
技术摘要:
本发明公开了焊接领域内的一种辊筒端轴机器人焊接装置及其方法,包括焊接底座和定心夹紧底座,所述焊接底座上设置有焊接机器人,所述焊接机器人可沿焊接底座来回移动,所述定心夹紧底座上设置有主动定心夹紧机构,所述主动定心夹紧机构配套设置有从动定心夹紧机构,所 全部
背景技术:
渔网机中会用到各种辊筒,辊筒的两端有端轴,现有技术中通常采用现场辊筒与 端轴焊接,将辊筒两端放到两个定心、同平面轴承外圈上,再把端轴与辊筒端面预焊接一 点,使之预固定,然后转动辊筒进行同轴度目视调整,调整好后,在圆周上再预焊接两点,圆 周上共三点焊接固定端轴,然后人工满周焊接。但是,由于因没有夹紧力,第一个固定点焊 接就已经决定了其不可能同轴,只能减小歪斜并且第二、第三固定点焊接应力也决定了其 不可能同轴,所以,这样焊接不能保证辊筒外圆面与端轴同轴,其误差较大。
技术实现要素:
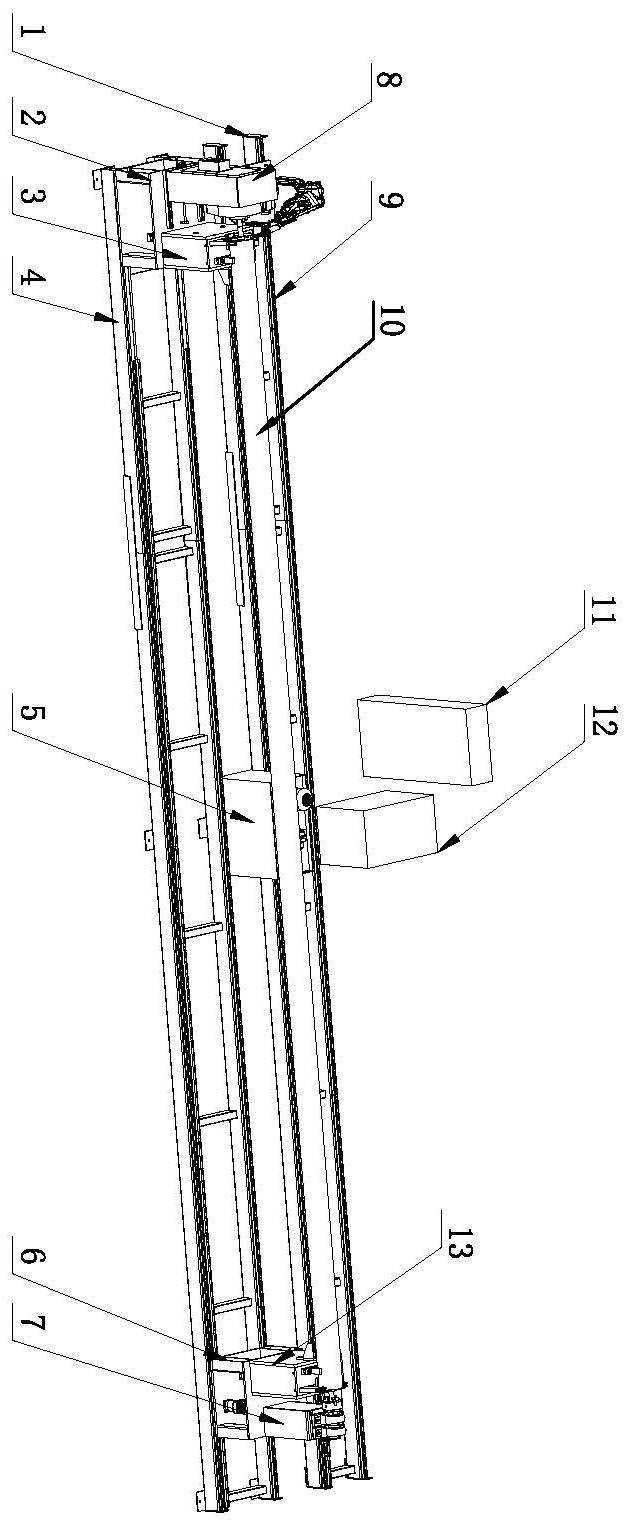
本发明的目的是提供一种辊筒端轴机器人焊接装置及其方法,能够定心夹紧辊筒 和端轴,使得辊筒和端轴同心同轴焊接,焊接精度更高。 为实现上述目的,本发明提供了一种辊筒端轴机器人焊接装置,包括焊接底座和 定心夹紧底座,所述焊接底座上设置有焊接机器人,所述焊接机器人可沿焊接底座来回移 动,所述定心夹紧底座上设置有主动定心夹紧机构,所述主动定心夹紧机构配套设置有从 动定心夹紧机构,所述主动定心夹紧机构固定设置在定心夹紧底座的一端,所述从动定心 夹紧机构可沿定心夹紧底座来回移动,所述主动定心夹紧机构与从动定心夹紧机构同轴设 置。 与现有技术相比,本发明的有益效果在于,将待焊接的辊筒吊运至主动定心夹紧 机构和从动定心夹紧机构上夹紧固定,再通过主动定心夹紧机构和从动定心夹紧机构将端 轴夹紧后插入带焊接的辊筒的两端,焊接机器人对辊筒和端轴的连接部的圆周面上预设的 多个点进行电焊,主动定心夹紧机构带动端轴和辊筒进行同步旋转,焊接机器人的焊枪停 止在端轴和辊筒端部的连接部的圆周上的一点保持不动,端轴和辊筒旋转使得焊枪能够自 动进行圆周焊,辊筒一端焊接完后,焊接机器人移动至滚筒另一端进行圆周焊,辊筒两端均 焊接完毕,则动定心夹紧机构和从动定心夹紧机构松开,将焊接好的辊筒吊走,重新再吊运 一根未焊接的辊筒,本发明用于辊筒和端轴的焊接。 作为本发明的进一步改进,所述主动定心夹紧机构包括固定安装在定心夹紧底座 一端的主动固定框,所述主动固定框上设置有主动同步油缸,所述主动同步油缸的伸缩端 穿过主动固定框的顶部并伸入设置在主动固定框的顶部的主动定心安装箱内,所述主动定 心安装箱内设置有主动摆线凸轮,所述主动摆线凸轮与主动同步油缸的伸缩端相连,所述 主动摆线凸轮配套设置有一对主动摆臂,所述主动摆臂分别对称设置在主动摆线凸轮的两 侧,所述主动摆臂穿过主动支撑座并且与设置在主动定心安装箱顶部的主动支撑座铰接, 所述主动摆臂的下部靠近主动摆线凸轮处设置有下主动夹紧轴承,所述主动摆臂的上部设 