
技术摘要:
本发明涉及一种应用于化工、锅炉等行业金属管道弯管加工后对弯管半径进行测量的圆弧半径量具,包括量具体,在量具体上部两侧设置有工作时贴紧工件弯管内弧的弧面上的固定量爪,两个固定量爪之间的距离为被测弧线的弦长;在量具体中间设有滑道,在该滑道中装有能沿滑道自 全部
背景技术:
在换热设备中,常使用大量的换热管进行介质热交换。为减少接头数量,减少焊接 缺陷出现的几率,需要对换热管进行弯管加工。在一些结构紧凑的设备上,对换热管的弯管 半径提出了较为严格的要求。因此能够比较快速、方便、准确测量出弯管后管子的弯曲半 径,有一定的必要。一般换热管弯管角度小于180°,且由于圆弧弦长与半径不是线性关系, 为圆弧弯曲半径的直接测量带来了困难,因此现有的测量工具无法直接进行R弧半径的测 量。但是可以利用三点决定圆弧尺寸的数学原理,分析圆弧弧长与半径之间的函数关系,将 圆弧弦高与半径之间的非线性关系转化为一种角度(或长度)与被测圆弧半径之间成线性 关系,再根据这种线性关系设计出量具,达到直接测量圆弧半径的目的。
技术实现要素:
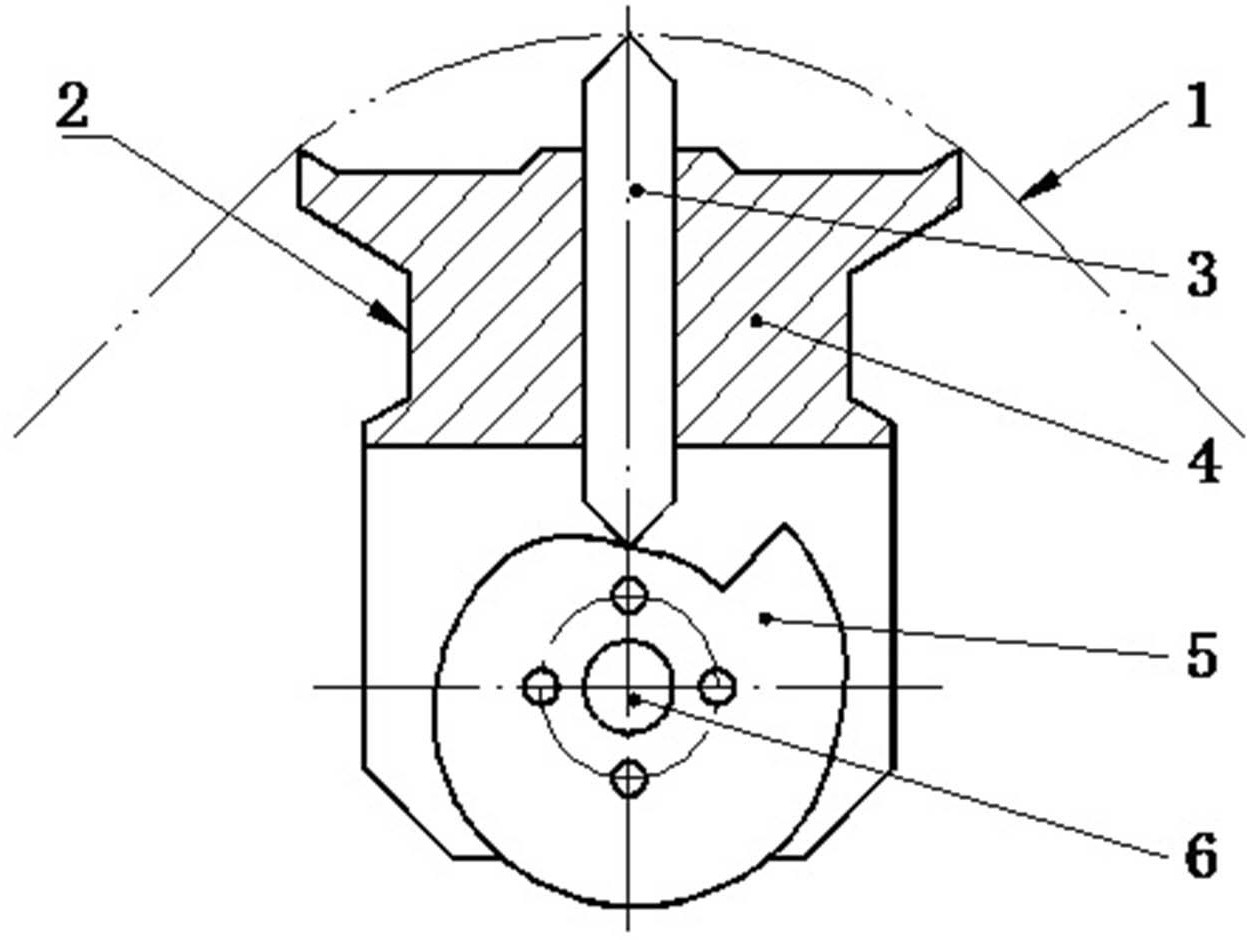
本发明的目的在于克服现有技术中存在的不足而提供一种可以快速、方便、准确 测量出弯管后管子的弯曲半径的圆弧半径量具。 本发明的目的是这样实现的:一种圆弧半径量具,包括量具体,在量具体上部两侧 设置有工作时贴紧工件弯管内弧的弧面上的固定量爪,两个固定量爪之间的距离为被测弧 线的弦长;在量具体的中间设置有滑道,在该滑道中安装有能沿滑道自由滑动伸缩并且伸 出后其上端测头顶在被测弧线中间点的测量杆,通过测量杆测量被测弧线的弦高,在量具 体下部U形槽中安装有通过销轴安装有能绕销轴自由转动的测量凸轮,测量凸轮的轮廓线 与测量杆的下端相接触;在测量凸轮上由铆钉固定有与其成为一体的刻度盘,拨动刻度盘 时刻度盘连同测量凸轮一起转动,推动测量杆滑动伸出进行圆弧测量。 测量杆的上端测头和下端均设计成尖角,尖角带有小R弧。 在测量杆上沿其伸缩方向的横向位置固定安装有挡销,对应在量具体上开设有滑 动槽,挡销头部穿过滑动槽伸出量具体。 在量具体的上面开设有露出刻度盘的读取测量数据的扇形窗口,所述扇形窗口带 有锥面,在扇形窗口的锥面上刻有副尺刻度线,副尺刻度线为圆周等分线。 所述各零件材料选用工具钢,并进行淬火处理。 在刻度盘的圆周上设置有圆周刻度线,圆周刻度线与测量凸轮的不同轮廓半径对 应,并在刻度线上标出对应的圆弧半径数值。 所述刻度盘外沿突出量具体的下端部。 所述测量凸轮的轮廓线按此方法制作: 所需要测量的工件弯管内弧圆的半径R与半弦长A、弦高H的各参数关系为 R2=A2 B2 R=H B 3 CN 111551097 A 说 明 书 2/4 页 进行数学推导后其内弧圆的半径R与半弦长A、弦高H关系为 R=1/2*(A2/H H) 设定弦长2A为固定值,则圆的半径R与弦高H有唯一的对应关系,将测量凸轮工作 部分按圆周进行等分,再根据上面公式R与H的关系确定测量凸轮每一等份的半径H,并按此 方法制作出测量凸轮的轮廓线。 