
技术摘要:
本发明提供了一种新型五金壳自动包胶套设备,其采用上五金壳装置输送一个五金壳至转盘的第一载具上,所述转盘旋转至上胶套工位,所述上胶套装置将胶套套于五金壳上,所述转盘旋转至整形工位,所述整形装置对五金壳顶上突出的胶套进行整形使之向内收缩靠拢,所述转盘旋 全部
背景技术:
有很多五金壳外表面要包一层胶套。目前,现有技术五金壳外表面包胶套的方法 都是采用治具或夹具配合人工进行的,采用此方法的缺点为:生产效率低,生产成本高,品 质差,不能实现自动化生产。 有鉴于此,特提出本发明,以改正上述现有技术的不足之处。
技术实现要素:
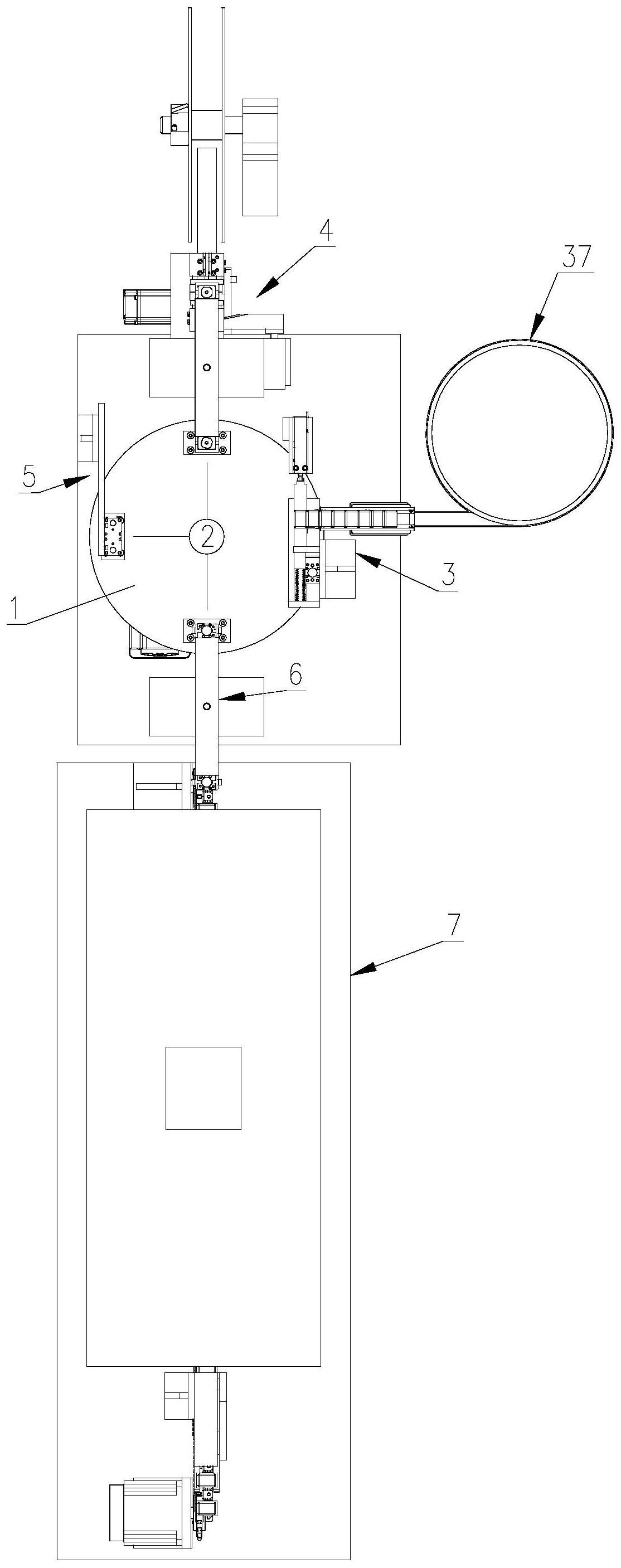
针对上述现有技术,本发明所要解决的技术问题是提供一种生产效率高,生产成 本低,品质好,能实现自动化生产的新型五金壳自动包胶套设备。 为了解决上述技术问题,本发明提供了一种新型五金壳自动包胶套设备,其包括 第一机架和设于第一机架上的第一工作台,在第一工作台上设置有转盘,在转盘上设有用 于放置五金壳的第一载具,在转盘外周的第一工作台上依次设置有上五金壳装置、上胶套 装置、整形装置、输送装置,在输送装置旁边还设有包胶套装置,在包胶套装置旁边还设有 下料装置,各装置分别与主控系统连接并由其控制;上五金壳装置输送一个五金壳至转盘 的第一载具上,转盘旋转至上胶套工位,上胶套装置将胶套套于五金壳上,转盘旋转至整形 工位,整形装置对五金壳顶上突出的胶套进行整形使之向内收缩靠拢,转盘旋转至输送工 位,输送装置输送套有胶套的五金壳至包胶套装置中,包胶套装置对该套有胶套的五金壳 进行包胶套整形,下料装置输出包胶套整形后的包胶五金壳;上五金壳装置包括第一支架、 送料导轨、基座、送料机构、弹性抵压机构、输送机构、振动盘、直振器;基座横向设有通槽, 在基座一端纵向设有与通槽连通的缺口,在基座中部垂直设有与通槽连通的通孔,送料机 构设有送料板,弹性抵压机构设有抵压块,输送机构设有输送板;第一支架置于上五金壳工 位处且安装于第一机架的第一工作台面上,送料导轨安装于直振器上,送料机构、直振器分 别安装于机架的工作台面上,基座安装于第一支架侧面上,弹性抵压机构置于基座的通槽 内安装于基座的另一端,输送机构置于基座上方且安装于第一支架侧面上,振动盘置于送 料导轨前方且振动盘的出口与送料导轨的入口连通,送料导轨的出口与缺口连通,送料板 置于基座的通槽中并与通槽滑动连接;送料机构、输送机构、振动盘、直振器分别与主控系 统连接并由其控制;振动盘工作振动使五金壳单个排列依次进入送料导轨中,直振器工作 振动使五金壳向前移动从送料导轨的出口经缺口进入至基座的通槽中,送料机构工作驱动 送料板向前输送与抵压块夹持的五金壳至通孔正上方,输送机构工作驱动输送板向下移动 输送五金壳穿过通孔至第一载具上;包胶套装置包括第二机架和设于第二机架上的第二工 作台,在第二工作台上设置有烤箱,烤箱设有入口和出口,链条贯穿烤箱安装于链条旋转机 