
技术摘要:
本发明涉及一种缫丝机连续供茧方法,其包括包括下列步骤:首先通过加茧装置向索绪装置内加茧,再通过索绪装置对蚕茧进行索绪处理,然后通过理绪装置对蚕茧进行理绪处理,再将理绪后的蚕茧转送至缫丝机进行缫丝,最后通过分离回收装置将缫丝机送出的蚕蛹与蚕茧分离,并 全部
背景技术:
在蚕丝丝绸生产的工艺流程中,将蚕茧抽出蚕丝的工艺概称缫丝。缫丝工艺过程 包括煮熟茧的索绪、理绪、茧丝的集绪、拈鞘、缫解、部分茧子的茧丝缫完或中途断头时的添 绪和接绪、生丝的卷绕和干燥在缫丝工艺流程的步骤之前需要先经过煮茧步骤,即将茧用 水加热、渗透或添加助剂等,使蚕茧适度膨化 溶解丝胶。煮茧渗透完成后,需将蚕茧送往缫丝设备中,即为向缫丝机供茧。传统供茧 工序的自动化程度不高,很多环节还需人为操作完成,浪费了大量人力,且各个工程步骤之 间缺乏统一性,供茧的均匀性和连续性较差。
技术实现要素:
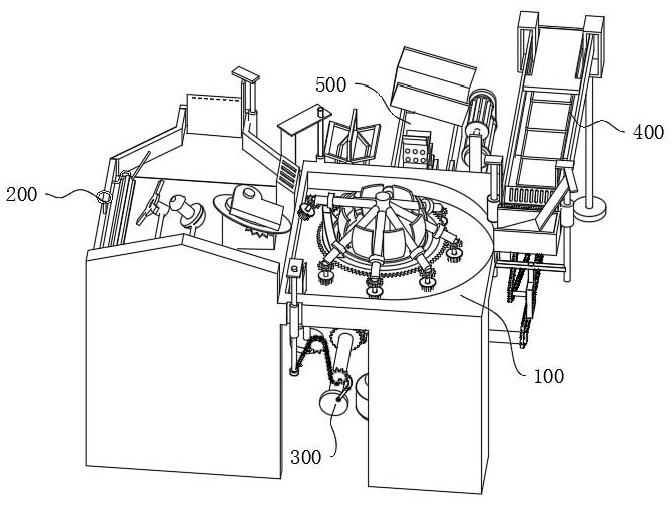
本发明的目的是提供一种缫丝机连续供茧方法,自动化程度高,各工程步骤之间 协调统一,供茧均匀连续,工作效率高。 本发明采取的技术方案具体如下。一种缫丝机连续供茧方法,包括下列步骤: 步骤一:通过加茧装置向索绪装置内加茧; 步骤二:通过索绪装置对蚕茧进行索绪处理; 步骤三:通过理绪装置对蚕茧进行理绪处理,再将理绪后的蚕茧转送至缫丝机进行缫 丝; 步骤四;通过分离回收装置将缫丝机送出的蚕蛹与蚕茧分离,并将蚕茧回收输送至索 绪装置进行索绪。 优选地,所述索绪装置通过驱动机构驱动索绪帚自转,索绪帚的自转使得蚕茧上 的绪丝粘附于索绪帚的帚刷上,以此实现对蚕茧的索绪操作。 优选地,所述索绪装置还包括安装套,安装套与索绪帚传动连接,驱动机构驱动安 装套往复转动带动索绪帚实现自转。 优选地,所述索绪帚通过活动连接件与驱动轴传动连接,驱动轴驱动索绪帚轴向 转动,索绪帚转动的同时牵拉绪丝和蚕茧进行移动,使得索绪装置对蚕茧的索绪更加均匀 和充分,同时方便索绪装置和理绪装置之间的移料。 优选地,所述索绪装置还包括姿态调整机构,当索绪帚运动到靠近理绪装置的位 置时调整索绪帚的姿态,使其方便进行理绪操作。 优选地,所述姿态调整机构包括凸起部,凸起部设置于朝向理绪装置的方向,所述 活动连接件上设有凸轮部,驱动轴驱动活动连接件进行转动,当凸轮部转动到凸起部所在 位置时,活动连接件被抬升并带起索绪帚,使之贴近理绪装置便于进行理绪操作。 优选地,所述理绪装置包括剥离机构,剥离机构靠近索绪装置设置,当索绪帚抬起 时,剥离机构时将绪丝从索绪帚上剥离。 4 CN 111593416 A 说 明 书 2/9 页 优选地,剥离机构包括刀座,刀座上布置有固定齿刀和活动齿刀,装置运行时,活 动齿刀往复运动,刮擦索绪帚的帚刷部,通过与固定齿刀的配合将绪丝从索绪帚上剥离。 优选地,所述理绪装置还包括理绪机构,通过理绪机构将剥离机构剥离的绪丝以 及理绪装置内蚕茧上的绪丝收集并加捻成线绳,再经由导线组件引导至收线器收卷。 优选地,通过设置移料机构将蚕茧在索绪装置和理绪装置之间以及理绪装置和缫 丝机之间进行移送,使得蚕茧可以在装置内部不断运动,提高装置整体的工作效率。 优选地,所述移料机构通过升降组件实现往复升降运动,且移料机构顶面均倾斜 设置并开设有漏水孔,当移料机构下降至低位时,水流带动蚕茧运动到移料机构顶面,移料 机构上升时,将顶部的蚕茧捞取并提升出水面,蚕茧在重力作用下沿斜面下落,完成移料。 