
技术摘要:
本发明提供一种研磨加工系统、学习装置、学习装置的学习方法。在学习装置中具备学习部,该学习部通过基于状态信息对行为价值函数进行更新来执行决定修正研磨条件的学习,所述状态信息包含至少一个研磨条件和基于研磨加工执行中的至少一个测定值运算出的运算结果。
背景技术:
以往,关于研磨加工尤其是作为抛光的一种的CMP(Chemical Mechanical Polishing:化学机械研磨),一般已知的是如下机械研磨技术,即,相对于贴附在平台上的 研磨垫,一边利用研磨头按压工件一边使其旋转,并且向研磨垫上供给浆料,通过使浆料介 于工件与研磨垫之间来进行工件的研磨加工,该技术主要用于半导体的基板部件的研磨加 工工序。 这样的研磨加工工序是通过浆料的化学作用使工件易加工化而通过磨粒的作用 来进行工件的研磨的工序,即便在现在一般采用的也是基于Preston法则(或者Preston方 程)这样的经验法则的研磨速率的估算来进行工件的研磨的不稳定的工艺。 此外,在研磨加工工序中,由于工件始终处于被研磨垫与研磨头夹住的状态,因此 难以测定研磨中的工艺的状态,因此研磨中的反馈调整是困难的,并且研磨中的工艺的状 态还因研磨垫的表面的状态变化而变化,因此难以控制。 例如,在专利文献1中公开了如下技术,即,对神经网络输入研磨垫的修整条件、研 磨垫的表面性状的测量数据、研磨结果数据,预先按照规定的程序来运算各数据的相关关 系并进行学习。根据该技术,对研磨垫的表面进行修整时的估计修整条件数据被推断出,操 作员通过推断出的估计修整条件数据来驱动修整部而进行研磨垫的修整。 在先技术文献 专利文献 专利文献1:日本特开2018-118372号公报
技术实现要素:
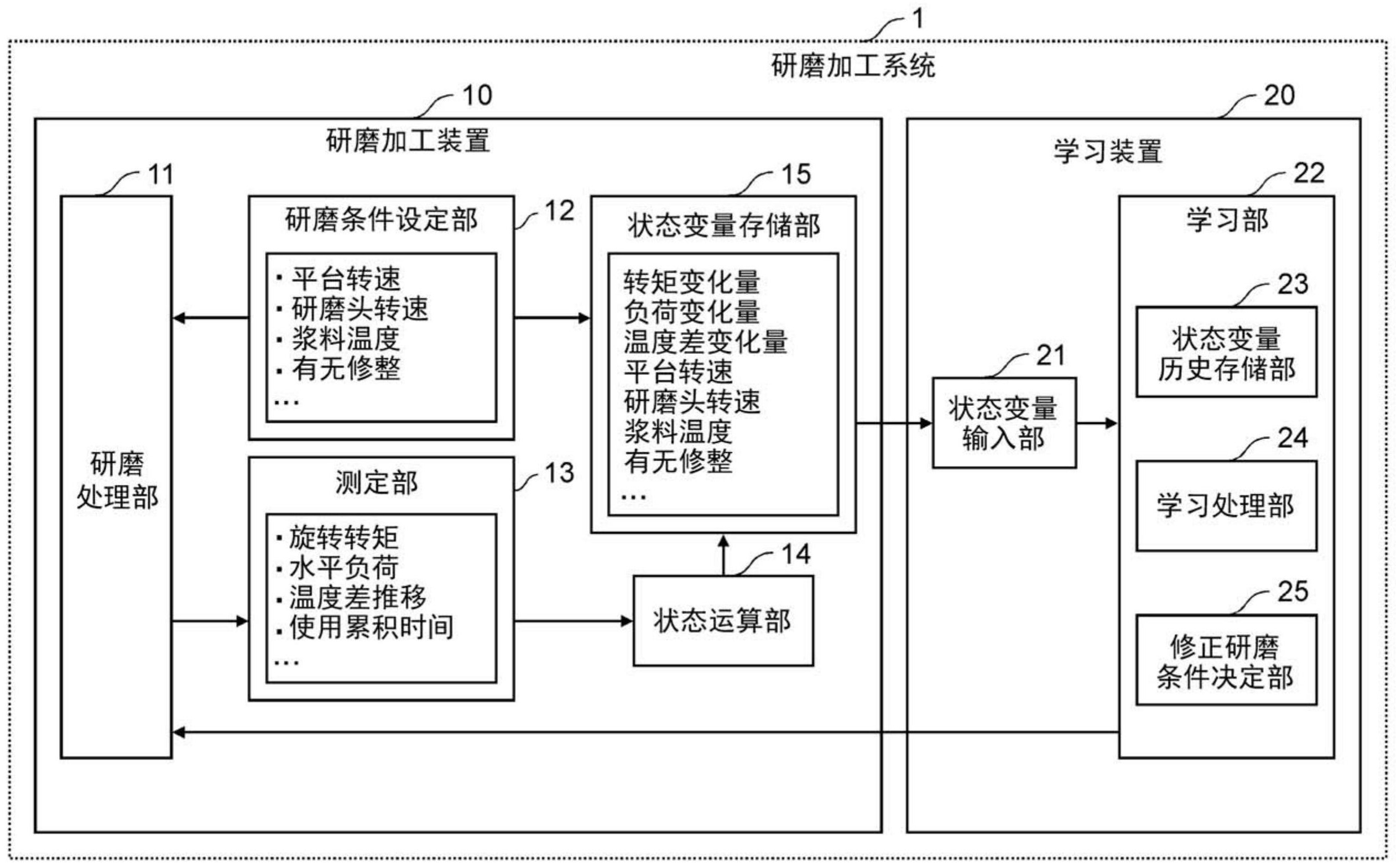
本发明的研磨加工系统具备:研磨加工装置,通过研磨头对平台的研磨垫上的工 件施加负荷,向所述研磨垫供给浆料,通过使所述平台与所述研磨头分别旋转来执行所述 工件的研磨加工;以及学习装置,通过学习来修正所述研磨加工装置执行的所述研磨加工, 在所述学习装置中具备:状态信息输入单元,输入状态信息,该状态信息包含与所述研磨加 工相关的至少一个研磨条件、和基于在所述研磨加工的执行中测定的至少一个测定值运算 出的运算结果;学习部,基于所述研磨加工中的所述状态信息,更新将所述状态信息与修正 所述研磨条件的修正研磨条件建立了对应的行为价值函数;以及决定部,基于所述学习部 更新后的行为价值函数,决定与所述研磨加工中的所述状态信息对应的修正研磨条件。 