摆动时滑动经过固定 管段的开口,因此减小和增大灌装管的净开口横截面。优选地,当灌装料位小于最大灌装高 度的30%或40%或50%或60%或70%时,供料机构完全打开。尤其是该摆杆布置成使得至 少在摆杆不再插入散料中或不再插入散料量中或不再与产品水平接触的情况下关闭部件 完全打开供料机构(的进料口)。当灌装料位小于最大灌装高度的50%(或其它合适的值) 时,可以完全打开进料口。 优选地,当灌装料位大于最大灌装高度的70%或80%或90%或95%时,供料机构 至少部分关闭。摆杆尤其布置成当灌装料位达到最大灌装高度的适当比例时使供料机构至 少部分地或适当地关闭。 在有利的改进方案中,当灌装料位达到预定高度时,该关闭部件关闭供料机构的 6 CN 111741903 A 说 明 书 4/7 页 进料口。 在所有设计中优选的是,该供料机构的进料口的净横截面与灌装料位成反比。如 下的数字设计也是可行的,在此,进料口的净横截面是完全打开或完全关闭的。也可行的是 供料机构的进料口的净横截面在一定高度范围内是成反比的。例如,进料口可以在一定高 度范围内完全打开,并仅在达到最大灌装高度的50%(或70%等)时才开始关闭。 在所有设计中优选的是设有至少一个用于感测灌装料位的非接触式检测器。该非 接触式检测器可以是传感器装置的部件。这种非接触式检测器可以被构造为电容式、电感 式、光学式和/或超声式传感器和/或雷达式传感器等。也可以使用多个检测器,它们彼此独 立地、同时地或时移地执行灌装料位测量。这种非接触式检测器或附加的接触式检测器可 用于允许主动控制。还可以考虑使用这些检测器来监视操作。 在主动式控制的情况下,优选设置致动器以(支持)关闭部件的运动。也可以进行 纯主动式控制。 在所有设计中,控制装置都可以根据传感器装置的传感器信号来(主动地)控制关 闭部件的位置。 根据本发明的方法涉及用包装机将散料灌装入容器,该包装机具有旋转机体和分 布于周围以在机体旋转时将散料灌装到容器中的多个灌装管嘴。该机体上设有(共同旋转 的)机料仓,机料仓具有储存容积以储存足以灌装多个容器的散料量。机料仓通过(选定的) 灌装管嘴将散料灌入容器中(通过产品行经路径或传送管道)。为机料仓配设至少一个具有 可控的关闭部件的供料机构以将散料供给入机料仓。接下来可连续地将散料供应入机料 仓。根据机料仓中的灌装料位,控制装置控制供料机构的关闭部件,以避免在连续工作中在 散料被送入机料仓时散料自由掉落,或尽可能减小自由下落高度。在优选的特定实施例和 设计中允许潜位式灌装。 本发明方法也有许多优点。本发明方法允许显著减少在用散料灌装机料仓时引入 的空气量。由此可在将散料灌入容器时提供更稳定的条件。 另一个优点是,机料仓的灌装产生需要进行复杂除尘的粉尘较少。这允许降低除 尘能力,从而减少能量和成本。旋转机料仓和固定盖之间的密封的构型也可被设计得更简 单。 根据设计的不同,在第一次启动或更换产品后在第一次灌装储存容积时可能会出 现相当大的自由下落距离。由于这些过程相对较少,而且在当时肯定是已知的,故在紧随其 后的灌装过程中可能会考虑到这一点,以便在灌装容器中再次得到一致的条件。 附图说明 从以下参照附图所述的实施例中得到本发明其它优点和特征,其中: 图1是在第一次灌装待灌装散料的过程中根据本发明的包装机的截面示意图; 图2是根据图1的包装机在正常操作中的截面示意图; 图3示出正在进行的操作中的供料机构的各个位置; 图3是供料机构的管段的各种截面图; 图4是具有不同供料机构的机料仓的简化俯视图;和 图5是根据图5的机料仓的简化截面示意图。 7 CN 111741903 A 说 明 书 5/7 页 附图标记说明 1包装机;2散料;3容器;4机体;5灌装管嘴;6机料仓;7储存容积;8散料数量;9输送 部件;10供料机构;11关闭部件;12控制装置;13灌装料位;14下落高度;15直径;16摆杆;17 闸门机构、活门机构;18传感器装置;19 16的摆动轴;20 4的转动轴线;21悬挂装置;22气体 弹簧;23活塞缸单元;24灌装管;25固定管段;26可摆动管段;27最大灌装高度;28进料口;29 检测器;30弯曲引导件;31盖;32密封;33桨叶;34复位装置。











