
技术摘要:
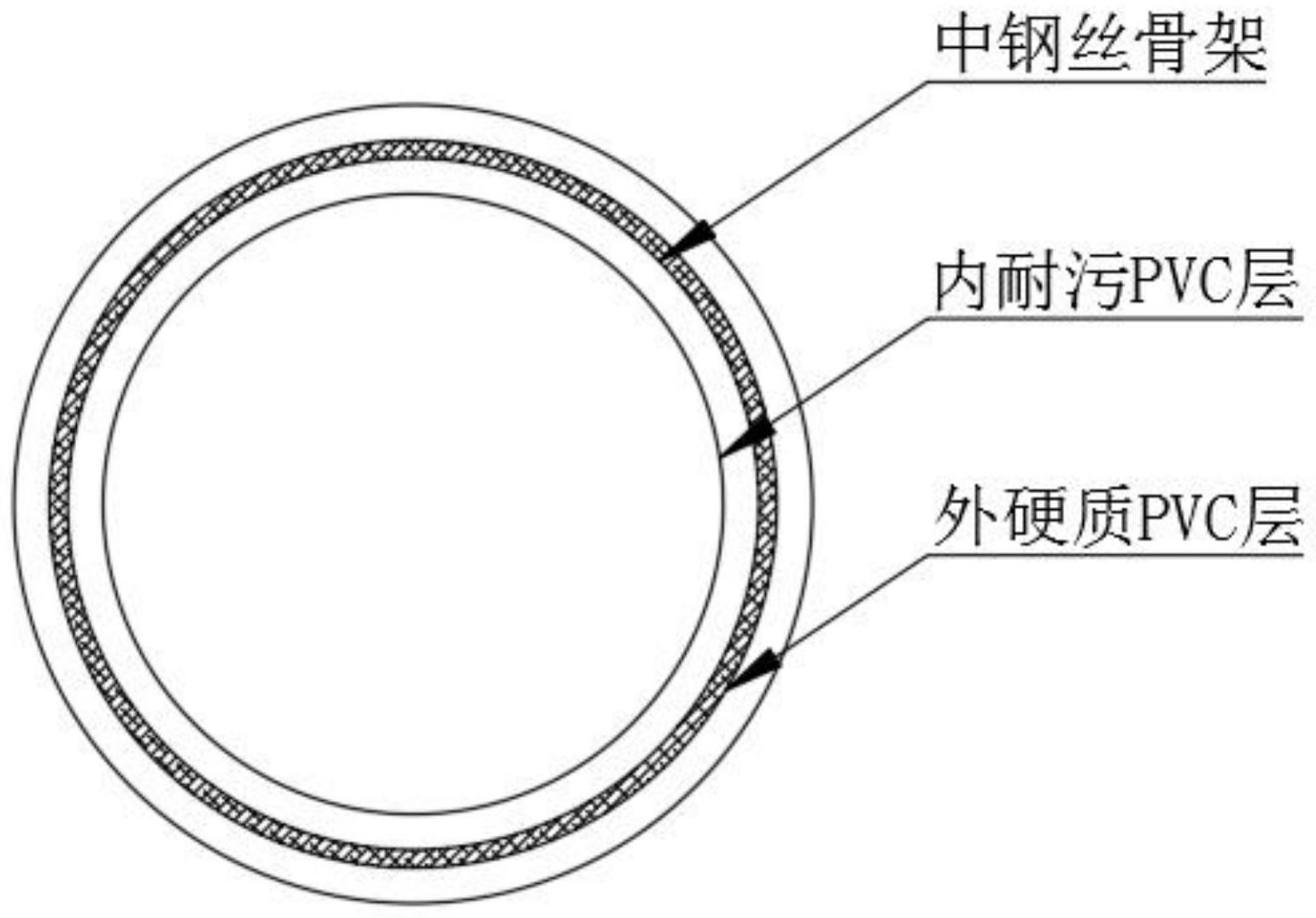
本发明公开了一种复合型的硬质PVC落水管,PVC落水管由内耐污PVC层、中钢丝骨架和外硬质PVC层组成;内耐污PVC层的各原料按重量百分比分别由60%的PVC树脂、15%的PTFE树脂、10%的PVDF树脂、5%的乙烯基三过氧化叔丁基硅烷、2.5%的碳纤维、2.5%的银纳米线、2.5%的二 全部
背景技术:
落水管主要用于收集屋面的雨水,并将其集中引流至地面下铺设的雨水管内;落 水管按材质可分为金属管材、塑料管材和复合管材等类别。 且现有的PVC落水管,难以将其生产过程中的加工设备的运行状况进行监管、分 析,经双重的过程评判处理,来对生产过程质量情况做出解析判断,以及时的反馈警示劣质 加工过程,在保证PVC落水管的复合型耐污与高强度的同时,还能够提升其加工过程的细致 化监管效果; 针对以上问题,现提供所述解决方案。
技术实现要素:
本发明的目的在于提供一种复合型的硬质PVC落水管,本发明是采用多层复合式 结构,依据内、外层的不同功能原料与中钢丝骨架相结合,使其具备优异的耐候、耐污、高强 度和抗冲击的特性,以满足各类环境的使用需求;且PVDF树脂、PTFE树脂可提升其耐候性、 且中钢丝骨架可提升其整体强度和抗冲击性、且二氧化钛纳米颗粒与氧化镁纳米颗粒相配 合,并优化各自的粒径尺寸,可提升其耐候性和耐污性;且还将其生产过程中的加工设备的 运行状况进行监管、分析,经双重的过程评判处理,来对生产过程质量情况做出解析判断, 以及时的反馈警示劣质加工过程,在保证PVC落水管的复合型耐污与高强度的同时,还能够 提升其加工过程的细致化监管效果。 本发明所要解决的技术问题如下: 如何依据一种有效的方式,来解决现有的PVC落水管,难以将其生产过程中的加工 设备的运行状况进行监管、分析,经双重的过程评判处理,来对生产过程质量情况做出解析 判断,以及时的反馈警示劣质加工过程,在保证PVC落水管的复合型耐污与高强度的同时, 还能够提升其加工过程的细致化监管效果的问题。 本发明的目的可以通过以下技术方案实现: 一种复合型的硬质PVC落水管,所述PVC落水管由内耐污PVC层、中钢丝骨架和外硬 质PVC层组成; 所述内耐污PVC层的各原料按重量百分比分别由50-70%的PVC树脂、10-20%的 PTFE树脂、5-15%的PVDF树脂、3-7%的乙烯基三过氧化叔丁基硅烷、1-4%的碳纤维、1-4% 的银纳米线、1-4%的二氧化钛纳米颗粒和1-4%的氧化镁纳米颗粒组成; 所述外硬质PVC层的各原料按重量百分比分别由70-90%的PVC树脂、5-15%的ABS 