置有上主动夹紧轴承;所述主动固定框的顶部还设置有驱动箱,所述驱动箱可沿主动固定 4 CN 111590254 A 说 明 书 2/7 页 框顶部来回移动,所述驱动箱内设置有主动伺服电机,所述主动伺服电机与主动减速机相 连,所述主动减速机与小齿轮相连,所述小齿轮啮合有大齿轮,所述大齿轮与主动三爪卡盘 相连;所述从动定心夹紧机构包括设置在定心夹紧底座上的从动固定框,所述从动固定框 可沿定心夹紧底座来回移动,所述从动固定框上设置有从动同步油缸,所述从动同步油缸 的伸缩端穿过从动固定框的顶部并伸入设置在从动固定框的顶部的从动定心安装箱内,所 述从动定心安装箱内设置有从动摆线凸轮,所述从动摆线凸轮与从动同步油缸的伸缩端相 连,所述从动摆线凸轮配套设置有一对从动摆臂,所述从动摆臂分别对称设置在从动摆线 凸轮的两侧,所述从动摆臂穿过从动支撑座并且与设置在从动定心安装箱顶部的从动支撑 座铰接,所述从动摆臂的下部靠近从动摆线凸轮处设置有下从动夹紧轴承,所述从动摆臂 的上部设置有上从动夹紧轴承;所述从动固定框的顶部还设置有从动箱,所述从动箱的顶 部设置有轴承座,所述轴承座可沿从动箱的顶部来回移动,所述轴承座上设置有从动轴承, 所述从动轴承与从动三爪卡盘相连; 这样在吊运辊筒前,主动同步油缸的伸缩段向下缩回,则主动摆线凸轮向下移动,由于 主动摆线凸轮上部窄下部宽,则使得主动摆臂的下部向内摆动,而主动摆臂的上部向外摆 动,同时从动同步油缸的伸缩段向下缩回,则从动摆线凸轮向下移动,由于从动摆线凸轮上 部窄下部宽,则使得从动摆臂的下部向内摆动,而从动摆臂的上部向外摆动,这样待焊接的 辊筒被吊运至定心夹紧底座的正上方,其两端则分别放在主动摆臂之间和从动摆臂之间, 主动同步油缸和从动同步油缸的伸缩段向上伸出,使得主动摆线凸轮和从动摆线凸轮向上 顶起,则会将主动摆臂和从动摆臂的下部收力向外摆动,则带动主动摆臂和从动摆臂的上 部向内摆动,从而将辊筒的两端夹紧,主动三爪卡盘和从动三爪卡盘张开,将两个端轴的轴 端分别插入主动三爪卡盘和从动三爪卡盘中,之后主动三爪卡盘和从动三爪卡盘将端轴的 轴端夹紧,驱动箱和轴承座分别在主动固定框的顶部和从动箱的顶部相对移动,将端轴插 入辊筒端部,能够更好地将辊筒和端轴同心同轴插接后进行焊接。 作为本发明的进一步改进,所述主动摆线凸轮的顶部设置有主动连杆,所述主动 连杆的顶部设置有主动旋转轴承,所述主动旋转轴承可伸出主动支撑座,所述从动摆线凸 轮的顶部设置有从动连杆,所述从动连杆的顶部设置有从动旋转轴承,所述从动旋转轴承 可伸出从动支撑座,这样当辊筒放在主动摆臂和从动摆臂之间时,可以通过主动旋转轴承 和从动旋转轴承支撑,并且在旋转时可以辅助辊筒的转动,避免辊筒在转动时与主动支撑 座和从动支撑座的接触造成摩擦损坏。 