
技术摘要:
本发明公开了一种电容器生产设备及工艺,应用在电容器生产领域,解决了现在对电容器浸渍时,没有对浸渍剂输送管道中的空气进行排除,在浸渍剂运输的过程中染液产生气泡,影响生产出电容器的质量的技术问题,其技术方案要点是一种电容器生产设备,包括真空罐,真空罐的 全部
背景技术:
随着电子产业的迅速发展,对电容器的需求量越来越大,对电容器质量的要求也 越来越高。在电容器的生产过程中,真空干燥浸渍是最重要和最关键的工艺,在浸渍的过程 中需要将电容器内抽真空,然后通过电容器的浸渍口注入浸渍剂。如果电容器内在浸渍的 过程中含有空气或蒸汽,容易使浸渍剂中产生气泡,影响浸渍的效果。 现有公开号为CN107452509A的中国专利公开了一种铝电解电容器的生产工艺,包 括以下内容:a、铝箔的腐化;b、铝箔的氧化;c、芯包的卷绕;d、电解液的浸渍;e、铝壳的密 封。 上述现有技术方案存在以下缺陷:上述工艺在浸渍时,没有对浸渍剂输送管道中 的空气进行排除,在浸渍剂运输的过程中染液产生气泡,影响生产出电容器的质量。
技术实现要素:
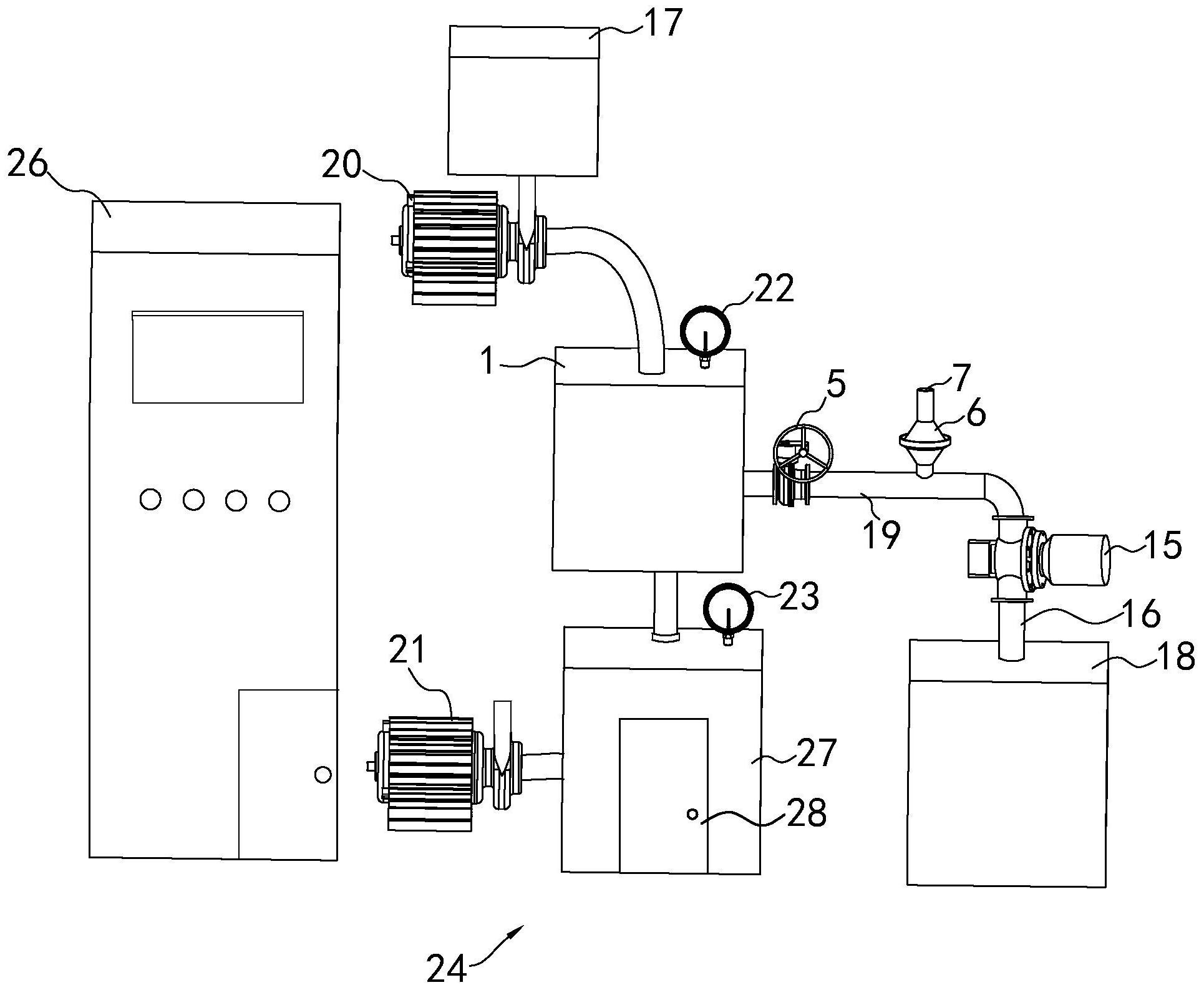
本发明的目的是提供一种电容器生产设备及工艺,其优点是将浸渍剂输送管道中 的空气进行排除,保证生产出电容器的质量。 发明目的一是:提供一种电容器生产设备,其具有保证电容器质量的效果。 本发明的上述发明目的一通过以下技术方案得以实现:一种电容器生产设备,包 括真空罐,所述真空罐的上端连接有第一真空泵,所述真空罐下端连通有注油管,所述真空 罐的侧端连通有缓冲管,所述缓冲管与真空罐连接处设有管道阀门,所述缓冲管的上端外 壁上连通有放气管,所述放气管的上端设置有放气口,所述放气管由下至上横截面的直径 先增大再变小,所述放气管中设有漂浮块,所述漂浮块的外壁与放气管下端的内壁贴合,所 述缓冲管的末端连接有抽液泵,所述抽液泵的抽液端连接有抽液管,所述抽液管的末端连 接有油罐。 通过上述技术方案,在要对电容器注油之前,先将管道阀门关闭,启动第一真空罐 对电容器进行抽真空。启动抽液泵将绝缘油输送到缓冲管中,漂浮块受重力作用与放气管 底端的内壁贴合,管道阀门处于关闭的状态,使缓冲管处于封闭的状态。缓冲管中的空气随 着绝缘油的进入被压缩,使缓冲管中的压强变大,缓冲管中的空气会将放气管中的漂浮块 顶起,通过放气口排出。直到缓冲管中充满绝缘油后,绝缘油受抽液泵压力作用进入到放气 管中,漂浮块随着绝缘油在放气管中液位的升高而浮起。直到漂浮球漂浮到放气口处,抽液 管和缓冲管中的空气都通过放气口排出,避免了在对电容器注油的时候产生气泡,保证了 对电容器浸渍的效果。 