
技术摘要:
本发明公开了一种电子产品加工用工件冲压工艺,属于电子产品生产技术领域,一种电子产品加工用工件冲压工艺,包括原材料板材检查、入库、剪板处理和表面处理、打磨抛光处理、表面润滑处理、冲压加工和终检等工序,本发明的电子产品加工用工件冲压工艺,包括表面处理、 全部
背景技术:
电子产品是以电能为工作基础的相关产品,主要包括:手表、智能手机、电话、电视 机、影碟机、录像机、摄录机、收音机、收录机、组合音箱、激光唱机、电脑、游戏机、移动通信 产品等。因早期产品主要以电子管为基础原件故名电子产品。 冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力 并进行变形,从而获得一定形状、尺寸和性能的产品零件的生产技术。板料,模具和设备是 冲压加工的三要素。按冲压加工温度分为热冲压和冷冲压。前者适合变形抗力高,塑性较差 的板料加工;后者则在室温下进行,是薄板常用的冲压方法。它是金属塑性加工(或压力加 工)的主要方法之一,也隶属于材料成型工程技术。 现有技术中,金属板材都是通过冲压成型进行加工,但是现有的工艺设计复杂,缺 乏合理性,成品误差较大,并无法满足客户对成品精度的需求。
技术实现要素:
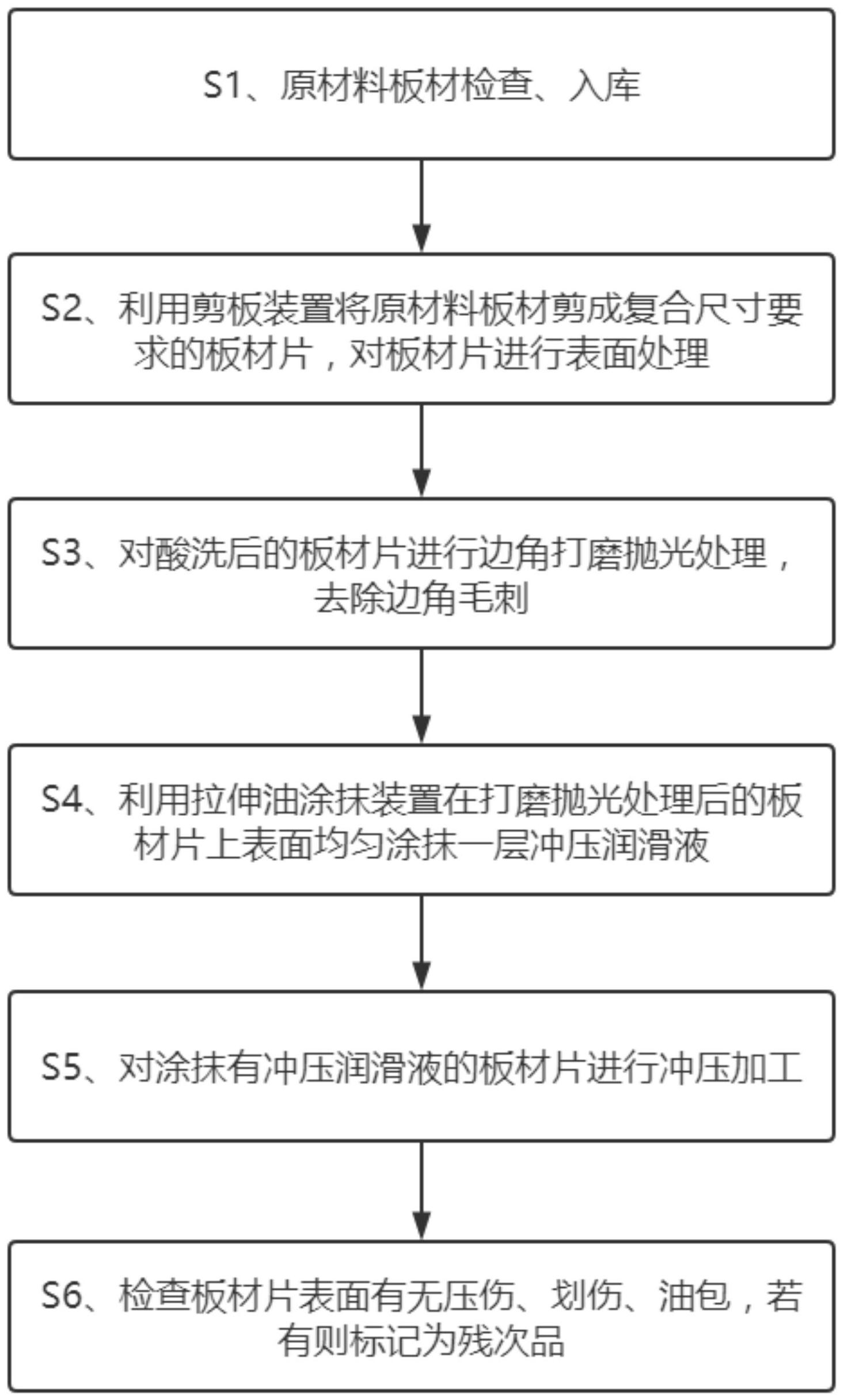
1.要解决的技术问题 针对现有技术中存在的问题,本发明的目的在于提供一种电子产品加工用工件冲 压工艺,本发明的电子产品加工用工件冲压工艺,包括表面处理、打磨抛光处理、润滑涂抹 处理、冲压处理等工序,工艺流程简单、易操作,不仅能够有效提高冲压的成品率,还能够提 高冲压效率、节约生产成本和时间,适合进行大批量、工业化生产。 2.技术方案 为解决上述问题,本发明采用如下的技术方案。 一种电子产品加工用工件冲压工艺,包括以下步骤: S1、原材料板材检查、入库; S2、利用剪板装置将原材料板材剪成复合尺寸要求的板材片,对板材片进行表面 处理; S3、对酸洗后的板材片进行边角打磨抛光处理,去除边角毛刺; S4、利用拉伸油涂抹装置在打磨抛光处理后的板材片上表面均匀涂抹一层冲压润 滑液; S5、对涂抹有冲压润滑液的板材片进行冲压加工; S6、检查板材片表面有无压伤、划伤、油包,若有则标记为残次品。 进一步的,所述S1中,检查原材料板材表面有无裂纹、凹痕和凸起。 进一步的,所述S2中,表面处理包括以下步骤: S21、酸洗处理:将板材片置入酸洗池内,往酸洗池内加入酸洗液,30-40℃下酸洗 4 CN 111571136 A 说 明 书 2/6 页 120-150min,酸洗结束后对板材片进行清洗; S22、钝化处理:将酸洗后的板材片置入钝化池内,往钝化池内加入钝化处理液对 板材片,20-30℃下钝化处理30-50min; S23、清洗干燥:将钝化处理后的板材片置于高压水枪下冲洗3-5次,干燥,完成表 面处理。 进一步的,所述酸洗液包括以下按质量百分比计的组份:25-30%的盐酸、15-20% 的硝酸、20-30%的磷酸、十二烷基苯磺酸钠2-4%、柠檬酸钠0.5-1%、硫酸锌0.5-1%,余量 为水; 所述酸洗液的制备方法为将盐酸、硝酸、磷酸、十二烷基苯磺酸钠、乌洛托品、柠檬 酸钠、硫酸锌和水充分搅拌混合即得。 