作为本发明的进一步改进,所述主动定心安装箱上部设置有主动纵向支座,所述 主动纵向支座内设置有多根主动纵向托辊,所述主动纵向支座可沿主动定心安装箱上下移 动,所述从动定心安装箱上部设置有从动纵向支座,所述从动纵向支座内设置有多根从动 纵向托辊,所述从动纵向支座可沿从动定心安装箱上下移动,所述从动纵向支座与主动纵 向支座相对设置,这样可以通过主动纵向托辊和从动纵向托辊来进行辊筒纵向位置的微 调。 作为本发明的进一步改进,所述主动固定框的顶部设置有驱动导轨,驱动导轨与 设置在驱动箱底部的驱动滑块相匹配,驱动箱底部还设置有滑动螺母配合,滑动螺母套设 在丝杠上,丝杠的一端设置有摇柄,这样在端轴被主动三爪卡盘抓紧后可以通过摇柄转动, 使得丝杠转动,带动滑动螺母在丝杠上移动,使得驱动箱朝着辊筒的端部移动,这样端轴可 5 CN 111590254 A 说 明 书 3/7 页 以插入辊筒端部,十分方便。 作为本发明的进一步改进,所述定心夹紧底座上设置有底座导轨,所述底座导轨 与设置在从动固定框底部的底座滑块相匹配,所述从动固定框上设置有从动电机,所述从 动电机的转轴伸出从动固定框的底部与从动齿轮相连,所述从动齿轮与设置在定心夹紧底 座内侧面的从动齿条相匹配,这样从动电机转动,则带动从动齿轮转动,使得从动固定框沿 定心夹紧底座来回移动,使得从动固定框和主动固定框之间的距离与待焊接的辊筒的长度 相匹配。 作为本发明的进一步改进,所述从动箱的顶部设置有从动导轨,所述从动导轨与 设置在轴承座底部的从动滑块相匹配,所述从动箱上还设置有从动油缸,所述从动油缸的 伸缩端与轴承座相连,这样端轴被从动三爪卡盘抓紧后可以通过从动油缸使得轴承座沿从 动导轨朝着辊筒端部移动,让端轴插入辊筒端部。 作为本发明的进一步改进,所述主动定心安装箱的顶部设置有主动限位导向槽, 所述主动限位导向槽上设置有一对主动限位导向块,所述主动限位导向块对称设置在主动 限位导向槽的两端;所述从动定心安装箱的顶部设置有从动限位导向槽,所述从动限位导 向槽上设置有一对从动限位导向块,所述从动限位导向块对称设置在从动限位导向槽的两 端,这样辊筒在吊装时可以直接放在主动限位导向块内和从动限位导向块内,使得辊筒被 限定在一定的范围内,更加方便进行纵向微调。 作为本发明的进一步改进,所述焊接机器人设置在滑板上,所述滑板的底部设置 有焊接滑块,所述焊接滑块与设置在焊接底座上的焊接导轨相匹配,所述滑板上还设置有 焊接电机,所述焊接电机的转轴伸出滑板底部并与焊接齿轮相连,所述焊接齿轮与设置在 焊接底座内侧面的焊接齿条相匹配,这样焊接电机转动,则带动焊接齿轮转动,使得焊接齿 轮能够沿焊接齿条来回移动,进而带动滑板上的焊接机器人沿焊接底座来回移动,使得焊 接机器人能够很方便的从辊筒的一端移动至另一端,进行辊筒两端和端轴的焊接。 