
技术摘要:
本发明公开了一种易加工、可修复高耐磨金属陶瓷复合磨辊的制造方法,包括:将陶瓷颗粒进行表面金属化预处理;将预处理后的陶瓷颗粒与粘结剂均匀混合;在混合物中加陶瓷粉末并混合均匀;将颗粒混合物均匀装入泡沫陶瓷舟模具干燥,干燥出箱后脱模后得陶瓷预制件;将陶瓷 全部
背景技术:
在电力、水泥、冶金、矿山等行业,磨辊在制粉系统中被广泛使用,它作为主要的耐 磨件,磨辊的耐磨性能直接影响到制粉的作业率、煤粉质量、磨辊消耗和生产成本。由于任 何磨辊材料,在制粉工况条件下,都有较为严重的磨损,当磨辊磨损出现较严重的凹坑、沟 槽后,会导致磨煤机煤粉效率下降,磨煤机出力不足。 目前火力发电厂所用的磨辊大部分为高铬铸铁整体铸造而成,成本较高,且打磨 加工困难。运行磨损后在其上面反复堆焊耐磨合金层可以提高磨辊的使用寿命,但次数有 限,且成本较高,容易出现堆焊层脱落的现象,同时电厂频繁的停机检修造成了极大的经济 损失,寿命一般6000-8000小时。 为了提高磨辊使用寿命,目前电厂逐渐开始采用金属陶瓷复合磨辊,寿命可达堆 焊材料的2-3倍。金属陶瓷复合磨辊比较成熟的结构形式有两种,一次浇注成型和二次浇注 成型。一次浇注成型工艺是指将陶瓷芯板一次浇注高铬铸铁材料而成,提升磨辊使用寿命, 但磨损后废旧磨辊不能堆焊再使用,废旧磨辊也无法进行直接回炉使用,需要花费大量的 碳刨及人工成本,同时严重影响中频炉炉衬材料的使用频次,增加中频炉维护成本。二次浇 注成型工艺制备复合磨辊,首先采用高铬铸铁浇铸陶瓷网格体制备出金属陶瓷复合耐磨 件,然后对金属陶瓷复合耐磨件二次浇铸球墨铸铁制备出复合磨辊,较高铬铸铁整体浇铸 磨辊降低成本,但使用后的磨辊也不能堆焊使用,废旧磨辊再次回炉使用成本较高。对于用 户来说,虽然金属陶瓷磨辊使用可以实现原堆焊材料的2-3倍,但是后期不能堆焊再次使用 成为两种工艺存在的缺点,再次采购金属陶瓷复合磨辊又需要大量的资金成本,该问题成 为产品不能普遍推广的重要原因。采用可拆卸结构的金属陶瓷复合磨辊可以通过拆卸并更 换辊芯表面的具有耐磨层的辊皮衬板实现磨辊的可修复,但是辊皮衬板不易加工,导致辊 皮衬板与辊芯配合质量差,工作时易产生震动,甚至导致辊皮衬板断裂,造成磨辊报废。
技术实现要素:
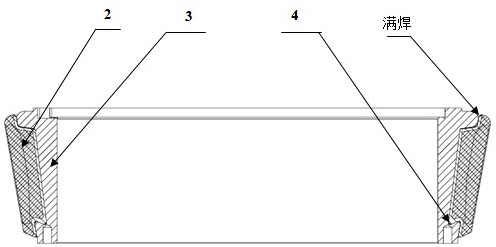
发明目的:本发明的目的是为了解决现有技术中的不足,提供一种易加工、可修复 高耐磨金属陶瓷复合磨辊的制造方法,其磨辊后期磨损后,无需更换辊芯,可以打磨焊缝, 将磨损严重的辊皮衬板拆掉;磨辊工作面由耐磨合金和金属陶瓷复合材料交错构成,呈蜂 窝状,具有双重耐磨性能。 