
技术摘要:
一种一拖多的口罩制造机,其包括罩体成型装置,以及耳带焊接装置。所述罩体成型装置包括口条加装机构,一折叠预成型机构,折叠成型机构,以及罩体分切机构。所述口条加装机构包括入料驱动机构,条定长剪切机构,以及焊接机构。所述口条定长剪切机构包括从动轮,主动轮 全部
背景技术:
口罩在一些特殊时期,如发生疫情时,成为大家必备的用品,无论是生活, 还是工 作或学习。随着全球口罩需求量的提升,口罩的产量也越来越跟不上需 求。同时,现有的口 罩的价格也较高,这主要有两方面的原因,一是因为原材 料的上涨,二还是因为产量不够 高。造成产量不够高的原因是因为口罩机的生 产效率不够高而需要更多的人力。
技术实现要素:
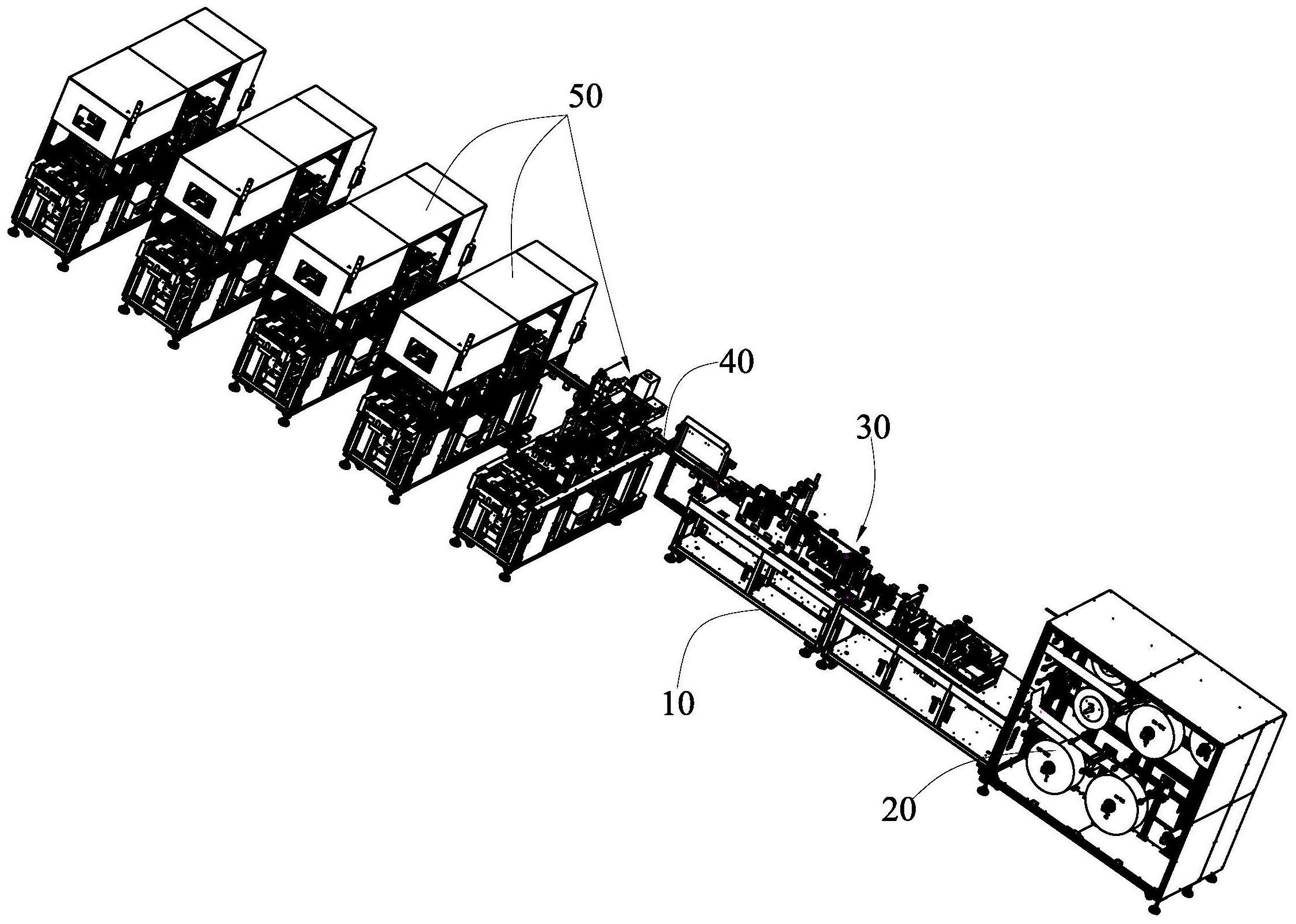
有鉴于此,本发明提供了一种可以有助于提高生产效率的一拖多的口罩制造机, 以满足上述需求。 一种一拖多的口罩制造机,所述口罩包括一个罩体,以及两个分别设置在所述罩 体两侧的耳带。所述一拖多的口罩制造机包括一个罩体成型装置,以及至少一个设置在所 述罩体成型装置的出料方向上的耳带焊接装置。所述罩体成型装置包括一个口条加装机 构,一个设置在所述口条加装机构的出料方向上的折叠预成型机构,一个设置在所述口罩 预成型机构的出料方向上的折叠成型机构,以及一个设置在所述鼻梁条加装机构的出料方 向上的罩体分切机构。所述口条加装机构包括一个入料驱动机构,以及一个设置在所述入 料驱动机构的出料方向上的口条定长剪切机构,以及一个设置在所述口条定长剪切机构上 的焊接机构。所述口条定长剪切机构包括一个从动轮,一个与该固定轮相抵接的主动轮,以 及一个设置在所述主动轮上的切刀。所述主动轮上开设有一条用于容置口条的凹槽。所述 切刀的刀口与所述主动轮的最大直径相当并位于所述凹槽中。所述焊接机构用于焊接所述 口条的四周以固定该口条。所述折叠预成型机构包括一个上辊轮,以及一个与该上辊轮相 对的下辊轮。所述上辊轮包括两个相对设置的台阶辊。所述下辊轮具有呈对称设置的两级 台阶。该两级台阶分别与两个所述台阶辊相稳合。所述折叠成型机构包括多个层叠设置的 叠片,以及一个套设在所述叠片上的外框。所述外框具有多个回折,多个所述叠片分别插设 在所述回折中。所述罩体分切机构包括一个下抵接辊,一个与所述下抵接辊相抵接的上抵 接辊,以及一个设置在所述上抵接辊中的长切刀。所述长切刀所具有的刀口伸出所述上抵 接辊。 进一步地,所述入料驱动机构包括一个第一基座,一对设置在所述第一基座上的 下驱动轮,以及一对与该下驱动轮相对的上驱动轮,所述口条夹设在所述上、下驱动轮之间 并在所述上、下驱动轮旋转时驱动所述口条向前运动。 进一步地,所述入料驱动机构还包括一个进料调节机构,所述进料调节机构包括 一个调节板,一个连接在所述调节板上的调节轮,一个套设在所述调节轮上的抵接板,以及 两个夹设在所述调节板与抵接板之间的弹簧,所述上驱动轮设置在所述调节板上。 