进一步的,所述钝化处理液包括以下按质量百分比计的组份:氢氟酸8-12%、过氧 化氢1-2%、十二烷基苯磺酸钠3-5%、苯甲酸钠0.5-2%、钨酸盐0.8-1%、植酸0.05-0.1%、 酒石酸0.02-0.05%,余量为水; 所述钝化处理液的制备方法为将氢氟酸、过氧化氢、苯甲酸钠、钨酸盐、植酸、十二 烷基苯磺酸钠、酒石酸和水30-40℃下充分搅拌混合即得。 进一步的,所述冲压润滑液包括以下按质量百分比计的组份:石墨5-8%、乙二醇 4-6%、乙醇8-12%、丙烯酸乙酯1-1.5%、烷基酚聚氧乙烯醚0.5-1%,余量为水; 所述冲压润滑液的制备方法为将石墨、乙二醇、乙醇、丙烯酸乙酯、烷基酚聚氧乙 烯醚和水充分搅拌混合即得。 进一步的,所述S5包括以下步骤: S51、冲压前,将板材片置入凹模和凸模之间,凸模与板材表面相接触,分别加热凹 模和凸模,并对凹模和凸模进行保温; S52、第一次冲压,下移凸模对板材进行冲压,凸模移动距离大于或者等于凸模圆 角的半径,固定凸模停止冲压,对凸模进行加热使凸模与凹模同温度,对凹模和凸模进行保 温控制; S53、第二次冲压,继续下移凸模对板材进行进一步冲压,直到成型; S54、然后保持冲压状态,同时以一定的降温速率对凸模和凹模进行降温,然后上 移凸模,取下成型的板材片,完成冲压。 进一步的,所述S51中,凹模加热温度为200-250℃,凸模加热温度为60-90℃。 进一步的,所述S54中,降温速率为2-4℃/s,降温至25-35℃。 3.有益效果 相比于现有技术,本发明的优点在于: (1)本发明的电子产品加工用工件冲压工艺,包括表面处理、打磨抛光处理、润滑 涂抹处理、冲压处理等工序,工艺流程简单、易操作,不仅能够有效提高冲压的成品率,还能 够提高冲压效率、节约生产成本和时间,适合进行大批量、工业化生产。 (2)本发明的冲压工艺在冲压前对板材进行表面处理,其中表面处理包括酸洗处 理和钝化处理,酸洗处理能够有效的去除板材片表面的油污和铁锈,保证板材片的质量,钝 化处理可以在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表 面上的钝化膜,从而大大的提高了板材片的耐腐蚀性能,进一步保证板材片的质量。 5 CN 111571136 A 说 明 书 3/6 页 (3)本发明的冲压工艺加入了打磨抛光处理工序,对剪板完成后的板材片进行打 磨抛光,保证冲压精度。 (4)本发明的冲压工艺在冲压前对板材片表面涂抹冲压润滑液,冲压润滑液由石 墨、乙二醇、乙醇、丙烯酸乙酯、烷基酚聚氧乙烯醚和水混合制得,在冲压过程中能够对模具 和板材片进行有效的润滑,不仅能够有效提高冲压精度,还能够避免机械压伤的产生。 (5)本发明的冲压工艺在冲压过程中对凹模和凸模进行加热,冲压结束后以恒定 降温速率进行降温,不仅可以保证冲压板材的稳定性,而且可以使冲压板材的厚度分布更 加均匀,还能够避免冲压成型过程中因快速降温导致的形变。 附图说明 图1为本发明的工艺方法流程图。











