
技术摘要:
本发明公开了一种打印机的贴片组合方法,所述贴片组合方法包括以下步骤:1)、将待贴件经打印机的贴片组合装置的振动筛振动至移料机构的第一工位,并通过移料夹移动至第二工位;2)、贴片组合装置的取片单元将贴片取放至第二工位上,以使得待贴件与贴片能够粘合形成贴组 全部
背景技术:
目前,在组装打印机零件的过程中,像比较小的零件,例如贴片,在人工组合时,可 能会存在位置角度不准确的问题,产生较多的瑕疵品,造成产品资源的浪费;此外,人工组 合速度慢,效率低,浪费人力资源。 因此,提供一种能够节省人力和产品资源且又能减少瑕疵品数量的打印机的贴片 组合方法是本发明亟需解决的问题。
技术实现要素:
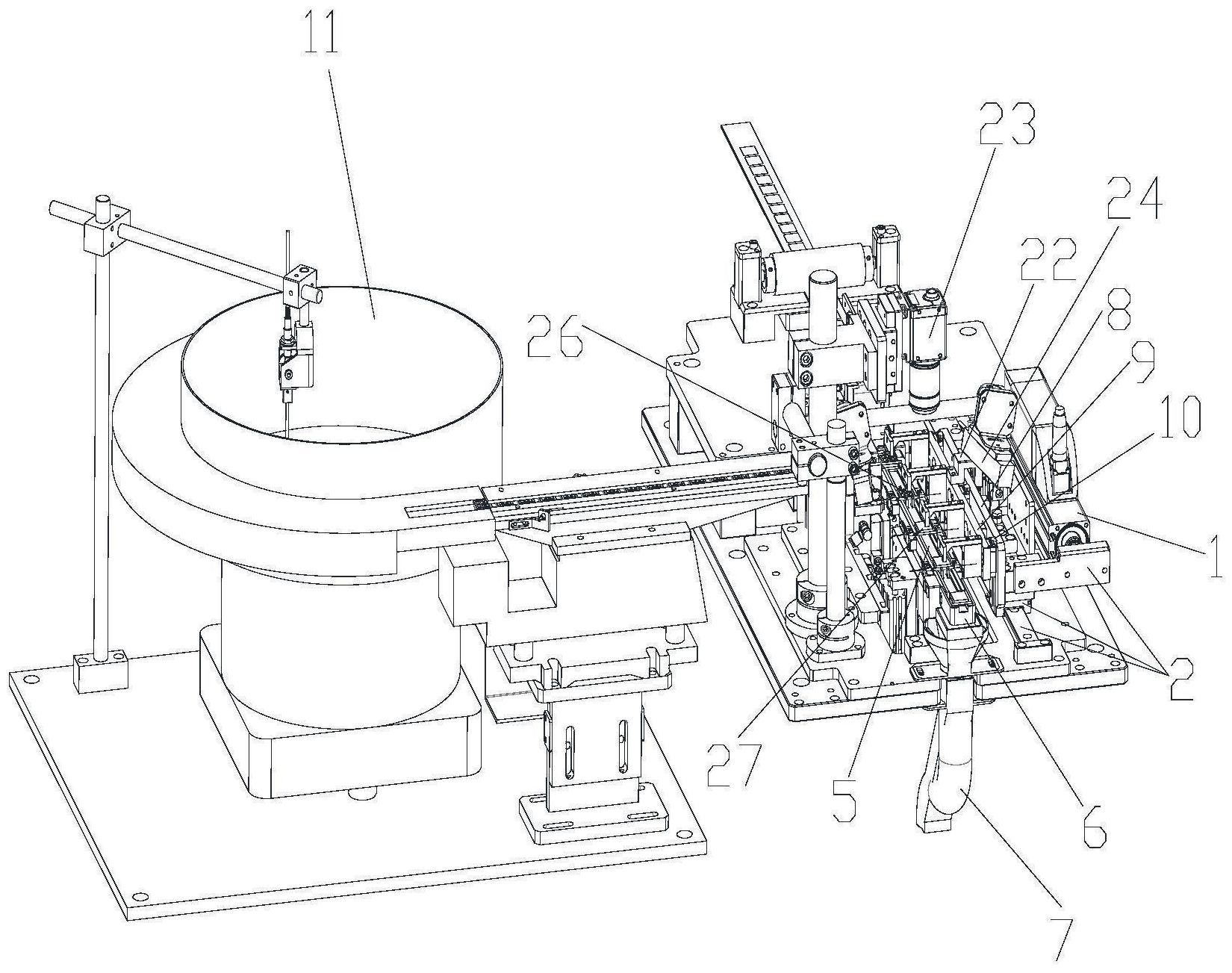
本发明提供一种打印机的贴片组合方法,该贴片组合方法为机械化贴组,不需要 人工组合贴片,能够节省人力和产品资源;并且机械化操作产生的瑕疵品数量较少。 为了实现上述目的,本发明提供了一种打印机的贴片组合方法,所述贴片组合方 法包括以下步骤: 1)、将待贴件经打印机的贴片组合装置的振动筛振动至移料机构的第一工位,并 通过移料夹移动至第二工位; 2)、贴片组合装置的取片单元将贴片取放至第二工位上,以使得待贴件与贴片能 够粘合形成贴组件; 所述打印机的贴片组合装置包括移料机构、支撑横框和取片单元;多个待贴件通 过振动筛依次振动至所述支撑横框上,并通过所述移料机构移动至待贴位置;所述取片单 元将贴片吸附住并移送至设置在所述待贴位置的待贴件上,以将待贴件和贴片粘合形成贴 组件; 所述取片单元包括横向取片电缸、竖向取片电缸、取片连接框和取片吸附件;所述 竖向取片电缸滑动连接在所述横向取片电缸上,所述取片连接框可拆卸地连接在所述竖向 取片电缸的活塞杆上,所述取片吸附件安装在所述取片连接框上,以使得当所述取片吸附 件跟随所述横向取片电缸和所述竖向取片电缸运动时,能够将贴片吸附住并运送至设置在 待贴位置的待贴件上,以形成贴组件; 所述移料机构包括移料电缸、移料滑动组合件、移料过渡板、移料连接板和4个移 料夹;所述移料滑动组合件可拆卸地连接在所述移料电缸的活塞杆上,所述移料过渡板固 定连接在所述移料滑动组合件上,所述移料连接板通过多个竖直滑槽滑动连接在所述移料 过渡板上;4个所述移料夹安装在所述移料连接板上,且4个所述移料夹分别朝向所述支撑 