树脂、3-7%的乙烯基三过氧化叔丁基硅烷、1-4%的硬脂酸钙和1-4%的硬脂酸钡组成; 且该PVC落水管的生产工艺步骤如下: 步骤一(a):原料混合a,先将PVC树脂、PTFE树脂、PVDF树脂、乙烯基三过氧化叔丁 4 CN 111590974 A 说 明 书 2/6 页 基硅烷、碳纤维、银纳米线、二氧化钛纳米颗粒和氧化镁纳米颗粒一同导入至搅拌釜a,再将 其于常温、150转/分钟下,初次均混15分钟后,来将其升温、升转速,于100度、240转/分钟 下,二次均混45分钟后,得到一级内层料; 步骤一(b):原料混合b,先将PVC树脂、ABS树脂、乙烯基三过氧化叔丁基硅烷、硬脂 酸钙和硬脂酸钡一同导入至搅拌釜b,再将其于常温、180转/分钟下,初次均混15分钟后,来 将其升温、升转速,于120度、270转/分钟下,二次均混60分钟后,得到一级外层料; 步骤二(a):挤出成型a,先将一级内层料导入至三段加热式的单螺杆挤出机a,再 将其于螺杆转速120转/分钟、三段加热温度分别为120度、150度和165度下,经混炼、熔融、 挤出和成型,得到二级内料筒; 步骤二(b):挤出成型b,先将一级外层料导入至三段加热式的单螺杆挤出机b,再 将其于螺杆转速150转/分钟、三段加热温度分别为110度、125度和130度下,经混炼、熔融、 挤出和成型,得到二级外料筒; 步骤三(a):冷却定型a,将二级内料筒置于真空定型喷淋箱a,并将其于10度、喷射 速度为0.5米/秒的喷淋水雾下,经30分钟的冷却定型喷淋,得到三级内料筒; 步骤三(b):冷却定型b,将二级外料筒置于真空定型喷淋箱b,并将其于10度、喷射 速度为0.5米/秒的喷淋水雾下,经30分钟的冷却定型喷淋,得到三级外料筒; 步骤四:切断复合,先将三级内料筒和三级外料筒一同转运至管材切割机,经同步 的丈量、定位和切割后,再将尺寸、大小相同的三级内料筒置于三级外料筒之中,并将中钢 丝骨架置于两者之间,经注胶、定型和烘干后,得到复合型的硬质PVC落水管; 而各步骤中的(a)和(b)表示两条生产线所同步进行的工艺操作,即(a)表示一条 生产线、(b)表示一条生产线; 转速传感器设置于搅拌釜a和搅拌釜b上,且转速传感器用于采集生产线(a)内的 搅拌釜a的转速量级a,以及生产线(b)内的搅拌釜b的转速量级b,并将其一同传输至相电性 连接的数据监管平台; 温度传感器设置于单螺杆挤出机a和单螺杆挤出机b上,且温度传感器用于采集生 产线(a)内的单螺杆挤出机a的温度量级a,以及生产线(b)内的单螺杆挤出机b的温度量级 b,并将其一同传输至相电性连接的数据监管平台; 风速传感器设置于真空定型喷淋箱a和真空定型喷淋箱b上,且风速传感器用于采 