
技术摘要:
本发明公开了一种钣金折弯结构,钣金折弯结构包括金属板件和用于补充金属板件水平折弯处为长方形的工艺用料件,工艺用料件围绕金属板件水平折弯处设置,且工艺用料件通过连接筋与金属板件连接固定。本发明还提供一种钣金折弯方法,包括以下内容:对完整的长方形金属板 全部
背景技术:
如今在航空、航天飞行器及航空、航天器发动机中、机械设备中使用的钣金件产品 较多,部份产品为异型钣金件,本发明涉及的钣金件折弯前的展开金属板件,如图1所示,金 属板件3上有一竖直折弯处1和一水平折弯处2,针对水平折弯处2,因其水平折弯线与折弯 邻边有大于90°的夹角,如图2所示,折弯时折弯上模5与工件上表面接触,折弯下模4与工件 下表面接触。 在折弯过程中上、下模具同时挤压板件,因折弯下模4受力不均匀会导致板件向右 发生旋转,故采用常规的直接折弯方式无法保证尺寸,无法满足产品的质量要求,一般会采 用折弯后补加工方式,需要用到辅助夹具,操作较为复杂,且对折弯加工的工作人员的技能 要求较高。
技术实现要素:
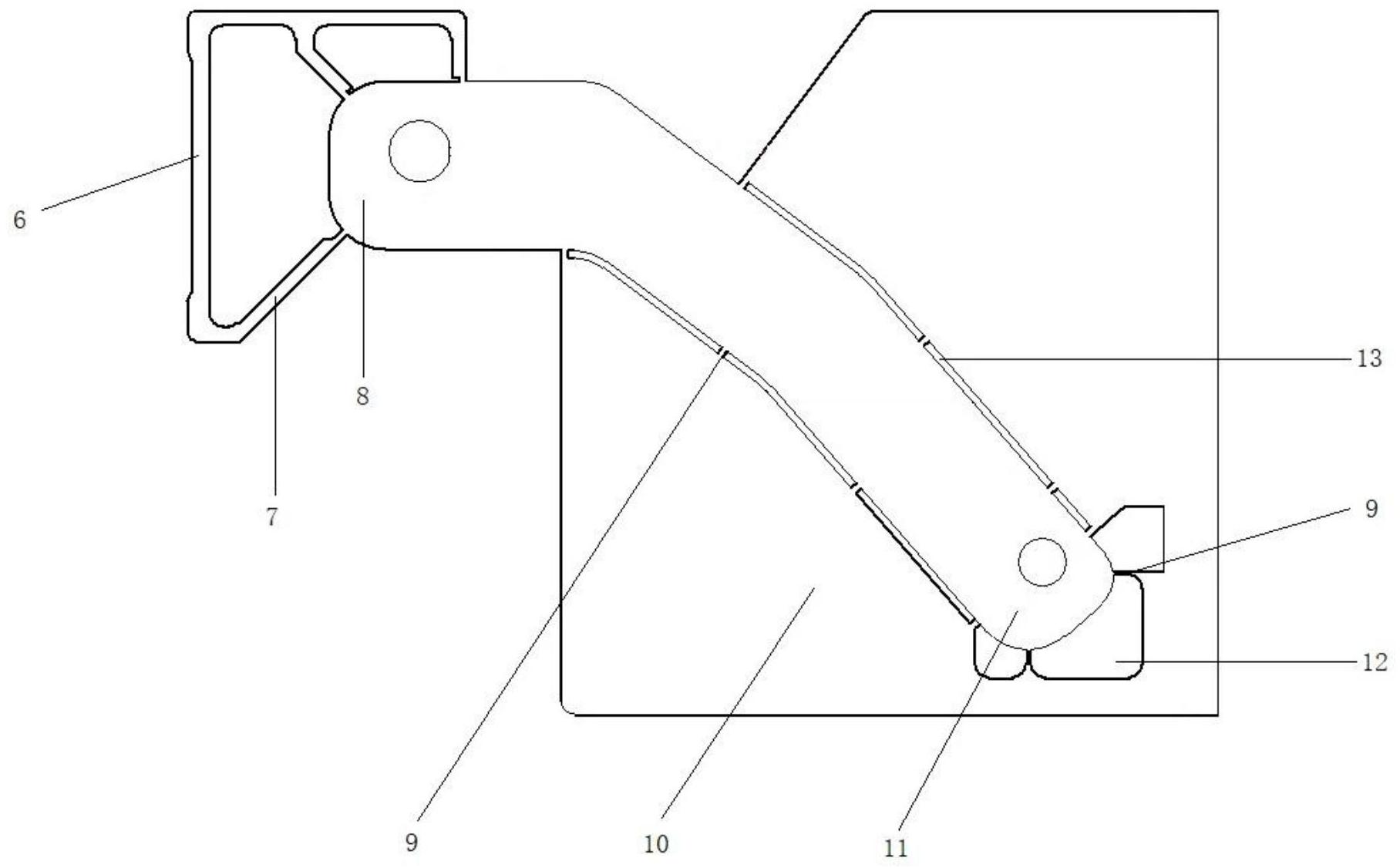
本发明的目的就在于为了解决上述问题而提供一种钣金折弯结构及其折弯方法。 为了实现上述目的,本公开提供一种钣金折弯结构,用于倾斜延伸的金属板件沿 其水平折弯处垂直折弯,金属板件形成为不规则的长条状结构,钣金折弯结构包括金属板 件和用于补充金属板件水平折弯处为长方形的工艺用料件,工艺用料件围绕金属板件水平 折弯处设置,且工艺用料件通过连接筋与金属板件连接固定。 可选地,水平折弯处靠近金属板件的第一端,工艺用料件与金属板件侧边间隔多 个间隙孔,工艺用料件与金属板件的第一端边间隔多个隔断孔,隔断孔的孔面积大于间隙 孔的孔面积。 可选地,金属板件的第二端设置定位件,定位件包括用于与折弯加工设备定位的L 型板,向上翻转180°的L型板通过连接轴与第二端连接固定。 可选地,工艺用料件上部向上延伸至与定位件同高。 本公开还提供一种钣金折弯方法,包括以下内容: 对完整的长方形金属板进行裁剪下料得上述的钣金折弯结构; 将钣金折弯结构的定位件及工艺用料件上部与折弯加工设备进行定位,然后启动 折弯加工设备进行垂直折弯操作; 裁断连接筋与金属板件的连接根部,使工艺用料件与金属板件分离; 裁断连接轴与金属板件的连接根部,使定位件与金属板件分离,得折弯后的钣金 件。 本发明的有益效果在于: 本发明涉及的钣金折弯结构及其折弯方法,解决异型钣金折弯时发生错位导致空 间位置尺寸不准确的问题,本发明为金属板件设置工艺用料件,增设了的工艺用料件在折 3 CN 111604391 A 说 明 书 2/3 页 弯过程中折弯上、下模受力点均匀且对称分布,未发生位移,有利于提高生产效率,保证产 品质量,在实际应用中可减少操作工人的技能水平。 附图说明 附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具 体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中: 图1是金属板件的结构示意图; 图2是金属板件折弯时的结构示意图; 图3是钣金折弯结构的结构示意图。 附图标记说明 1-竖直折弯处,2-水平折弯处,3-金属板件,4-折弯下模,5-折弯上模,6-L型板,7- 连接轴,8-第二端,9-连接筋,10-工艺用料件,11-第一端,12-隔断孔,13-间隙孔。











