
技术摘要:
本发明公开一种刹车片一体成型装置,涉及刹车片生产设备技术领域。本发明中,冲头组件通过螺栓固定于冲床滑块的下端面,模具组件通过螺栓固定于冲床工作台上,冲头组件的上芯柱通过螺栓连接在上冲头的第一通孔内部,第一弹簧位于螺栓和上芯柱底台之间,套于上芯柱外侧 全部
背景技术:
作为最关键的安全零件,汽车刹车片也叫汽车刹车皮,是指固定在与车轮旋转的 制动鼓或制动盘上的摩擦材料,其中的摩擦衬片及摩擦衬块承受外来压力,产生摩擦作用 从而达到车辆减速的目的,所有刹车效果的好坏都是刹车片起决定性作用,所以说,好的刹 车片是人和汽车的保护神,基本上刹车片汽车刹车片一般由钢背、粘接隔热层和摩擦块构 成,钢背要经过涂装来防锈,涂装过程用SMT-4炉温跟踪仪来检测涂装过程的温度分布来保 证质量。 在刹车片的制作过程中,刹车片钢背的形状是通过模具冲压制得,具体步骤是,先 将板材按照刹车片的外形冲压成型,接着对半成品板材继续冲压制得四个通孔,这种工艺 工序繁琐,极易导致较大的误差,产品质量不稳定,加工效率低。
技术实现要素:
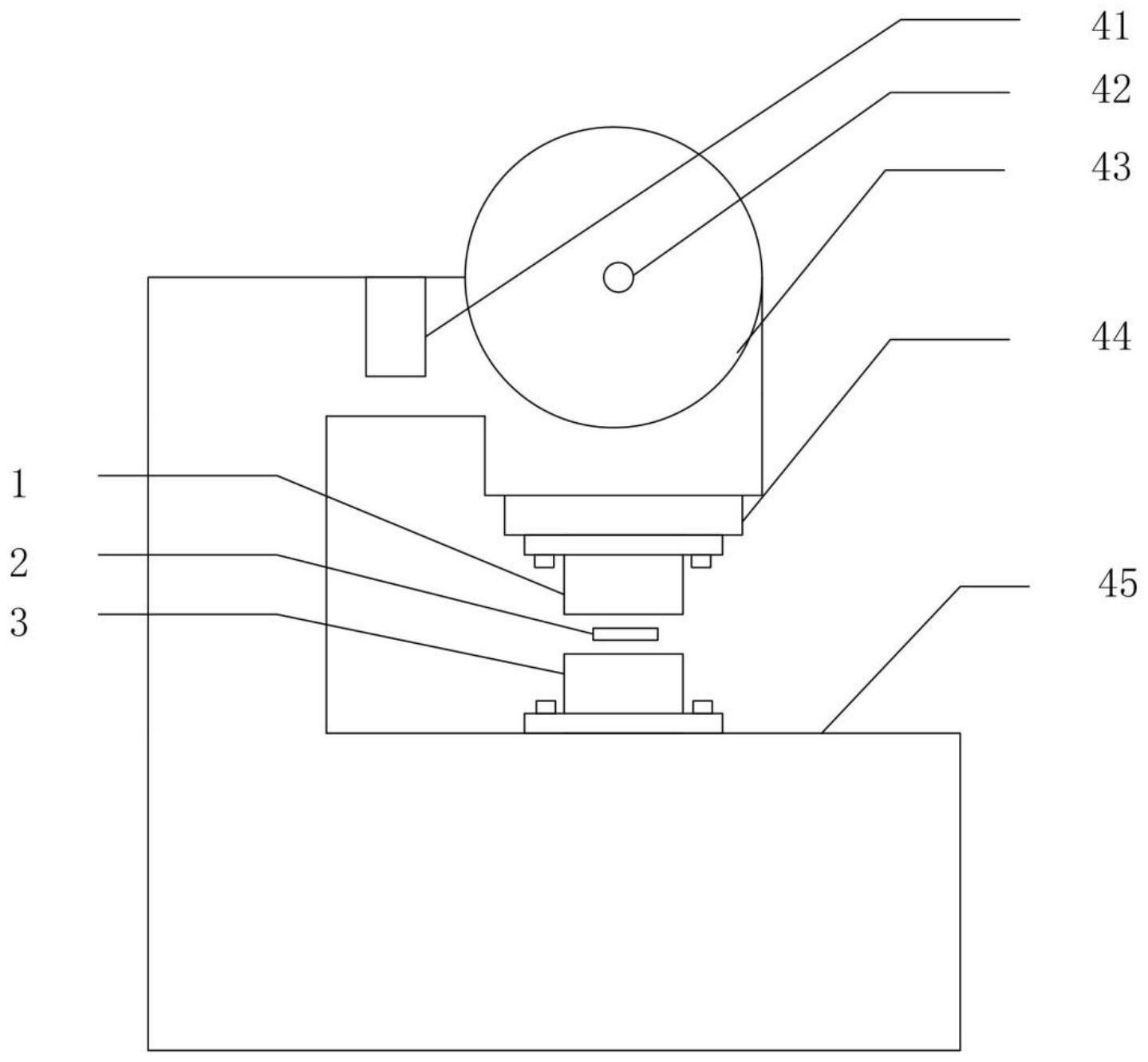
本发明提供一种刹车片一体成型装置,解决了传统加工方法相对复杂,误差较大 等弊端,具有生产工艺简单,生产效率高等优点。 具体技术方案是一种刹车片一体成型装置,包括:冲头组件、刹车片板材、模具组 件和冲床, 冲床包括:电机、曲柄连杆机构、飞轮、滑块和工作台, 冲床上端设有飞轮,飞轮由电机驱动,飞轮上连有曲柄连杆机构,曲柄连杆机构的 另一端固定连接滑块,冲头组件通过螺栓固定于滑块的下端面,在滑块的作用下,冲头组件 可上下运动,模具组件通过螺栓固定于工作台的上端面,冲头组件位于模具组件的正上端, 刹车片板材位于冲头组件和模具组件之间, 冲头组件包括:上冲头、螺栓、第一弹簧、上芯柱和第一通孔, 上冲头的上端设有与刹车片外形相匹配的孔洞,孔洞内设有与刹车片相对应的四 个第一通孔,上芯柱通过螺栓连接在上冲头的第一通孔内部,第一弹簧位于螺栓和上芯柱 底台之间,套于上芯柱外侧,在第一弹簧的作用下,上冲头可以纵向往复运动, 在一个具体实施例中,冲头组件在滑块的作用下,能够实现上行或下行,当冲头组 件下行时,对板材向下冲压,在第一弹簧的作用下,上冲头的下端面和上芯柱的下端面产生 