
技术摘要:
本发明公开了一种单板纵向胶拼工艺及其胶拼机,包含主架、齿切装置、齿切传送装置、出板传送装置、夹板移动装置、打胶装置、齿接装置、定长裁切装置,通过限定齿接装置与齿切装置之间的水平间隔距离为35厘米至60厘米,减少单板打齿后、拼接前的位移距离,降低误差,提 全部
背景技术:
近两年,已经出现若干齿接装置用于中板纵向/竖向拼接设备。如CN110480767A、 CN110466012A等专利文件所公开的技术方案,为市场提供了众多的单板纵向胶拼的技术方 案。然而,CN110480767A、CN110466012A所公开的工作流程为单板板尾进行打齿后,再进行 齿接拼接,受限于目前市场上的单板长度规格一般为125厘米至129厘米之间,极少数长度 为60厘米至125厘米之间的单板,以127厘米最为常见,齿切装置与齿接装置之间的距离设 置为125厘米以上,导致纵向胶拼机的整机横向长度较长,单板在板尾打齿后、齿接前的移 动距离偏长,移动过程中的位移误差也相应增加,降低了齿接精度,以输送辊为传送组件 时,厚薄不一的单板或者粘有杂质状态下的单板位移误差尤为明显,目前该纵向胶拼机的 切齿刀的齿长一般为3.8厘米左右,深度小于3.8厘米则影响齿接质量且耗材与占地空间相 应增多,增加了产品的耗材成本、运输成本、摆放占地空间成本;而且单一胶拼机只能纵向 拼接单一特定长度规格的单板,适用范围小。
技术实现要素:
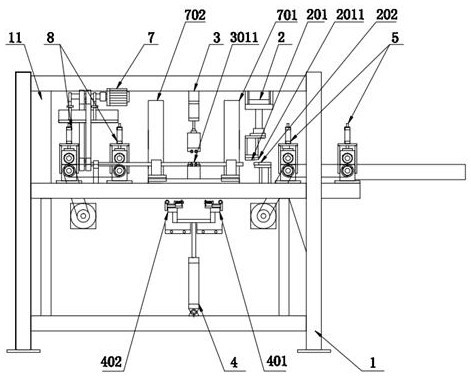
本发明的目的是为了解决上述现有技术的缺陷,提供一种单板纵向胶拼机。 本发明的目的可以通过采取如下技术方案达到:一种单板纵向胶拼机,包含主架、 齿切装置、齿切传送装置、出板传送装置、夹板移动装置、打胶装置、齿接装置、定长裁切装 置,所述主架一侧至另一侧依次设有齿切传送装置、齿切装置、第一夹板平台、第一打胶齿、 齿接装置、第二打胶齿、第二夹板平台、出板传送装置、定长裁切装置,所述夹板移动装置主 要包括第一夹板平台和第二夹板平台,所述打胶装置主要包括第一打胶齿、第二打胶齿,所 述齿切装置包括上齿刀和下齿刀,所述上齿刀的齿尖位置与所述齿接装置的竖向中心线位 置之间的横向水平间距范围为35至60厘米。 优选地,所述上齿刀和所述下齿刀的齿长为3厘米。 一种单板纵向胶拼工艺: 1)第一单板通过齿切输送装置和齿接输送装置向齿接装置方向传送,直至第一单板板 尾到达齿切装置的上齿刀的下方、下齿刀的上方时,齿切装置对第一单板的板尾进行打齿; 2)第一单板打齿后,通过出板传送装置输送至夹板移动装置的第二夹板平台,第二夹 板平台夹持第一单板板尾一侧非打齿部位; 3)第二单板通过齿切输送装置向齿接方向传送,直至第二单板的板头到达齿切装置的 上齿刀的下方、下齿刀的上方时,齿切装置对第二单板的板头进行打齿; 4)第二单板的板头打齿后,通过齿切传送装置输送至夹板移动装置的第一夹板平台, 第一夹板平台夹持第二单板的板头一侧非打齿的部位; 3 CN 111546443 A 说 明 书 2/3 页 5)打胶装置的第一打胶齿和第二打胶齿同时向上抬升,夹板移动装置同时运行,带动 第一单板与第二单板作相向运动,在第一单板板尾齿尖接触第二打胶齿、第二单板板头齿 尖接触第一打胶齿,完成打胶后,打胶装置的第一打胶齿和第二打胶齿同时复位下行; 6)夹板移动装置继续运行,带动第一单板与第二单板作相向运动,直至第一单板的板 尾和第二单板的板头到达齿接装置;齿接装置运行,完成第一单板板尾和第二单板板头的 齿接,得到长单板; 7)齿接装置复位,出板传送装置运行,输送长单板向定长裁切装置方向运行,长单板板 尾到达齿切装置的上齿刀的下方、下齿刀的上方时,齿切装置对长单板的板尾进行打齿; 8)重复步骤2)—7)完成连续纵向拼接; 9)定长裁切装置根据所需的长度规格,对长单进行裁切,完成单一规格长单板的生产 流程。 齿切传送装置、出板传送装置主要由辊轮组构成,以伺服电机提供动力。 夹板移动装置包含异向丝杆、伺服电机。 本发明相对于现有技术具有如下的有益效果: 1、通过限定上齿刀齿尖位置至所述齿接装置竖向中心线位置的横向水平间距为35至 60厘米,减小单板打齿后、齿接前的水平移动距离,大幅提高齿接啮合精准度,对于打齿后 齿长为3厘米的单板可以实现良好的齿接效果,减少单板齿接端部耗材,提高单板齿接利用 率; 2、结构紧凑,大幅减小设备横向长度,减小整机设备占地空间、减轻整机设备重量、降 低设备产品耗材成本和运输成本; 3、适用范围广,单一胶拼机就可以纵向拼接各种长度规格在60厘米以上的单板和同一 块单板上存在厚薄不一的单板。 4、在胶拼后,再对长单板的板尾进行打齿,可以减少长单板因拼接所产生的打齿 部位的位移,结合打齿后、单板位移行程短,提高齿接精度。 附图说明 图1为发明的单板纵向胶拼机整体结构侧视图。 其中,1-主架,2-齿切装置,3-齿接装置,4-打胶装置,5-齿切传送装置,7- 夹板移动装置,8-出板传送装置,11-定长裁切装置,201-上齿刀,202-下齿刀,2011- 齿尖位置,3011-竖向中心线位置,401-第一打胶齿,402-第二打胶齿,701-第一夹板平 台,702-第二夹板平台。