此外,本发明的学习装置通过学习来修正由研磨加工装置执行的工件的研磨加 工,所述研磨加工装置通过研磨头对平台的研磨垫上的工件施加负荷,向所述研磨垫供给 浆料,通过使所述平台与所述研磨头分别旋转来执行所述工件的研磨加工,所述学习装置 具备:状态信息输入单元,输入状态信息,该状态信息包含与所述研磨加工相关的至少一个 4 CN 111571424 A 说 明 书 2/12 页 研磨条件、和基于在所述研磨加工的执行中测定的至少一个测定值运算出的运算结果;学 习部,基于所述研磨加工中的所述状态信息,更新将所述状态信息与修正所述研磨条件的 修正研磨条件建立了对应的行为价值函数;以及决定部,基于所述学习部更新后的行为价 值函数,决定与所述研磨加工中的所述状态信息对应的修正研磨条件。 此外,本发明的学习装置的学习方法通过学习来修正由研磨加工装置执行的工件 的研磨加工,所述研磨加工装置通过研磨头对平台的研磨垫上的工件施加负荷,向所述研 磨垫供给浆料,通过使所述平台与所述研磨头分别旋转来执行所述工件的研磨加工,所述 学习方法包括:状态信息输入步骤,输入状态信息,该状态信息包含与所述研磨加工相关的 至少一个研磨条件、和基于在所述研磨加工的执行中测定的至少一个测定值运算出的运算 结果;学习步骤,基于所述研磨加工中的所述状态信息,更新将所述状态信息与修正所述研 磨条件的修正研磨条件建立了对应的行为价值函数;以及决定步骤,基于在所述学习步骤 中更新后的行为价值函数,决定与所述研磨加工中的所述状态信息对应的修正研磨条件。 附图说明 图1是表示本发明的实施方式所涉及的研磨加工系统的结构的图。 图2A是表示本发明的实施方式所涉及的研磨中的研磨头的旋转转矩与研磨时间 的关系的图表。 图2B是表示本发明的实施方式所涉及的研磨中的研磨头的旋转转矩与研磨时间 的关系的图表。 图3A是表示本发明的实施方式所涉及的研磨中的对研磨头施加的水平负荷与研 磨时间的关系的图表。 图3B是表示本发明的实施方式所涉及的研磨中的对研磨头施加的水平负荷与研 磨时间的关系的图表。 图4是表示本发明的实施方式所涉及的研磨中的研磨头的内周侧与外周侧的温度 差和研磨时间的关系的图表。 图5是表示本发明的实施方式所涉及的工件的外周侧与中心侧的摩擦距离差、和 平台与研磨头的转速差的关系的图表。 图6是表示本发明的实施方式所涉及的学习处理的概要的图。 图7是表示本发明的实施方式所涉及的前半学习处理的流程图。 图8是表示本发明的实施方式所涉及的后半学习处理的流程图。 图9是表示本实施方式所涉及的研磨加工系统所具备的研磨加工装置以及学习装 置执行的处理的流程图。 图10是表示本实施方式所涉及的研磨加工装置正常动作的情况下的、平台转速或 者研磨头转速的实测值的图表。 图11是表示在本实施方式所涉及的研磨加工装置产生异常的情况下的、平台转速 或者研磨头转速的实测值的图表。 符号说明 1 研磨加工系统 10 研磨加工装置 5 CN 111571424 A 说 明 书 3/12 页 11 研磨处理部 12 研磨条件设定部 13 测定部 14 状态运算部 15 状态变量存储部 20 学习装置 21 状态变量输入部 22 学习部 23 状态变量历史存储部 24 学习处理部 25 修正研磨条件决定部











