
技术摘要:
本发明公开的了一种组合轧辊及其制备方法,组合轧辊由辊芯、辊套和辊套固定装置组成。辊套为轧辊的工作面,安装在辊芯外圆;辊芯用于支撑辊套,辊芯的辊颈位于辊芯的两端并安装在轧机的轴承中,通过轴承座和压下装置把轧制力传给机架;辊套固定装置是将辊套和辊芯装配 全部
背景技术:
轧辊是轧机的核心部件之一,且是易损件,轧辊性能是决定轧机效率、轧材质量的 关键。目前轧辊基本采用工模具钢制作,但钢质轧辊的硬度和弹性模量低,难以实现难轧钢 材极薄带产品的高精度、高性能、高效轧制。 为此,研究者采用了许多方法。 (1)复合轧辊,该技术是将轧辊辊身外层和芯部(包括辊颈部分)用不同材质制作, 两种材质之间为冶金结合的轧辊,复合轧辊在一定程度上既能满足轧机对辊身耐磨性、抗 热疲劳等性能的要求,同时又保证了芯部和辊颈的强韧性。外层和芯部材质主要根据轧辊 所在机架对其使用性能的具体要求选定。常用的复合轧辊的外层材料有冷硬铸铁、无界冷 硬铸铁、球墨铸铁、高铬铸铁、合金钢、半钢、高铬钢、高速钢、硬质合金等;芯部常用材料为 灰铸铁、球墨铸铁、铸钢、锻钢。复合轧辊广泛地应用在各类轧机上,如热轧板带轧机的精轧 工作辊、板带轧机的支承辊、型线钢管轧机的中、精轧工作辊等等。一些组合轧辊的辊套也 是复合的,如H型钢轧机的水平辊、钢管轧机的张力减径辊等。 制造复合轧辊的方法有多种,主要方法有铸造方法,焊接方法,粉末冶金法,喷射 沉积法,锻造复合锭法。 (2)组合轧辊(sleeved roll):组合轧辊是将不同材质的辊套和辊芯机械地组装 在一起的轧辊,又称镶套轧辊。 1)中国专利号为ZL03226253的组合式轧辊装置,是一种采用液压螺母轴向夹紧方 式将辊环固定在轧辊轴上的组合式轧辊装置,包括轧辊轴及其上的液压螺母、锁紧环、隔环 和合金辊环,液压螺母由螺母、活塞环及密封胶圈构成,锁紧环装在液压螺母和合金辊环之 间,其由阶梯环和平环构成,阶梯环外为阶梯柱面,平环套在阶梯环外,平环与阶梯环的配 合面为至少两段的多段斜面配合面,平环厚度等于或略小于阶梯环外环与螺母之间的间 隙。本实用新型使轧辊的可用工作长度的比率增大,可任意组合辊片数、拆装方便,另液压 螺母工作面积大因而所需加载的压力低,元件寿命长,从而降低了液压螺母的造价;又降低 了加工锁紧环的精度要求,更不需准备不同厚度的锁紧环,因而操作简单,拆装方便省力省 时。该专利由轧辊轴及其上的液压螺母、锁紧环、隔环和合金辊环,液压螺母由螺母、活塞环 及密封胶圈构成,锁紧环装在液压螺母和合金辊环之间,工作面为合金辊环,只能用于棒、 线材的生产,不能用于带材、更不能用于极薄带材的生产。 ZL 201420618874.9,一种组合式轧辊结构,包括辊芯、辊芯的外围同轴心套装有 辊套,辊套的外围同轴心套装有辊筒,辊芯的内部同轴心安插有辊轴,辊芯由橡胶制成,辊 套由合金球磨铸铁制成,辊筒由高铬离心复合铸铁制成,辊轴由石墨钢制成,辊筒的外围壁 上均匀开设有多个环形燕尾槽,每个环形燕尾槽的圆心均落在辊筒的中轴线上,相邻两个 3 CN 111589873 A 说 明 书 2/4 页 环形燕尾槽之间的距离尺寸是每个环形燕尾槽尺寸的2-5倍,该组合式轧辊结构,主体部分 的综合性能强,整体生产成本低、连接关系稳定、运行平稳。该专利辊筒的外围壁上均匀开 设有多个环形燕尾槽,只能用于棒、线材的生产,不能用于带材、更不能用于极薄带材的生 产。 经检索和专利分析,复合轧辊用于板带轧制,组合轧辊用于棒、线材、型钢轧制。即 能生产宽薄带材,也可用于棒、线材、型钢轧制的组合轧辊技术需要开发研制。
技术实现要素:
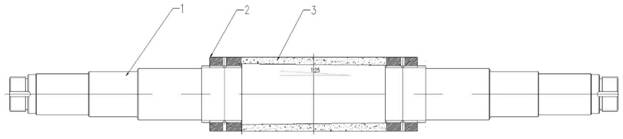