相对竖直位移,使板材切断成型,冲压结束后,滑块控制冲头组件上行,在第一弹簧的作用 下,上冲头与上芯柱回复到初始位置, 模具组件包括:模具,下冲头、下芯柱、第二弹簧和底座,第二通孔和第三通孔, 模具圆形凸台的上端设有与刹车片外形相匹配的加工缺口,模具套于下冲头的外 侧,下冲头上端设有四个与下芯柱相匹配的第三通孔,底座上端设有与模具相匹配的孔洞, 模具固定连接于底座上端的孔洞内,孔洞内设有四个与下芯柱相匹配的第二通孔,下芯柱 3 CN 111545627 A 说 明 书 2/3 页 的下端固定于底座的第二通孔内,上端穿过下冲头的第三通孔,第二弹簧位于下冲头的底 面和下芯柱的下端面之间,套于下芯柱的外侧,在第二弹簧的作用下,下冲头可以纵向往复 运动, 在一个具体实施例中,当冲头组件向下运动时,下冲头受上冲头的推动力,向下运 动,同时,模具的上端面,下冲头的上端面和下芯柱的上端面在竖直方向发生相对位移,当 冲头组件向上运动时,在第二弹簧作用下,下冲头回复到初始位置。 一种刹车片一体成型装置的工作原理如下:在电机的驱动下,带动飞轮转动,通过 曲柄连杆机构的作用下,使滑块上下移动,从而推动上冲头上下运动,当上冲头向下冲压刹 车片板材时,上冲头向下推动下冲头,位于上冲头与下冲头之间的板材被切断成型,同时, 上芯柱与下芯柱之间的板材也被切断成型,得到一体成型的刹车片刚背。 由于采用了以上技术方案,与现有技术相比,能在冲压过程中,直接对板材一体成 型制得刹车片刚背,解决了传统加工方法对板材分步冲压,所产生的误差较大、工艺繁琐等 问题,生产工艺简单,极大地提高了生产效率,加工周期短,制造成本低等优点。 附图说明 图1为本发明一种刹车片一体成型装置的结构示意图; 图2为本发明中冲头组件、刹车片板材和模具组件的组合立体图; 图3为本发明中冲头组件的爆炸图; 图4为本发明中冲头组件的组合剖面图; 图5为本发明中模具组件的爆炸图; 图6为本发明中模具组件的组合剖面图。 附图标记说明: 1、冲头组件,2、刹车片板材,3、模具组件,4、冲床, 11、上冲头,12、螺栓,13、第一弹簧,14、上芯柱,15、第一通孔, 31、模具,32、下冲头,33、下芯柱,34、第二弹簧,35、底座,36、第二通孔,37、第三通 孔, 41、电机,42、曲柄连杆机构,43、飞轮,44、滑块,45、工作台。