优选地,加茧装置靠近索绪装置设置,并通过推送机构逐步将内部蚕茧送入索绪 装置进行索绪,理绪装置中的部分蚕茧由移料机构送入缫丝机进行缫丝,所述分离回收机 构包括分离机构和转运机构,由缫丝机送出的蚕蛹和蚕茧的混合物通过分离机构进行分 离,再由转运机构将分离出蚕茧回送至索绪装置进行索绪。 本发明取得的技术效果为: 本发明的目的是提供一种缫丝机连续供茧方法,其首先通过加茧装置向索绪装置内加 茧,再通过索绪装置对蚕茧进行索绪处理,然后通过理绪装置对蚕茧进行理绪处理,再将理 绪后的蚕茧转送至缫丝机进行缫丝,最后通过分离回收装置将缫丝机送出的蚕蛹与蚕茧分 离,并将蚕茧回收输送至索绪装置进行索绪。该方法自动化程度高,各工程步骤之间协调统 一,供茧均匀连续,工作效率高。 附图说明 构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实 施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中: 图1为缫丝机连续供茧设备整体布局图; 图2为缫丝机连续供茧设备结构图; 图3 为索绪装置结构图; 图4为索绪装置与加茧装置传动结构示意图; 图5为A1升降传动单元结构示意图; 图6为A1移料机构结构示意图; 图7为剥离机构结构示意图; 图8为索绪帚结构示意图; 图9为A1升降组件截面图; 图10为分离回收装置结构图; 图11为加茧装置结构图; 图12为B推送组件结构图; 图13为B提升组件结构图。 各附图标号对应关系如下:100、索绪装置;110、A驱动轴;111、索绪帚;111a、帚刷 部;111b、帚杆部;111c、连接齿轮;112、活动连接件;112a、A连接杆; 112b、凸轮部;120、A1 驱动齿轮;121、限位件;122、A2驱动齿轮;123、A蜗杆;124、A偏心圆;125、A安装套;126a、A上 5 CN 111593416 A 说 明 书 3/9 页 驱动连接杆;126b、A摆动连接杆;126c、A下;127、A环形套;128a、A1传动齿轮;128b、A2传动 齿轮;130、导向环;131、凸起部;200、理绪装置;210、剥离机构;211、刀座;211a、固定齿刀; 211b、固定刃刀;211c、活动齿刀;220、理绪盘;221、理绪柱;222、捞丝扇叶;223、导线扣; 224、收线器;300、移料机构;310、A1移料机构;310a、A1提升板;310b、A漏水孔;310c、A1升降 杆;310d、升降弹簧;311、A2移料机构;312、A3移料机构;320、升降传动单元;321、传动轴; 322、A1升降链轮;323、A2升降链轮;324、升降链条;325、弧形连接杆;326、A凸轮;327、A曲 柄;400、加茧装置;410、储茧槽;420、B提升组件;421、B提升板;422、B漏水孔;423、B提升架; 424、B2调向件;425、B2装配孔;426、B2不完全齿轮;427、B2传动齿轮;430、B推送组件;431、 移茧件;432、B推送架;433、B1调向件;434、B1装配孔;435、B1不完全齿轮;436、B1传动齿轮; 437、B挡板;438、盖板;440、导料槽;441、推料件;450、B驱动齿轮;451、B传动链;500、分离回 收装置;510、导料件;520、分料件;530、辅助分料件;540、C接料件;541、活动条板;550、转运 件;551、提升输送带。











