
技术摘要:
本发明涉及回收装置技术领域,具体涉及一种井口气内二氧化碳回收装置,包括干燥床,所述干燥床的进气口与井口气进气管连接,所述干燥床的出气口分别通过第一输气管、第二输气管和第三输气管与稳压罐A、稳压罐B和稳压罐C的进气口连接,所述第一输气管、第二输气管和第三 全部
背景技术:
近年来,随着二氧化碳注井技术的成熟发展,二氧化碳在注井方面得到广泛运用。 注井后所释放的注井气具有以下特点: 1.前期压力可高达7MPa以上,随着井气释放压力不断降低,最后降至常压。 2.井气温度在释放过程中基本保持在40℃左右。 3.二氧化碳气体浓度在95%以上,其余组分为天然气和水蒸气。 目前,井口气均直接释放到大气,造成二氧化碳资源的浪费和环境污染。
技术实现要素:
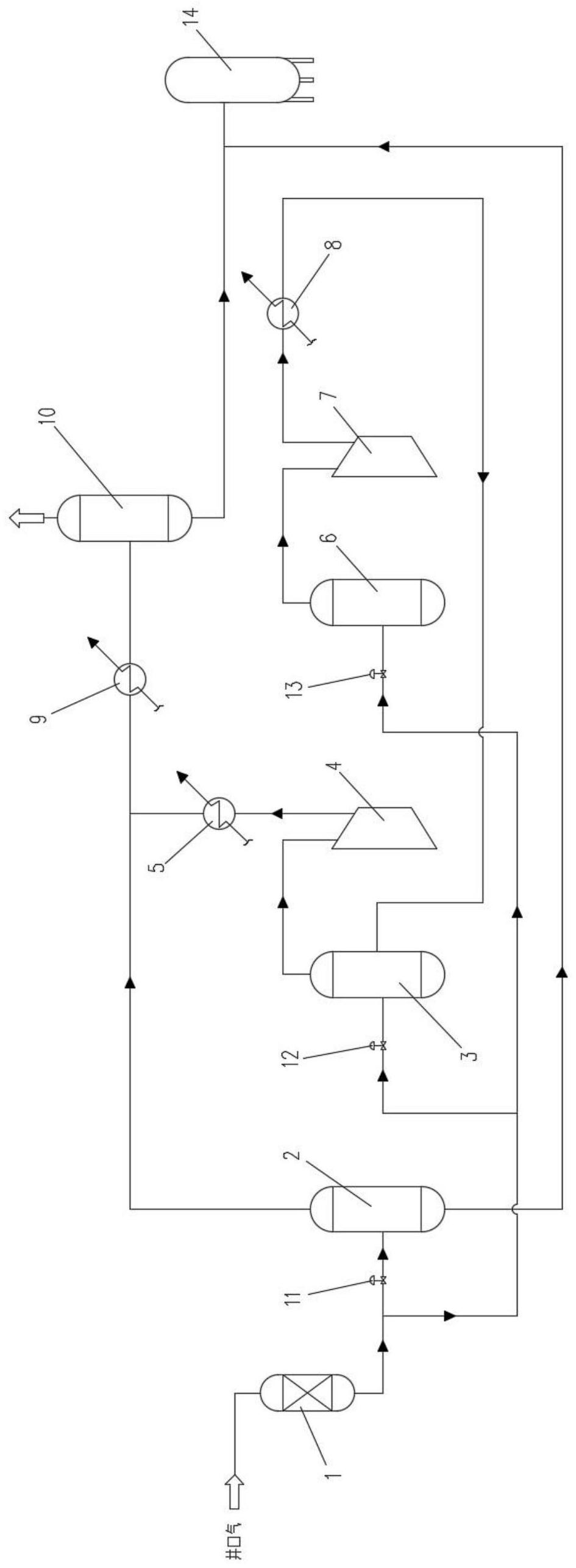
本发明为了解决上述存在的问题,设计了一种井口气内二氧化碳回收装置,对井 口气内的二氧化碳进行回收利用,节能减排,保护环境。 为了实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现的: 一种井口气内二氧化碳回收装置,包括干燥床、稳压罐A、稳压罐B、增压机A、冷却 器A、稳压罐C、增压机B、冷却器B、液化器、气液分离罐、减压阀A、减压阀B、减压阀C和存储 罐; 所述干燥床的进气口与井口气进气管连接,所述干燥床的出气口分别通过第一输 气管、第二输气管和第三输气管与稳压罐A、稳压罐B和稳压罐C的进气口连接,所述第一输 气管、第二输气管和第三输气管上分别安装有减压阀A、减压阀B和减压阀C,所述稳压罐A的 出液口通过液体二氧化碳管道与存储罐连通,所述稳压罐A的出气口、液化器和气液分离罐 依次通过管道连通,所述气液分离罐的出液口通过液体二氧化碳管道与存储罐连通,气液 分离罐的出气口与外界连通; 所述稳压罐B的出气口、增压机A、冷却器A和液化器的进气口依次通过管道连通; 所述稳压罐C的出气口、增压机B、冷却器B和稳压罐B的进气口依次通过管道连通。 本发明的有益效果是: 1、分级减压,可针对不同压力的井气工况; 2、分级压缩,节省设备投资; 3、回收率高,二氧化碳循环使用,降低注井成本; 4、节能减排,绿色环保。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的 附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领 域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附 3 CN 111608637 A 说 明 书 2/3 页 图。 图1是本发明的回收装置示意图。 附图中,各标号所代表的部件列表如下: 1-干燥床,2-稳压罐A,3-稳压罐B,4-增压机A,5-冷却器A,6-稳压罐C,7-增压机B, 8-冷却器B,9-液化器,10-气液分离罐,11-减压阀A,12-减压阀B,13-减压阀C,14-存储罐。