构上,在链条上均匀设置有放置五金壳的第二载具,在烤箱的出口位置处设有用于胶套整 4 CN 111571521 A 说 明 书 2/10 页 形的胶套整形机构,烤箱、链条旋转机构分别与主控系统连接并由其控制;输送装置输送套 有胶套的五金壳于烤箱入口位置处链条的第二载具上,链条旋转机构工作驱动链条运动带 着第二载具上的套有胶套的五金壳进入烤箱内,套有胶套的五金壳在烤箱内被加热至设定 温度,五金壳外套有的胶套在加热状况下收缩向内包紧五金壳,链条旋转机构连续工作驱 动链条运动带着第二载具上套有胶套的五金壳从烤箱的出口经胶套整形机构和第二载具 配合对收缩的胶套进一步整形直至整形完成,链条旋转机构连续工作驱动链条运动带着第 二载具上整形完成后的包胶五金壳运动至链条下方,下料装置输出包胶套整形后的包胶五 金壳;第二载具包括五金壳治具、支撑柱、活动块、弹性元件、底座,五金壳治具的外形形状 与五金壳内腔形状一致,五金壳治具的外形尺寸略小于五金壳内腔尺寸,支撑柱为柱状,活 动块分上部、中部、下部三部分,活动块上部为整形部,活动块中部为驱动部,活动块下部为 支撑避空部,整形部的外形形状、尺寸与五金壳治具的外形形状、尺寸一致,驱动部为长方 形、其尺寸大于整形部外形尺寸且两侧设有圆角或倒角,支撑避空部的外形尺寸小于整形 部的外形尺寸;五金壳治具固定安装于支撑柱上,支撑柱固定安装于底座上,活动块活动套 设于支撑柱外,弹性元件套设于支撑柱外弹性抵压于五金壳治具与活动块之间,底座固定 安装于链条上;胶套整形机构包括支撑座、上整形板、2块下整形板、下整形板安装座,上整 形板为一平板,下整形板分为前部、中部、后部三部分,下整形板前部为上升整形部,上升整 形部为上升的斜坡,下整形板中部为平直整形部,平直整形部为平直状,下整形板后部为退 出整形部,退出整形部为下降的斜坡,2块下整形板的长度要大于上整形板的长度;支撑座 置于烤箱(71)出口位置处且固定安装于第二机架的第二工作台上,上整形板固定安装于支 撑座侧边上部,下整形板安装座置于上整形板下且固定安装于支撑座侧边上,2块下整形板 置于上整形板下且分别固定安装于支撑座侧边上、下整形板安装座侧边上。 本发明的进一步改进为,输送装置包括两组产品夹持机构、第二旋转板、第二伸摆 机构,第二旋转板安装于第二伸摆机构上,两组产品夹持机构分别安装于第二旋转板两端, 第二伸摆机构置于输送工位处且安装于第一机架的第一工作台面上;第二伸摆机构工作驱 动第二旋转板往复旋转180度、同时驱动第二旋转板上升或下降。 与现有技术相比,本发明采用上五金壳装置输送一个五金壳至转盘的第一载具 上,转盘旋转至上胶套工位,上胶套装置将胶套套于五金壳上,转盘旋转至整形工位,整形 装置对五金壳顶上突出的胶套进行整形使之向内收缩靠拢,转盘旋转至输送工位,输送装 置输送套有胶套的五金壳至包胶套装置中,包胶套装置对套有胶套的五金壳进行包胶套整 形,下料装置输出包胶套整形后的包胶五金壳。