针对已有技术存在的不足,本发明的目的在于提供一种组合轧辊及其制备方法, 实现了轧辊的高精度、高模量和高耐磨,本发明组合轧辊融合组合轧辊和复合轧辊两者的 优点,即能生产宽薄带材,也可用于棒、线材、型钢轧制。 实现本发明目的的技术方案如下: 一种组合轧辊,由辊芯、辊套和辊套固定装置组成,辊套为轧辊的工作面,安装在 辊芯外圆;辊芯用于支撑辊套,辊芯的辊颈位于辊芯的两端并安装在轧机的轴承中,通过轴 承座和压下装置把轧制力传给机架;辊套固定装置是将辊套和辊芯装配在一起,并起到固 定和定位的作用。所述辊套的弹性模量大于辊芯的弹性模量;辊套的硬度和耐磨性也均大 于辊芯。 所述辊套还具有光滑的圆柱形或带轧槽的表面。 所述辊套材料为Ti(C,N)基金属陶瓷,辊芯和辊套固定装置的材料为普通碳钢或 合金钢;所述Ti(C,N)基金属陶瓷材料的辊套弹性模量为400~500GPa,是高速钢轧辊的二 倍以上,红硬性好,工作温度可达1100℃,从而实现了轧辊的高模量;硬度高HRA=84~93、 耐磨性好,与硬质合金相当,从而实现了轧辊的高耐磨;Ti(C,N)基金属陶瓷和采用特殊的 加工工艺,轧辊精度高,从而保证了轧辊的高精度。 所述Ti(C ,N)基金属陶瓷主要成分是TiN:35~65%、TiC:20~60%、SiC: 3~ 10%、Cr3C2:5~13%;优选:TiN:45~55%、TiC:40~50%、SiC:3~5%、 Cr3C2:5~10%; 以上为重量百分含量。 一种组合轧辊的制备方法,包括如下步骤: (1)采用逐层压制法,将混合均匀的Ti(C,N)基金属陶瓷粉未进行逐层压制,压制 到大于所需的形状和尺寸后进行冷等静压烧结; Ti(C,N)基金属陶瓷粉未主要成分是TiN:35~65%、TiC:20~60%、SiC:3~10%、 Cr3C2:5~13%;优选:TiN:45~55%、TiC:40~50%、SiC:3~5%、Cr3C2: 5~10%;以上为 重量百分含量。 具体压制工艺:选择 的环形孔模具,并将其 放置在压力机平台上,将Ti(C,N)基金属陶瓷粉未装入模具的环形孔中,每次加入量30~ 50mm高,优选的38~42mm,压力机头以1800MPa~2300MPa压力将30~50mm高的粉末压制到 20~40mm,优选的压力机头以2000MPa~2100MPa 压力将38~42mm高的粉末压制到28~ 32mm,为一层;然后再装入30~50mm高的粉末,并压制到20~40mm,一直装、压到所需厚度尺 寸,故称逐层压制法。 (2)以外圆为基准,加工Ti(C ,N)基金属陶瓷辊套的内孔,内孔锥度为 1:10~1: 4 CN 111589873 A 说 明 书 3/4 页 50; (3)加工辊芯,锥度与辊套一致; (4)加工辊套的固定装置; (5)将加工好的辊套装入辊芯中,无需热装,用螺母紧固到位后,给螺母加定位销; (6)以辊芯的定位孔为基准,对辊套进行精磨。 Ti(C,N)基金属陶瓷辊套制造采用逐层压制法,实现了大尺寸制造及组织、性能均 质化。 本发明的有益效果在于: (1)辊套采用Ti(C,N)基金属陶瓷,弹性模量高达400~500GPa,是高速钢轧辊的二 倍以上;红硬性好,工作温度可达1100℃,从而实现了轧辊的高模量。 (2)辊套采用Ti(C,N)基金属陶瓷,硬度高HRA=84~93、耐磨性好,与硬质合金相 当,从而实现了轧辊的高耐磨。 (3)辊套采用Ti(C,N)基金属陶瓷和特殊的加工工艺,而热膨胀系数8~10 ×10- 6K-1,与碳钢、合金钢热膨胀系数10-12×10-6K-1接近,从而保证了轧辊的高精度。 (4)Ti(C,N)基金属陶瓷稀缺资源含量低,成本为硬质合金的35~55%,辊芯为价 格更低的碳钢或合金钢,使整体轧辊的加工成本降低。 附图说明 图1为本发明组合轧辊的结构剖视图; 图2为本发明组合轧辊辊套的剖面图; 图3为本发明组合轧辊辊芯结构图; 图4为本发明组合轧辊辊套固定装置结构图。 图中标号说明 1—辊芯 2—辊套固定装置 3—辊套 4—紧固螺母 5—定位销