横框,以使得当所述移料连接板在所述移料过渡板上沿竖直方向滑动时,4个所述移料夹能 够夹取所述支撑横框上的待贴件和贴组件;当所述移料过渡板跟随所述移料滑动组合件滑 动时,4个所述移料夹能够沿所述支撑横框的长度方向移动位置;所述支撑横框上设置有第 一工位、第二工位、第三工位和第四工位;且所述第一工位、所述第二工位、所述第三工位和 4 CN 111591005 A 说 明 书 2/6 页 所述第四工位都能够与4个所述移料夹相配合设置;多个待贴件通过振动筛依次振动至所 述第一工位,并通过所述移料夹移动至所述第二工位,所述取片吸附件将贴片运送至所述 第二工位,待贴件与贴片在所述第二工位粘合形成贴组件,所述贴组件经所述移料夹能够 移动至第三工位或第四工位。 优选地,所述贴片组合方法还包括步骤3),贴组件经移料夹移动至第三工位进行 拍照检测; 所述第三工位的上方还设置有用于检测贴组件的拍照单元,且所述第三工位的周 边位置还设置有光源。 优选地,所述贴片组合方法还包括步骤4),将第三工位上的贴组件移动至第四工 位。 优选地,所述贴片组合方法还包括步骤5),将第四工位上的检测合格的贴组件运 送至待贴的打印机墨盒上;将第四工位上的检测不合格的贴组件通过移料夹移送至回收机 构中; 所述支撑横框靠近所述第四工位的一端还设置有回收机构,所述回收机构包括连 接在所述支撑横框上的回收挡框和设置在所述回收挡框正下方的回收槽;所述移料夹能够 将所述第四工位上的贴组件移送至所述回收挡框的位置。 优选地,在步骤1)之后,步骤2)之前,还包括将第二工位上的待贴件由定位机构定 位;在步骤4)之后,步骤5)之前,还包括将第四工位上的贴组件由定位机构定位; 所述支撑横框的下方还设置有定位机构;所述定位机构包括定位气缸、定位板、两 个定位小组件;所述定位气缸设置在所述支撑横框的下方,所述定位板可拆卸地安装在所 述定位气缸的活塞杆上,且所述定位气缸的活塞杆沿竖直方向伸缩;两个所述定位小组件 固定安装在所述定位板的两端,且两个所述定位小组件分别设置在所述第二工位和所述第 四工位上;两个所述定位小组件包括固定安装在所述定位板上的定位块、设置在所述定位 块上的两个小滑杆和分别可拆卸地连接在两个小滑杆上的两个定位件;所述定位块上设置 有两个小滑槽,以使得两个所述小滑杆能够分别沿两个小滑槽朝向或背离贴组件滑动,以 使得两个所述定位件能够夹持或松开贴组件;所述定位件上还设置有与贴组件相配合的小 配槽。 