技术方案:本发明所述的一种易加工、可修复高耐磨金属陶瓷复合磨辊的制造方 法,包括如下步骤: (1)将粒径为8-20目的陶瓷颗粒进行表面金属化预处理; (2)将预处理后的陶瓷颗粒与粘结剂按一定比例均匀混合,其中粘结剂的加入量是陶 4 CN 111590053 A 说 明 书 2/5 页 瓷质量的2%-8% ; (3)在步骤(2)混合物中加入一定比例陶瓷粉末并混合均匀,得颗粒混合物,其中,陶瓷 粉末的粒径为200-500目,加入量是混合物质量的1%-10% ; (4)将步骤(3)颗粒混合物均匀装入泡沫陶瓷舟模具,紧实后陶瓷舟整体放入干燥箱中 50℃-200℃干燥24-72小时,干燥出箱后脱模后得陶瓷预制件; (5)将步骤(4)陶瓷预制件固定在辊皮衬板铸型型腔表面,将砂箱放置在震动平台上, 然后顺次浇注耐磨合金金属液、碳钢金属液两种材料,耐磨合金金属液优先浸渗陶瓷预制 体,碳钢再与耐磨合金呈冶金结合,得到由工作面垂直向下分别为陶瓷预制件/耐磨合金/ 碳钢三层的金属陶瓷辊皮衬板; (6)将步骤(5)金属陶瓷辊皮衬板进行热处理,使其工作表面硬度达到58-62HRC,将热 处理后的金属陶瓷辊皮衬板进行机加工; (7)熔炼母体金属材料形成金属液,然后浇注进入铸型型腔,得到磨辊辊芯,将步骤(6) 加工后的金属陶瓷辊皮衬板小头装配在设有卡槽的辊芯小头内,使用圆周卡箍将金属陶瓷 辊皮衬板固定在辊芯圆周面,并与辊芯大头进行满焊焊接,焊接完成后拆掉卡箍,得到金属 陶瓷辊皮衬板与辊芯复合的易加工、可修复高耐磨金属陶瓷复合磨辊。 进一步的,所述的陶瓷颗粒金属化预处理是将陶瓷颗粒表面包覆铜粉、钛粉、镍粉 或任意两种的混合物。 进一步的,所述陶瓷颗粒为氧化铝、氧化锆、碳化硅、碳化钛、碳化钨、氮化钛中的 一种或任意几种的组合。 进一步的,所述粘结剂为硅溶胶、水玻璃、铝溶胶、碳酸钠、聚乙烯醇、酚醛树脂中 的一种或任意几种的组合。 进一步的,所述陶瓷粉末为碳化硼、碳化硅、氧化钇中的一种或任意几种的组合。 进一步的,所述耐磨合金金属液为高铬铸铁或高锰钢。 进一步的,所述碳钢金属液为低碳钢或中碳钢。 进一步的,所述母体金属材料为球墨铸铁、低碳钢或中碳钢中的一种。 进一步的,所述金属陶瓷辊皮衬板的大头设有焊接坡口。 进一步的,所述陶瓷预制件表面呈蜂窝状或网格状,预制件厚度为10-60mm,陶瓷 预制件表面为平面或曲面。 有益效果:本发明的有益效果如下: (1)辊皮衬板非加工面为普通铸钢材料,容易加工,内弧安装面采用凹槽状结构,和辊 芯装配时可以减少打磨面积,降低生产成本; (2)辊芯采用普通金属材料,硬度低,容易加工,大大降低机加工成本; (3)磨辊后期磨损后,无需更换辊芯,可以打磨焊缝,将磨损严重的辊皮衬板拆掉,安装 更换新的辊皮衬板后焊接即可,可实现陶瓷磨辊的可修复,大大降低磨辊的采购成本; (4)磨辊工作面由耐磨合金、碳钢和金属陶瓷复合材料交错构成,呈蜂窝状,具有双重 耐磨性能,较高铬铸铁磨辊寿命提高至2倍以上; (5)可以解决金属陶瓷复合磨辊不好修复的难题,同时降低生产成本。 5 CN 111590053 A 说 明 书 3/5 页 附图说明 图1为本发明复合磨辊的结构剖视图; 图2为本发明复合磨辊的立体结构示意图; 图3为本发明蜂窝状陶瓷预制件的结构示意图; 图4为图3的结构剖视图; 图5为本发明辊皮衬板的结构示意图; 图6为图5的结构剖视图; 图7为本发明辊芯的结构示意图; 图8为图7的结构剖视图; 图9为本发明卡箍的结构示意图。











