
技术摘要:
本发明公开了一种防火墙橡胶件,涉及汽车配件技术领域,包括:骨架、橡胶件、隔音夹层。隔音夹层具有橡胶垫片和金属层,橡胶垫片包覆金属层。通过检测橡胶垫片包裹金属层形成隔音夹层的结构的隔音效果,得出了与不带金属层的隔音夹层(多层不带金属层的橡胶垫片)相比, 全部
背景技术:
在汽车的线束布置中,发动机舱线束需要穿过防火墙的钣金件到达车室内,具体 的,线束需要穿过防火墙的钣金孔。设计在侧围内板上若不采用任何防护,存在线束会与钣 金件干涉的问题,从而影响整车的安全性以及功能的可靠性。 现有设计采用防火墙橡胶件实现线束与钣金件之间的防护,防火墙橡胶件的外侧 边缘与钣金件上的钣金孔的孔壁通过卡接的方式配合在一起,防火墙橡胶件具有沿其轴开 设的供线束穿过的通孔。通过防火墙橡胶件对线束进行穿过钣金孔防护。随着汽车行业的 发展,主要由高转速发动机,三缸发动机的大量使用,对于NVH(噪声、振动与声振粗糙度)特 性的要求也越来越引起重视。 现有的防火墙橡胶件往往单纯是单个橡胶件与骨架相连构成,比如专利号 CN201521061907.5公开的一种发动机上的防火墙护套,包括橡胶件与连接在橡胶件上的骨 架,橡胶件具有沿其轴开设的供线束穿过的通孔,骨架套在通孔外,骨架与橡胶件可拆卸连 接,骨架包括上半架与下半架,上半架与下半架之间通过卡连固定。将骨架设计成分离可拆 卸可固定安装的上半架与下半架。因此可以将线束整体之间穿过橡胶件后,在将上半架与 下半架固定连接安装到橡胶件上。可以使得线束整体简单方便的穿过,同时能够牢固稳定 的固定在钣金件上,不容易脱落。但是,由于采用单层橡胶件,隔音性能有待提高。
技术实现要素:
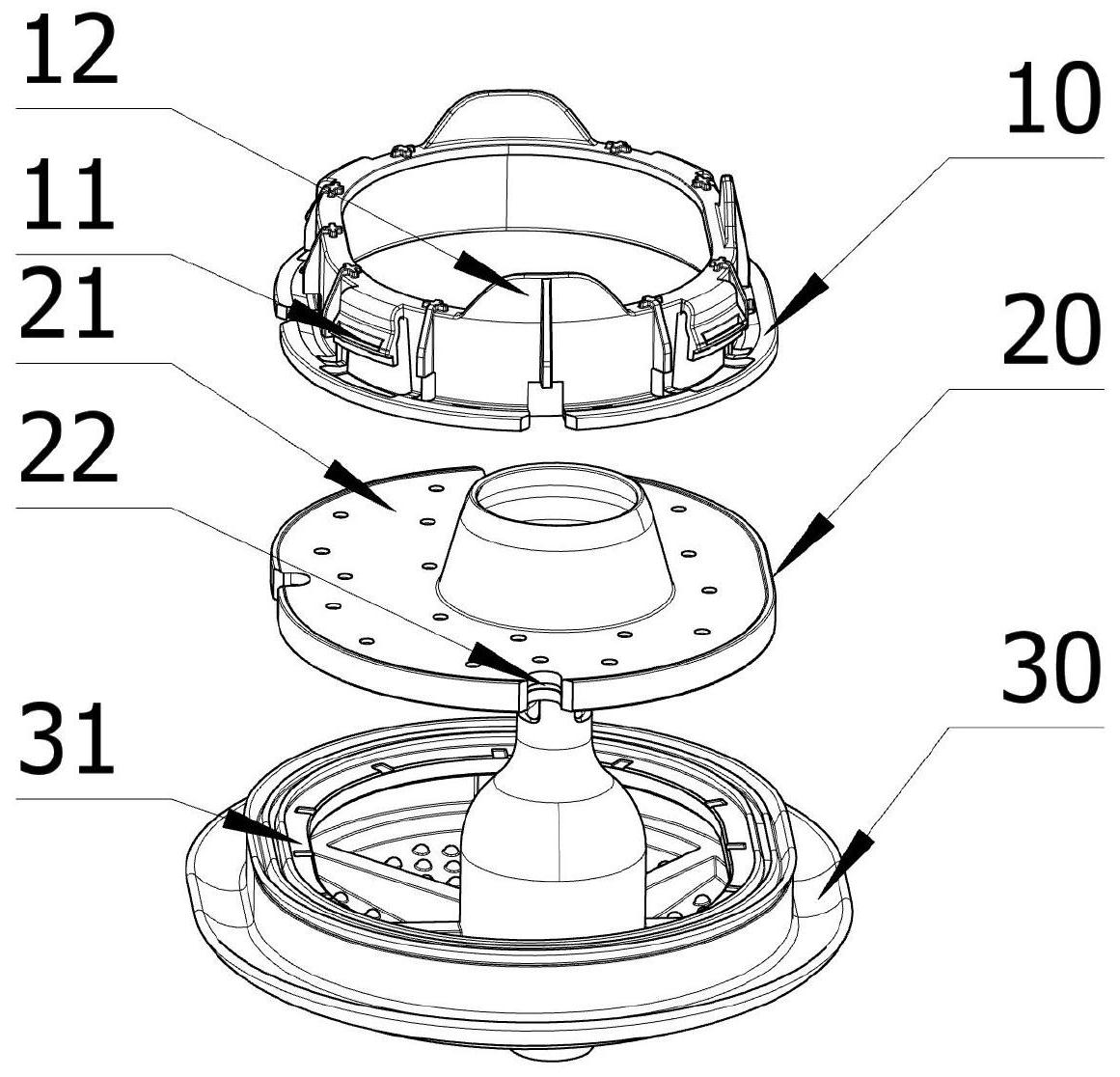
本发明目的之一是解决现有技术中采用单层橡胶件会导致隔音性能差的问题。 本发明目的之二是提供一种隔音夹层制作方法 本发明目的之三是提供一种防火墙橡胶件制作方法。 为达到上述目的之一,本发明采用以下技术方案:一种防火墙橡胶件,其中,包括: 骨架;橡胶件,所述橡胶件与所述骨架可拆卸连接;隔音夹层,所述隔音夹层设置在所述骨 架与所述橡胶件之间,所述隔音夹层具有:橡胶垫片;金属层,所述橡胶垫片包覆所述金属 层。所述金属层为薄片状。 进一步地,在本发明实施例中,所述金属层为钣金片。 进一步地,在本发明实施例中,所述橡胶垫片覆盖在所述金属层的上下端面上。 更进一步地,在本发明实施例中,所述覆盖在所述金属层上端或下端面的橡胶垫 片厚度为2~2.5mm。通过限定每层橡胶垫片厚度,以保证不会对成型加工造成影响。 进一步地,在本发明实施例中,所述橡胶垫片上具有凹点和/或凸点。通过橡胶垫 片上的凸点,能够有利于增加橡胶垫片的抗压强度,以抵抗外力带来对橡胶垫片的形变影 响,增加本申请装置的整体稳定性,减少震幅,加强隔音效果。而通过橡胶垫片上的凹点,则 能通过凹点内的空气缓冲声波的弹性,以加强隔音效果。