本发明进一步设置为:所述漂浮块包括上圆锥体和下圆锥体,所述上圆锥体和下 圆锥体的形状大小相同,所述上圆锥体和下圆锥体的底面相对同轴连接,所述上圆锥体和 下圆锥体底面的直径小于放气管中间处最大横截面的直径,所述上圆锥体和下圆锥体底面 4 CN 111599611 A 说 明 书 2/6 页 的直径大于放气管两端最小横截面的直径。 通过上述技术方案,上圆锥体和下圆锥体的外表面与放气管的内表面贴合性更 好,保证了下圆锥体与放气管下端内壁贴合时的密封性,同时避免上圆锥体与放气管上端 内壁贴合不紧密,导致有绝缘油从放气口处喷出。上圆锥体和下圆锥体底面的直径小于放 气管中间处最大横截面的直径,上圆锥体和下圆锥体底面的直径大于放气管两端最小横截 面的直径,使漂浮块只能在放气管中移动。 本发明进一步设置为:所述上圆锥体的顶端同轴连接有固定杆,所述固定杆的上 端从放气口伸出,所述固定杆的横截面积等于放气口的横截面积,所述固定杆上设置有沿 长度方向延伸的通气槽。 通过上述技术方案,固定杆固定了漂浮块在放气管中的运动轨迹,使漂浮块保持 与放气管同轴向运动。避免漂浮块在随液位一同上升和下降时发生倾斜,无法与放气管的 上端和下端内壁贴合。 本发明进一步设置为:所述注油管的末端连接有真空保护箱,所述真空保护箱包 括箱体,所述箱体上可拆卸连接有放置门,所述注油管穿过箱体的上端插入到箱体内,所述 箱体一侧外壁上连通有第二真空泵。 通过上述技术方案,同时打开第一真空泵和第二真空泵,使真空保护箱和电容器 内同时进行抽真空,并控制真空保护箱和电容器内的压强相同。避免在对电容器抽真空的 时候,电容器内的压强变小,电容器受大气压强的作用而产生形变,放置门与箱体可拆卸连 接,便于将电容器放入到真空保护箱中。 本发明进一步设置为:所述注油管与箱体可拆卸连接,所述注油管与箱体连接处 设有密封圈。 通过上述技术方案,真空保护箱内外压强差较大,长时间使用容易发生形变,注油 管与箱体可拆卸连接便于对真空保护箱进行更换,密封圈使注油管与真空保护箱密封连 接,保证真空保护箱的密闭性。 本发明进一步设置为:所述真空罐的外壁上连通有第一真空表,所述真空保护箱 上连通有第二真空表。 通过上述技术方案,通过第一真空表可以得到电容器内的压强值,通过第二真空 表可以得到真空保护箱内的压强值,便于对电容器和真空保护箱内的压强进行调整。 本发明进一步设置为:所述放气管的上端外壁上套设有接液环,所述接液环的内 环与放气管的外壁贴合。 通过上述技术方案,接液环用于接收从放气口被压出的少量绝缘油,避免造成浪 费。 本发明进一步设置为:所述第一真空泵的末端连接有冷凝器。 通过上述技术方案,冷凝器将真空泵抽出的水蒸气直接进行冷凝,便于进行收集。 本发明进一步设置为:所述真空罐一侧设置有PLC控制柜,所述PLC控制柜与第一 真空泵和第二真空泵连接。 