
技术摘要:
本发明公开了碳纤维复合芯的生产工艺及大张力高频复合芯导线系统,其中碳纤维复合芯的生产工艺,包括以下步骤:S1:重排:将碳纤维和增强纤维通过过线板进行重排;S2:浸入树脂:将所述碳纤维和所述增强纤维浸入树脂;S3:碳纤维分次预固化:将浸入树脂的所述碳纤维选 全部
背景技术:
碳纤维复合芯导线(ACCC)是一种新型架空输电线路用导线,重量轻、耐拉伸、热稳 定性好、弛度小、单位面积通流能力强和抗腐蚀是其突出特点。特别适合于滨海、矿山地区 腐蚀强度大、污秽强度高、导线易舞动的使用环境。能够满足建设资源节约型、环境友好型 电网的要求,在电网输电线路中具有良好的应用前景。 但是随着线路档距提升,以及弧垂要求的减少,原有的碳纤维复合芯导线无法满 足要求,尤其对于传输高频信号的导线而言。 因此有必要设计一种碳纤维复合芯的生产工艺及大张力高频复合芯导线系统,提 高导线的拉断力,降低线路弧垂。
技术实现要素:
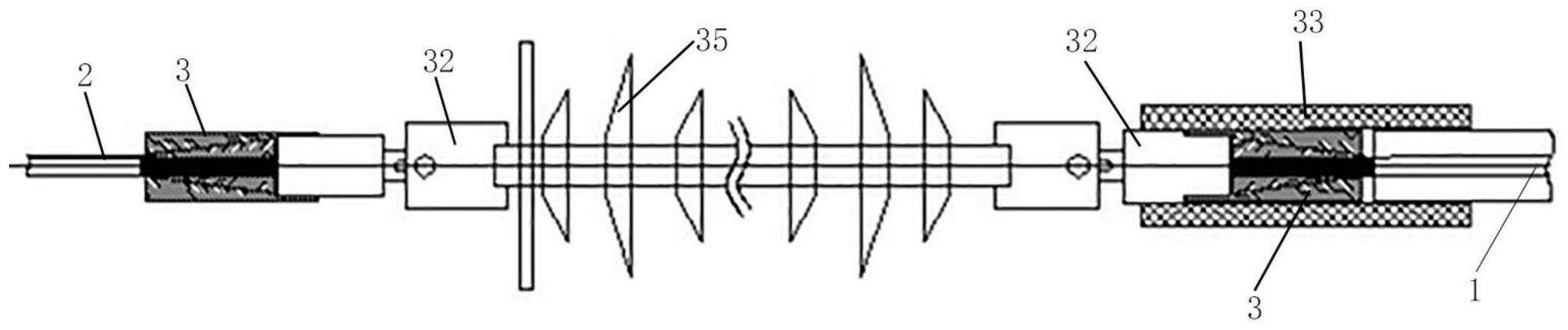
为解决现有技术存在的问题,本发明提供碳纤维复合芯的生产工艺及大张力高频 复合芯导线系统。 实现本发明目的的技术方案是:碳纤维复合芯的生产工艺,包括以下步骤: S1:重排:将碳纤维和增强纤维通过过线板进行重排; S2:浸入树脂:将所述碳纤维和所述增强纤维浸入树脂; S3:碳纤维分次预固化:将浸入树脂的所述碳纤维选取1/3的碳纤维通过预加热和 第一预成型模具制成第一碳纤维束;将剩余碳纤维圆周排布在第一碳纤维外并通过预加热 和第二预成型模具制成第二碳纤维层; S4:增强纤维固化:将浸入树脂的所述增强纤维圆周排布在所述第二碳纤维层外 通过固化模具固化制成碳纤维复合芯; S5:二次固化:将碳纤维复合芯通过高温二次固化; S6:收线上盘:冷却后收线。 所述步骤S1中,将所述碳纤维和所述增强纤维采用无张力放线从放线架放出,放 线过程中避免碳纤维和增强纤维与地面接触。将所述碳纤维和所述增强纤维采用过线板进 行重排;所述碳纤维设置在所述过线板中部的过线孔中;所述增强纤维设置在所述过线板 两侧的过线孔中;所述碳纤维每孔一根;所述增强纤维每孔一或两根;所述过线板上设有至 少6层过线孔。所述增强纤维采用玻璃纤维、玄武岩纤维和聚酯纤维其中的至少一种。对碳 纤维和增强纤维进行重排方便对碳纤维和增强纤维的加工。 所述步骤S2中,所述碳纤维和所述增强纤维通过过线板后,分别从浸入树脂的压 辊下通过;每层过线孔设有一层对应的压辊。采用压辊进行树脂浸入,结构简单,操作方便, 节约成本,浸入更加均匀。 3 CN 111584121 A 说 明 书 2/7 页 所述步骤S3中,采用碳纤维集纱器将剩余碳纤维圆周排布在第一碳纤维束外形成 第二碳纤维层;所述碳纤维集纱器上设有若干圈围绕碳纤维集纱器中心圆周分布的碳纤维 通过孔。分次预固化可减小多根碳纤维在一次预固化时,模具中多余树脂挤出时的挤出压 力,防止由于挤出压力过大导致纤维束膨胀,最终导致复合芯表面碳纤维外露;采用碳纤维 集纱器对碳纤维进行排布,操作方便,排布均匀,可使得在第二预成型模具中多余树脂挤出 时,挤出压力的均匀,进一步防止由于局部挤出压力过大导致纤维束局部膨胀,最终导致复 合芯表面碳纤维外露。预固化的温度均为75~80℃。所述第一碳纤维束和第二碳纤维层在 第一预成型模具和第二预成型模具内的碳纤维体积分数为55~60%。 所述步骤S4中,采用增强纤维集纱器将浸入树脂的所述增强纤维圆周排布在所述 第二碳纤维层外,所述增强纤维集纱器中心设有适于通过第二纤维束的第二纤维束通过 管,所述第二纤维束通过管中心孔尺寸与第二预成型模具孔尺寸相同;所述增强纤维集纱 器上设有若干圈围绕增强纤维集纱器中心圆周分布的增强纤维通过孔;所述第二碳纤维通 过管的长度远大于碳纤维通过孔的长度,且除与增强纤维集纱器底部连接部分外,呈细长 的锥形,便于伸入固化模具口。