集生产线(a)内的真空定型喷淋箱a的喷射速度量级a,以及生产线(b)内的真空定型喷淋箱 b的喷射速度量级b,并将其一同传输至相电性连接的数据监管平台; 且数据监管平台则依据接收到的生产线(a)内的搅拌釜a的转速量级a、单螺杆挤 出机a的温度量级a和真空定型喷淋箱a的喷射速度量级a,以及生产线(b)内的搅拌釜b的转 速量级b、单螺杆挤出机b的温度量级b和真空定型喷淋箱b的喷射速度量级b,来对其一同进 行双阶ab生产线过程监管操作,得到生产线(a)和生产线(b)相结合的全过程所对应的过程 加工低劣信号、过程加工中庸信号或过程加工优异信号; 且数据监管平台则依据接收到的过程加工低劣信号,来编辑“全生产线加工运转 异常、需检修管理”文本经颜色标记发送至相电性连接的显示屏;且数据监管平台则依据接 收到的过程加工中庸信号,来编辑“单一生产线加工运转合格、需观察调试”文本经闪烁标 记发送至相电性连接的显示屏;且数据监管平台则依据接收到的过程加工优异信号,来编 5 CN 111590974 A 说 明 书 3/6 页 辑“全过程加工运转正常、需维护保持”文本经字母标记发送至相电性连接的显示屏。 进一步的,所述内耐污PVC层中的碳纤维长度为3-4微米、银纳米线的长度为900- 1100纳米、二氧化钛纳米颗粒的粒径为650-750纳米、氧化镁纳米颗粒的粒径为350-450纳 米。 进一步的,所述中钢丝骨架为方格网状的圆筒形构件,且其厚度为0.6-0.8毫米。 进一步的,所述转速量级a表示生产线(a)内的搅拌釜a的两阶段的转速总变化量, 所述转速量级b表示生产线(b)内的搅拌釜b的两阶段的转速总变化量;所述温度量级a表示 生产线(a)内的单螺杆挤出机a的三阶段的平均温度除以其额定温度的总和值,所述温度量 级b表示生产线(b)内的单螺杆挤出机b的三阶段的平均温度除以其额定温度的总和值;所 述喷射速度量级a表示生产线(a)内的真空定型喷淋箱a的平均喷射速度,所述喷射速度量 级b表示生产线(b)内的真空定型喷淋箱b的平均喷射速度; 所述双阶ab生产线过程监管操作的具体步骤如下: 步骤一:先获取到生产线(a)内的搅拌釜a的转速量级a、单螺杆挤出机a的温度量 级a和真空定型喷淋箱a的喷射速度量级a,并将其分别标定为Qa、Wa和Ea;再获取到生产线 (b)内的搅拌釜b的转速量级b、单螺杆挤出机b的温度量级b和真空定型喷淋箱b的喷射速度 量级b,并将其分别标定为Zb、Xb和Cb; 步骤二:依据公式 得到生产线 (a)和生产线(b)相结合的全过程加工解析指数L,ρ、σ均为生产线修正系数,ρ大于σ且ρ σ= 2.5851,q、w和e均为一阶生产线权重系数,w大于e大于q且q w e=5.2917,z、x和c均为二阶 生产线权重系数,x大于c大于z且z x c=4.9265; 步骤三:当生产线(a)和生产线(b)相结合的全过程加工解析指数L大于预设范围l 的最大值、位于预设范围l之内或小于预设范围l的最小值时,则将其分别生成过程加工低 劣信号、过程加工中庸信号或过程加工优异信号。 