优选地,所述移料过渡板上还安装有限位机构;所述限位机构包括安装在所述移 料过渡板上的限位气缸、可拆卸地连接在所述限位气缸的活塞杆上的限位件;所述限位件 远离所述限位气缸的活塞杆的一端连接在所述移料连接板上;且所述限位件上设置与所述 限位过渡板相配合的限位凹槽,且所述限位凹槽的深度小于等于所述竖直滑槽的长度;所 述限位气缸的活塞杆沿竖直方向运动时,所述限位件能够带动所述移料连接板沿多个所述 竖直滑槽滑动。 优选地,在步骤1)中,第一工位上的待贴件通过移料夹移动至第二工位之后还包 括,深度传感器检测待贴件是否由第一工位移送至第二工位; 所述取片连接框上还设置有用于检测待贴件的深度传感器,且所述深度传感器设 置在所述第一工位和所述第二工位之间。 优选地,在步骤1)中,待贴件经振动筛振动至出料槽再进入第一工位; 所述第一工位与所述振动筛之间还设置有出料槽,多个待贴件依次经所述出料槽 5 CN 111591005 A 说 明 书 3/6 页 进入所述第一工位,且所述出料槽的上方还设置有盖板,当待贴件设置在所述出料槽中时, 所述盖板能够接触连接待贴件;所述出料槽与所述第一工位之间还设置有止挡件,且所述 止挡件能够沿竖直方向滑动,以止挡待进入所述第一工位的待贴件。 根据上述技术方案,本发明提供的打印机的贴片组合方法主要包括以下步骤:1)、 将待贴件经打印机的贴片组合装置的振动筛振动至移料机构的第一工位,并通过移料夹移 动至第二工位;2)、贴片组合装置的取片单元将贴片取放至第二工位上,以使得待贴件与贴 片能够粘合形成贴组件。这样,待贴件通过振动筛振动至支撑横框的第一工位,并在移料夹 的作用下移动至第二工位,取片吸附件在横向取片电缸和竖向取片电缸的作用下能够吸附 住贴片并运送至设置在第二工位的待贴件的位置,且当竖向取片电缸沿竖直方向向下运动 时,能够将贴片粘贴在待贴件上,以形成贴组件;而后贴组件在移料夹的作用下能够进入第 三工位和第四工位,由此进入下一个加工步骤。该种打印机的贴片组合装置在取贴组件和 贴片到粘贴再到运送贴组件的过程,都为机械化操作,不需要人工操作,产生的瑕疵品较 少,节省较多人力和产品资源。 本发明的其他特征和优点将在随后的