所述在第二纤维束通过管中的第二碳纤维层的碳纤维体积 分数为55~60%。通过增强纤维集纱器对增强纤维进行排布,操作方便,排布均匀;第二纤 维束通过管伸入固化模具口可对发生膨胀的碳纤维束进一步进行约束,提高其圆整度,进 一步减少复合芯表面碳纤维外露的发生。 所述步骤S5中,所述二次固化采用高温烘箱。经过二次固化,可有效降低复合芯中 的热应力。 所述步骤S6中,在所述碳纤维复合芯在牵引下冷却后,收线上盘后将所述碳纤维 复合芯导线放出经过复绕盘复绕再次上盘;所述复绕盘直径为碳纤维复合芯直径的80-100 倍,复合芯与复绕盘的接触角度为180°。冷却采用自然冷却或强制风冷,上线盘内筒直径不 小于1800mm。碳纤维复合芯复绕上盘,可检测复合芯中的缺陷,防止施工架线过程中复合芯 断裂。同时上线盘内筒直径大,弯折力小,进一步防止了断裂。 本发明还提供一种大张力高频复合芯导线系统,包括通过套接机构套接的第一复 合芯导线和第二复合芯导线;所述第一复合芯导线包括第一缆芯和包裹在第一缆芯外的铝 线护套;所述第二复合芯导线包括第二缆芯和包裹在第二缆芯外的第二护套;所述第一缆 芯和第二缆芯均采用碳纤维复合芯;所述碳纤维复合芯采用上述的碳纤维复合芯的生产工 艺生产而成;所述碳纤维复合芯包括碳纤维热固性基体复合芯和包裹在碳纤维热固性基体 复合芯外的增强纤维层。本发明采用碳纤维复合芯作为导线内芯,所述第一复合芯导线和 第二复合芯导线的拉断力均超过500kN,且相互之间偏差不超过±5%,通过套接机构连接, 抗拉强度高,不易拉断,能够适应多种使用环境。 进一步地,所述第二护套,可采用与第一复合芯导线相同的铝线层或者挤包或者 绕包耐紫外高分子塑料层。 所述增强纤维层采用玻璃纤维、玄武岩纤维和聚酯纤维其中的至少一种。 所述套接机构包括适于套接所述第一缆芯的第一套接端和适于套接所述第二缆 芯的第二套接端;第一套接端和第二套接端均包括紧固件和耐张钢锚;所述紧固件的一端 与耐张钢锚固定连接;所述第一套接端的耐张钢锚与所述第二套接端的耐张钢锚通过导线 固定连接。通过包括紧固件和耐张钢锚的第一套接端和第二套接端连接第一缆芯和第二缆 4 CN 111584121 A 说 明 书 3/7 页 芯,固定牢固,不易脱落。 所述第一套接端外套设有耐张铝管,所述耐张铝管与紧固件和耐张钢锚均与耐张 铝管过盈配合。本发明的第一套接端外套设有与紧固件和耐张钢锚过盈配合的耐张铝管, 进一步加强了紧固件的固定性能,同时增加了密封性,防止线材端口腐蚀。 第二缆芯的接线端包裹有耐候热缩管或冷缩管密封包裹,避免日照照射到碳纤维 复合芯上,保证碳纤维复合芯的结构强度,延长使用寿命。 所述紧固件包括锲形夹芯和与所述锲形夹芯配合的锲形夹座;所述锲形夹芯为圆 锥形;所述锲形夹芯沿轴线设有适于通过碳纤维复合芯的安装孔;所述锲形夹座沿轴线设 有直径逐渐减小的紧固孔。本发明的紧固件采用锲形夹座和与锲形夹座配合的锲形夹芯, 在使用过程中,锲形夹芯向内形变,对线材进行进一步地夹紧固定,固定方便,牢固,不易脱 落。 所述第一套接端的耐张钢锚与第二套接端的耐张钢锚间的导线外套设有绝缘件。 方便导线转接处的安装,防止接地。 本发明还提供一种碳纤维集纱器,所述碳纤维集纱器中心设有适于第一碳纤维束 通过的碳纤维中心孔;所述碳纤维集纱器上设有若干圈围绕碳纤维集纱器中心圆周分布的 碳纤维通过孔。 本发明还提供一种增强纤维集纱器,增强纤维集纱器中心设有向一侧延伸的适于 通过第二碳纤维层的第二碳纤维通过管;所述碳纤维集纱器上设有若干圈围绕增强纤维集 纱器中心圆周分布的增强纤维通过孔。 