本发明的有益效果: 本发明是采用多层复合式结构,依据内、外层的不同功能原料与中钢丝骨架相结 合,使其具备优异的耐候、耐污、高强度和抗冲击的特性,以满足各类环境的使用需求;且 PVDF树脂、PTFE树脂可提升其耐候性、且中钢丝骨架可提升其整体强度和抗冲击性、且二氧 化钛纳米颗粒与氧化镁纳米颗粒相配合,并优化各自的粒径尺寸,可提升其耐候性和耐污 性; 且本发明的生产工艺步骤是采用两条生产线同步运转的方式,并依据设置于两条 生产线内的搅拌釜a和搅拌釜b上的转速传感器,来将其转速量级a和转速量级b采集,而转 速量级a表示生产线(a)内的搅拌釜a的两阶段的转速总变化量,转速量级b表示生产线(b) 内的搅拌釜b的两阶段的转速总变化量;还依据设置于两条生产线内的单螺杆挤出机a和单 螺杆挤出机b上的温度传感器,来将其温度量级a和温度量级b采集,而温度量级a表示生产 线(a)内的单螺杆挤出机a的三阶段的平均温度除以其额定温度的总和值,温度量级b表示 生产线(b)内的单螺杆挤出机b的三阶段的平均温度除以其额定温度的总和值;以及依据设 置于两条生产线内的真空定型喷淋箱a和真空定型喷淋箱b上的风速传感器,来将其喷射速 6 CN 111590974 A 说 明 书 4/6 页 度量级a和喷射速度量级b采集,而喷射速度量级a表示生产线(a)内的真空定型喷淋箱a的 平均喷射速度,喷射速度量级b表示生产线(b)内的真空定型喷淋箱b的平均喷射速度; 且对其一同进行双阶ab生产线过程监管操作,即将两条生产线所采集到的两类转 速量级、温度量级和喷射速度量级,经数据定义标记、双阶权重化公式分析与结合比对,得 到两条生产线相结合的全过程所对应的过程加工低劣信号、过程加工中庸信号或过程加工 优异信号,并据此编辑文本显示; 进而将其生产过程中的加工设备的运行状况进行监管、分析,经双重的过程评判 处理,来对生产过程质量情况做出解析判断,以及时的反馈警示劣质加工过程,在保证PVC 落水管的复合型耐污与高强度的同时,还能够提升其加工过程的细致化监管效果。 附图说明 为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明; 图1为本发明的整体结构示意图; 图2为本发明的中钢丝骨架结构示意图; 图3为本发明的工艺流程图; 图4为本发明的系统框图。