在量具体的两侧开设有便于测量时用手夹持的凹槽。 本发明具有如下积极效果: 1、本发明具有可以快速、方便、准确测量出弯管后管子的优点。 2、本发明的测量原理参照游标卡尺与万能角度尺的工作原理,提高了圆周方向测 量的精度,又将万能角度尺的角度测量功能通过凸轮转化为测量伸出长度。 3、游标卡尺的工作原理为:以精度为0.05毫米的游标卡尺为例,游标上有20个等 分刻度,总长为19毫米。测量时如游标上第11根刻度线与主尺对齐,则小数部分的读数为 11/20毫米=0.55毫米,如第12根刻度线与主尺对齐,则小数部分读数为12/20毫米=0.60 毫米。一般来说,游标上有n个等分刻度,它们的总长度与尺身上(n-1)个等分刻度的总长 度相等,若游标上最小刻度长为x,主尺上最小刻度长为y则nx=(n-1)y,x=y-(y/n)主尺 和游标的最小刻度之差为Δx=y-x=y/ny/n叫游标卡尺的精度,它决定读数结果的位数。 由公式可以看出,提高游标卡尺的测量精度在于增加游标上的刻度数或减小主尺上的最小 刻度值。一般情况下y为1毫米,n取10、20、50其对应的精度为0.1, 0.05毫米、0.02毫米。 万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1°。游标的刻线 是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为2', 也就是说万能角度尺读数准确度为2'。除此之外还有5' 和10'两种精度。其读数方法与游 标卡尺完全相同。 4、本发明的刻度盘与凸轮固定在一起,刻度盘圆周刻度线对应不同凸轮半径。刻 度盘的刻度相当于万能角度尺的主尺刻线,每格为1°。量具体扇形窗口的刻线相当于游标 刻线,游标的刻线可以取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游 标一格的差值为2',也就是说万能角度尺读数准确度为2'。如果对测量精度要求低些,量具 体窗口的刻线可以取主尺的5 °等分为6格,因此游标刻线角格为5°/6,即主尺与游标一格 的差值为10',也就是说万能角度尺读数准确度为10'。 附图说明 图1是本发明的R弧半径量具的结构原理图。 图2是本发明的R弧半径量具的计量示意图。 图3是本发明的量具体4的主视图。 图4是本发明的量具体4的左剖视图。 图5是本发明的测量凸轮5与刻度盘7铆接组合的主视图。 图6是本发明的测量凸轮5与刻度盘7铆接组合的剖视图。 图7是本发明的测量杆3与挡销8组装图。 图8是本发明的圆的半径R与半弦长A、弦高H的关系图。 图中 1.弯管内弧,2.R弧半径量具,3.测量杆,4.量具体,5.测量凸轮,6.销轴,7. 4 CN 111551097 A 说 明 书 3/4 页 刻度盘,8.挡销。