为实现上述目的,本发明还提供了一种辊筒端轴机器人焊接方法,具体步骤如下: 步骤1,通过从动电机调节从动固定框在定心夹紧底座上的位置,使得从动固定框与主 动固定框之间的距离与待焊接的辊筒长度相匹配; 步骤2,主动同步油缸以及从动同步油缸的伸缩端向下缩回,使得主动摆臂以及从动摆 臂张开; 步骤3,调整主动限位导向块之间以及从动限位导向块之间的距离与待焊接辊筒的外 径相匹配; 步骤4,将待焊接辊筒吊放置主动支撑座和从动支撑座上,并且一端处于主动限位导向 块之间,另一端处于从动限位导向块之间; 步骤5,动同步油缸以及从动同步油缸的伸缩端向上伸出,则主动摆臂和从动摆臂的上 部向内靠拢分别将辊筒两端夹紧; 步骤6,打开主动三爪卡盘和从动三爪卡盘,将两个待焊接的端轴分别插入主动三爪卡 盘和从动三爪卡盘中并夹紧; 步骤7,通过摇柄转动丝杠,使得驱动箱朝着主动定心安装箱移动,最终将端轴插入辊 筒的一端,从动油缸推动从动箱朝着从动定心安装箱移动,最终将另一端端轴插入辊筒的 另一端; 6 CN 111590254 A 说 明 书 4/7 页 步骤8,启动焊接机器人,使得焊接机器人将辊筒两端与端轴分别在预设的位置上进行 点焊,之后焊接机器人的焊枪停留在端轴和辊筒的连接部的圆周上不动,主动伺服电机转 动,使得辊筒和端轴同步转动,焊接机器人的焊枪自动进行圆周焊接; 步骤9,焊接完毕,伺服电机停止转动,主动三爪卡盘和从动三爪卡盘松开,并后退复 位,主动同步油缸以及从动同步油缸的伸缩端向下缩回,使得主动摆臂以及从动摆臂张开, 松开辊筒的两端,将焊接完毕的辊筒吊走; 这样能够定心夹紧辊筒和端轴,使得辊筒和端轴同心同轴焊接,焊接精度更高。 附图说明 图1为本发明立体图。 图2为图1的反向立体图。 图3为本发明内部结构示意图。 图4为图3的反向结构示意图。 图5为图3的另一角度的结构示意图。 图6为图2中A处的局部放大图。 图7为图2中B处的局部放大图。 图8为图3中C处的局部放大图。 图9为图4中D处的局部放大图。 图10为图5中E处的局部放大图。 图11为图3中F处的局部放大图。 图12为图4中G处的局部放大图。 其中,1焊接底座,2主动固定框,3主动定心安装箱,4定心夹紧底座,5液压站,6从 动固定框,7从动箱,8驱动箱,9焊接导轨,10辊筒,11机器人数控显示柜,12焊机,13从动定 心安装箱,14底座导轨,15底座滑块,16从动齿条,17从动电机,18焊接滑块,19焊接齿条,20 焊接机电,21滑板,22驱动导轨,23驱动滑块,24滑动螺母,25 下主动夹紧轴承,26主动摆线 凸轮,27主动纵向支座,28主动纵向托辊,29主动支撑座,30主动摆臂,31主动三爪卡盘,32 主动限位导向槽,33上主动夹紧轴承,34主动限位导向块,35从动支撑座,36从动摆臂,37下 从动夹紧轴承,38从动摆线凸轮,39从动同步油缸,40从动纵向支座,41从动油缸,42从动导 轨,43从动滑块,44轴承座,45从动三爪卡盘,46上从动夹紧轴承,47从动限位导向槽,48从 动限位导向块,49从动纵向托辊,50摇柄,51主动伺服电机,52丝杠,53主动减速机,54小齿 轮相连,55主动同步油缸,56焊接机器人,57大齿轮,58端轴,59焊枪,60从动连杆,61从动旋 转轴承,62主动连杆,63主动旋转转轴。