在凹点内加填多孔性吸声材料,则 3 CN 111605499 A 说 明 书 2/4 页 可减少共振而提高橡胶垫片的隔声量。因凹点构成的空气层而增加的隔声量在一定范围内 同空气层厚度成正比。 进一步地,在本发明实施例中,所述橡胶件与所述橡胶垫片采用的材料为丁基橡 胶和/或EVA/EPDM。 进一步地,在本发明实施例中,所述橡胶件为盘状结构,所述橡胶件外边缘设有向 内延伸的翻边,所述翻边具有弹性,通过该翻边实现对骨架外边缘的限位包覆,使得骨架的 外边缘被夹持固定在橡胶垫片与翻边之间。 进一步地,在本发明实施例中,所述骨架具有:卡扣,所述卡扣位于所述骨架的外 侧面,该卡扣用于固定在防火墙的钣金件上,所述骨架还设有三个轴向向外延伸的曲板,三 个曲板分别设置在两个相邻的卡扣之间,以所述曲板作为引导卡扣卡入防火墙钣金件的引 导部。 进一步地,在本发明实施例中,所述骨架采用聚酰胺树脂制成。 进一步地,在本发明实施例中,所述橡胶件的外边缘内外至少设有贴合固定防火 墙钣金件的密封条。以加强隔音效果和防水性能。 本发明的有益效果是: 本发明通过实验检测橡胶垫片包裹金属层形成隔音夹层的结构的隔音效果,得出 了与不带金属层的隔音夹层相比,在同一环境下,处于60分贝的噪声中,不带有金属层的隔 音夹层的隔音效果为53分贝,而带有金属层的隔音夹层的隔音效果为52.2分贝;同样处于 在同一环境下,处于80分贝的噪声中,不带有金属层的隔音夹层的隔音效果为74分贝,而带 有金属层的隔音夹层的隔音效果为73.4分贝。 本申请相比于不带金属层的隔音夹层的隔音效果,在不带金属层的隔音夹层基础 上,再降低0.6~0.8dB。 并且由于这种结构导致金属层将橡胶垫片一分为二,变相增加了一层隔音橡胶, 不仅使得厚度隔音夹层增加了,而且还形成了三层隔音结构,相比于直接加厚隔音夹层的 厚度造成的加工成型困难,和整体式多层隔音夹层(超过两层)设计,造成的模具设计及加 工困难,本发明无疑能够在保证更好隔音效果的情况下,还能够不影响零件的生产加工,具 备批量生产的可行性。 为达到上述目的之二,本发明采用以下技术方案:一种隔音夹层制作方法,其中, 包括以下步骤: 冲压,金属层采用冷加工工艺冲压成片状; 包覆,将冲压成型的金属层放入至橡胶模具中,之后在金属层外表面包上橡胶材 料形成橡胶垫片包覆住金属层的结构。 为达到上述目的之三,本发明采用以下技术方案:一种防火墙橡胶件制作方法,其 中,包括上述目的之二所述的隔音夹层制作方法。 附图说明 图1为本发明实施例防火墙橡胶件的结构示意图图。 图2为本发明实施例隔音夹层的结构示意图。 图3为本发明实施例橡胶件的俯视示意图。 4 CN 111605499 A 说 明 书 3/4 页 图4为本发明实施例骨架的俯视示意图。 图5为本发明实施例防火墙橡胶件安装完成后的示意图。 附图中 10、骨架 11、卡扣 12、曲板 2、隔音夹层 21、橡胶垫片 211、凹点 22、金属层 30、橡胶件 31、翻边