通过上述技术方案,通过PLC控制柜便于对电容器和真空保护箱中的压强进行调 控。 发明目的二是:提供一种电容器生产工艺,其同样具有电容器质量的效果。 5 CN 111599611 A 说 明 书 3/6 页 本发明的目的二是通过以下技术方案得以实现的: S1、切模:将锌铝合金压薄切割为金属薄片; S2、卷绕:将电解纸吸附电解液后与金属薄片层层卷绕; S3、喷金:对电解纸和金属薄片的两侧进行喷金; S4、焊接:将电容引线与电解纸和金属薄片的两侧进行焊接; S5、装配:将电解纸和金属薄片放置在带有浸渍口的铝壳中; S6、真空注油: a、将绝缘油加热至70℃-80℃持续12h; b、将真空罐的注油管插入到真空保护箱中,打开放置门,将电容器放入到真空保护箱 中,将注油管的末端与铝壳上的浸渍口密闭连通; c、将管道阀门关闭,打开第一真空泵和第二真空泵,将电容器和真空保护壳同时抽真 空至100pa后保持5h后,调控第一真空泵和第二真空泵,将电容器和真空保护壳同时抽真空 至2pa后保持10h; d、打开抽液泵,直到固定杆全部从放气口伸出时,打开管道阀门对电容器进行注油,待 电容器中装满绝缘油时,关闭抽液泵和管道阀门保持30min; e、停止第一真空泵和第二真空泵,打开管道阀门,启动抽液泵进行反向抽液,将电容器 中的绝缘油抽回到油罐中; f、等待电容器冷却后,将电容器从真空保护壳中取出,将浸渍口进行蜡封。 通过上述技术方案,将绝缘油中的水分去除,避免了在浸渍时产生大量的水蒸气, 提高了对电容器抽真空的效果,减少了电容器中杂质对浸渍效果的影响,同时避免了电容 器内外压强差大使电容器发生形变,在浸渍时,避免了气泡的产生,保证了浸渍的效果。 综上所述,本发明的有益技术效果为: 1.避免了在对电容器注油的时候产生气泡,保证了对电容器浸渍的效果; 2.避免在对电容器抽真空的时候,电容器内外压强差较大而产生形变; 3.固定杆固定了漂浮块在放气管中的运动轨迹,避免漂浮块在随液位一同上升和下降 时发生倾斜,无法与放气管的上端和下端内壁贴合。 附图说明 图1是本实施例的整体的结构示意图; 图2是本实施例用于展示真空保护箱内部结构的爆炸视图; 图3是本实施例用于展示放气管内部结构的剖视图。 附图说明,1、真空罐;2、注油管;3、电容器;4、浸渍口;5、管道阀门;6、放气管;7、放 气口;8、漂浮块;9、上圆锥体;10、下圆锥体;11、橡胶层;12、固定杆;13、通气槽;14、接液环; 15、抽液泵;16、抽液管;17、冷凝器;18、油罐;19、缓冲管;20、第一真空泵;21、第二真空泵; 22、第一真空表;23、第二真空表;24、真空保护箱;25、密封圈;26、PLC控制柜;27、箱体;28、 放置门。