本发明还提供第一复合芯导线的生产工艺为:将高强度铝合金杆通过型线拉丝模 具拉制成为高强铝合金型线,将所述高强度铝合金型线与所述碳纤维复合芯同心通过绞合 设备绞合制成第一缆芯;在所述绞合设备的并线模具前依次设有强化变形设备和预成型设 备;所述强化变形设备包括两组平行的过线轮。每组过线轮3~5只,所述过线轮交错设置; 两组所述过线轮相对高度可调节,方便调节大张力复合芯导线的变形程度。 本发明还提供第二复合芯导线的生产工艺为:在所述碳纤维复合芯外挤出第二护 套;所述第二护套为交联聚乙烯材料,挤出时采用交联工序挤出。 采用了上述技术方案,本发明具有以下的有益效果: (1)本发明的生产工艺生产速度快,对设备要求不高,方便应用,可用于生产大直 径的碳纤维复合芯,防止复合芯表面碳纤维外露,生产的碳纤维复合芯抗拉性能抗拉强度 ≥2600MPa,拉断力大,可提高导线的拉断力,降低线路弧垂。 (2)分次预固化可减小多根碳纤维在一次预固化时,模具中多余树脂挤出时的挤 出压力,防止由于挤出压力过大导致纤维束膨胀,最终导致复合芯表面碳纤维外露;采用碳 纤维集纱器对碳纤维进行排布,操作方便,排布均匀,可使得在第二预成型模具中多余树脂 挤出时,挤出压力的均匀,进一步防止由于局部挤出压力过大导致纤维束局部膨胀,最终导 致复合芯表面碳纤维外露。 (3)通过增强纤维集纱器对增强纤维进行排布,操作方便,排布均匀;第二碳纤维 通过管伸入固化模具口可对发生膨胀的碳纤维束进一步进行约束,提高其圆整度,进一步 防止复合芯表面碳纤维外露现象的发生。 (4)通过二次固化,可改善复合芯中的热应力分布,降低残存热应力。 5 CN 111584121 A 说 明 书 4/7 页 (5)本发明的碳纤维复合芯复绕上盘,可检测复合芯中的缺陷,防止施工架线过程 中复合芯断裂。同时上线盘内筒直径大,弯折力小,进一步防止了断裂。 (6)本发明的大张力高频复合芯导线系统采用碳纤维复合芯作为导线内芯,通过 套接机构连接,抗拉强度高,不易拉断,能够适应多种使用环境。 (7)本发明通过包括紧固件和耐张钢锚的第一套接端和第二套接端连接第一缆芯 和第二缆芯,固定牢固,不易脱落。 (8)本发明的紧固件包括锲形夹芯和与所述锲形夹芯配合的锲形夹座,碳纤维复 合芯固定在锲形夹芯内,通过锲形夹座与耐张钢锚固定,在拉力的作用下随着时间会越来 越牢固,不会松脱。 (9)本发明的第一套接端的耐张钢锚与第二套接端的耐张钢锚间的导线外套设有 绝缘件,方便导线的安装,防止接地,影响高频信号传输。 附图说明 为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对 本发明作进一步详细的说明,其中 图1为本发明的第一复合芯导线的结构示意图。 图2为本发明的第二复合芯导线的结构示意图。 图3为本发明的结构示意图。 图4为本发明的套接机构结构示意图。 图5为本发明的设有耐张铝管和衬管的套接机构的结构示意图。 图6为本发明的碳纤维集纱器的结构示意图。 图7为本发明的碳纤维集纱器的侧视图。 图8为本发明的增强纤维集纱器的结构示意图。 图9为本发明的增强纤维集纱器的侧视图。 图10为本发明的强化变形设备的结构示意图。 附图中标号为:第一复合芯导线1,第二复合芯导线2,套接机构3,紧固件31,锲形 夹芯311,锲形夹座312,耐张钢锚32,耐张铝管33,衬管34,绝缘件35,碳纤维集纱器4,碳纤 维通过管41,碳纤维通过孔42,增强纤维集纱器5,第二碳纤维通过管51,增强纤维通过孔 52,强化变形设备6。