本发明生产效率高,生产成本低,品质好,能 实现自动化生产。 附图说明 图1是本发明的上胶套示意图; 图2是本发明的热缩包胶套示意图; 图3是本发明的热缩包胶套剖面示意图; 图4是本发明的最终成品包胶五金壳剖面示意图; 图5是本发明俯视结构示意图; 图6是本发明的上五金壳装置立体结构示意图; 5 CN 111571521 A 说 明 书 3/10 页 图7是图6的立体展开图; 图8是本发明的上胶套装置立体结构示意图; 图9是图8的立体展开图; 图10是本发明的整形装置立体结构示意图; 图11是本发明的输送装置立体结构示意图; 图12是本发明的包胶套装置立体结构示意图; 图13是本发明的包胶套装置拆除烤箱后的立体结构示意图; 图14是本发明的第二载具立体结构示意图; 图15是图14的立体展开图; 图16是本发明的胶套整形机构立体结构示意图; 图17是图16的立体展开图; 图18是本发明的工艺流程框图。 图中各部件名称如下: 1—转盘; 2—第一载具; 3—上五金壳装置;31—第一支架;32—送料导轨;33—基座;331—通槽;332—缺口; 333—通孔;34—送料机构;341—送料板;342—送料气缸;343—第二支架;35—弹性抵压机 构;351—抵压块;352—弹簧;353—挡板;36—输送机构;361—输送板;362—输送气缸; 37—振动盘;38—直振器; 4—上胶套装置;41—胶套输送机构;411—驱动轮组;4111—主动轮;4112—从动轮; 412—驱动电机;413—第三支架;414—导向轮;42—胶套扩张块;43—扩张块夹持机构; 431—夹持板;432—夹持气缸;44—胶套转接机构;441—转接块;442—套筒;443—电磁铁; 444—迷你气缸;445—连接板;45—裁切机构;451—切刀;452—切刀安装板;453—裁切气 缸;454—裁切气缸安装板;46—第一伸摆机构;461—第一旋转板;462—第一伸摆气缸; 463—第四支架; 5—整形装置;51—整形板;52—整形气缸;53—第五支架; 6—输送装置;61—产品夹持机构;611—手指气缸;612—夹爪;62—第二旋转板;63— 第二伸摆机构;631—第二伸摆气缸;632—第六支架; 7—包胶套装置;71—烤箱;72—链条;73—链条旋转机构;731—第一链轮;732—第一 链轮安装座;733—第二链轮;734—第二链轮安装座;735—步进电机;74—第二载具;741— 五金壳治具;742—支撑柱;743—活动块;7431—整形部;7432—驱动部;7433—支撑避空 部;744—弹性元件;745—底座;75—胶套整形机构;751—支撑座;752—上整形板;753—下 整形板;7531—上升整形部;7532—平直整形部;7533—退出整形部;754—下整形板安装 座; 100—胶套; 200—五金壳。