进一步地,所述口条加装机构还包括一个口条校直机构,所述口条校直机构包括 4 CN 111730889 A 说 明 书 2/5 页 一个第二基座,以及多个设置在所述第二基座上的滚轮,该多个滚轮成两排设置且两排之 间的距离小于所述滚轮的直径。 进一步地,所述口条校直机构还包括一个设置在所述第二基座上的校直调节机 构,所述校直调节机构包括多个插设在所述第二基座上的活动块,以及多个分别设置在所 述活动块上的校直轮,所述校直轮螺设在所述第二基座上。 进一步地,每一个所述台阶辊具有两个台阶,两个所述台阶辊形成一个用于容纳 所述口条的凹槽。 进一步地,所述罩体成型装置还包括一个设置在所述折叠成型机构的出料方向上 的鼻梁条加装机构,所述鼻梁条架装机构具有与所述口条加装机构相同的结构且并具有不 同的位置,所述口条位于罩体的中央,所述鼻染条位于罩体的边缘。 进一步地,所述罩体成型装置还包括一个设置在所述鼻梁条加装机构与折叠成型 机构之间的辊压机构,所述辊压机构将折叠后的罩体压制成型。 进一步地,所述罩体成型装置还包括一个设置在所述鼻梁条加装机构与罩体分切 机构之间的牵引机构,所述索引机构用于折叠后的罩体牵引向所述罩体分切机构处。 进一步地,所述一拖多的口罩制造机还包括一个物料输送装置,所述物料输送装 置包括多个卷料筒,以及多个分别用于控制所述卷料筒旋转的磁粉控制器,所述磁粉控制 器控制所述卷料筒的转速与圈数。 与现有技术相比,本发明提供的一拖多的口罩制造机通过设置所述罩体成型装 置,即该罩体成型装置包括依次设置的所述口条加装机构,折叠预成型机构,折叠成型机 构,鼻梁条加装机构,以及罩体分切机构等功能模块,并通过上述功能模块的结构设计使得 罩体的生产效率大大地提高。正是因为罩体的生产效率大大地提高,使得一个耳带焊接装 置不能完成所生产出来的罩体的耳带焊接,因此需要多个耳带焊接装置来配合所述罩体成 型装置所生产出的罩体,以可以实现在所有罩体上完成耳带的焊接,从而同一时间可以完 成多个完整的口罩的制作。 附图说明 图1为本发明提供的一种一拖多的口罩制造机的结构示意图。 图2为图1的一拖多的口罩制造机所具有物料输送装置的结构示意图 图3为图1的一拖多的口罩制造机所具有的罩体成型装置的一部分的结构示意图。 图4为图1的一拖多的口罩制造机的罩体成型装置所具有的口条架装机构的结构 示意图。 图5为图1的一拖多的口罩制造机的罩体成型装置所具有的折叠预成型机械的结 构示意图。 图6为图1的一拖多的口罩制造机的罩体成型装置所具有的折叠成型机械的结构 示意图。 图7为一拖多的口罩制造机的罩体成型装置的另一部分的结构示意图 图8为一拖多的口罩制造机的罩体成型装置所具有的罩体分切机构的结构示意图 5 CN 111730889 A 说 明 书 3/5 页











