
技术摘要:
本发明实施例提供一种贵金属制品及形成方法。通过在依次层叠的不同材料的零件之间形成扩散阻挡材料层,并轧制各零件,在各零件之间形成能够阻止材料相互扩散的扩散阻挡层,最终形成由扩散阻挡层隔离的间隔设置的多个子图案组成的贵金属制品。本发明实施例通过在各子图 全部
背景技术:
随着人们审美水平不断提高,单一颜色的贵金属制品已经不能满足市场的需求。 因此,如何通过加工使至少两种颜色贵金属形成清晰图案成为亟待解决的技术问题。
技术实现要素:
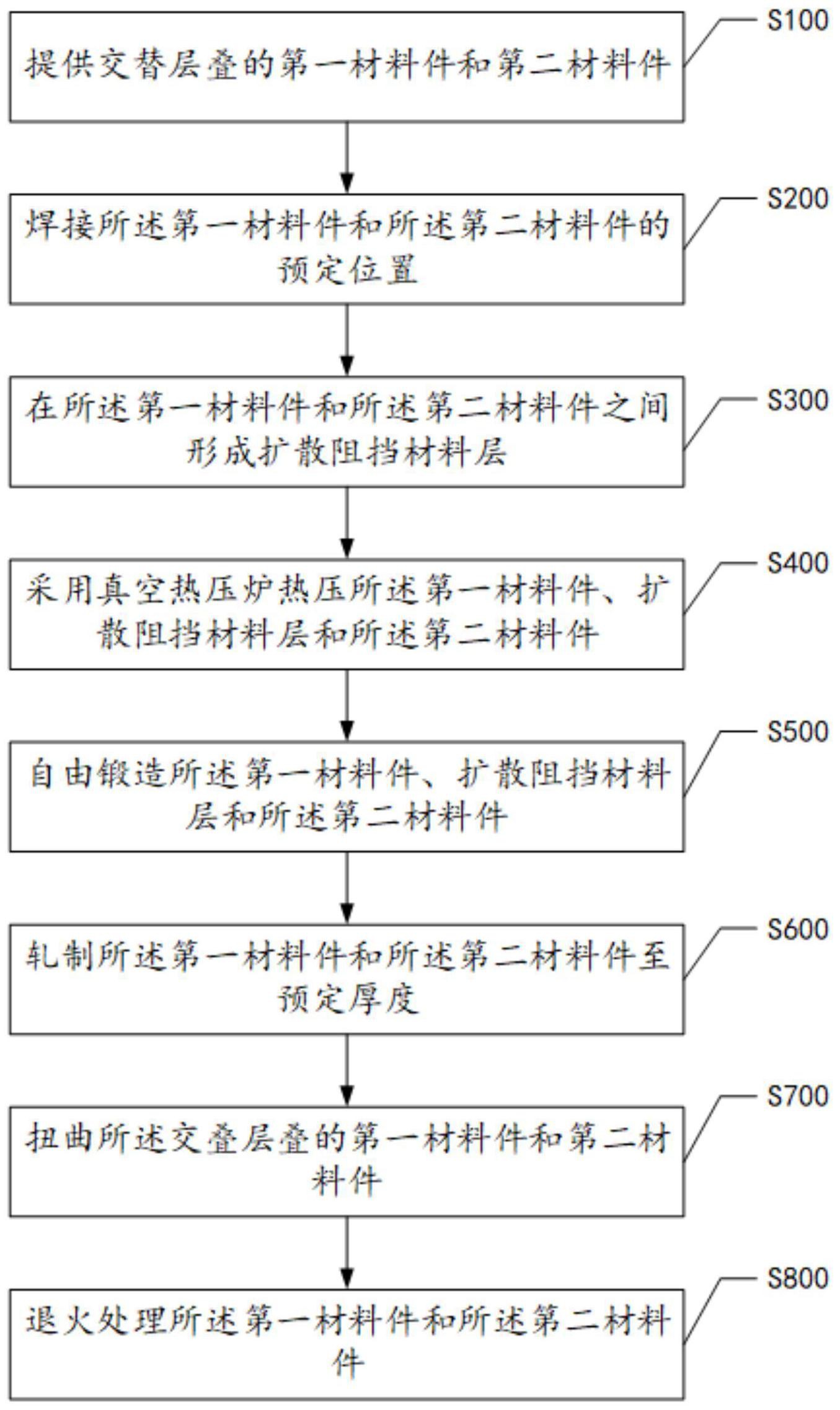
有鉴于此,本发明的目的在于提供一种贵金属制品以及贵金属制品的形成方法, 以使贵金属制品具有由不同材质的贵金属组成的清晰图案。 第一方面,本发明实施例提供一种贵金属制品的形成方法,所述形成方法包括: 提供交替层叠的至少两种不同材料的零件; 在所述各零件之间形成扩散阻挡材料层;以及 轧制所述零件至预定厚度,使各零件连接一体,形成新的零件,所述新的零件具有 图案; 其中,所述图案由间隔设置的多个子图案形成,各所述子图案之间具有扩散阻挡 层; 其中,相邻子图案由不同材料形成。 优选地,所述提供交替层叠的至少两种不同材料的零件具体为:提供交替层叠的 第一材料件和第二材料件; 在所述各零件之间形成扩散阻挡材料层具体为:在所述第一材料件和所述第二材 料件之间形成扩散阻挡材料层;以及 轧制所述零件至预定厚度具体为:轧制所述第一材料件和所述第二材料件至预定 厚度,以形成依次排列的第一图案、扩散阻挡层以及第二图案; 其中,所述第一图案的材料为第一材料,所述第二图案的材料为第二材料。 优选地,在所述第一材料件和所述第二材料件之间形成扩散阻挡材料层包括: 采用电镀工艺在所述第一材料件和所述第二材料件之间形成扩散阻挡材料层; 和/或 采用气相沉积工艺在所述第一材料件和所述第二材料件之间形成扩散阻挡材料 层。 优选地,所述采用电镀工艺在所述第一材料件和所述第二材料件之间形成扩散阻 挡材料层包括: 采用多元极化液浸泡所述第一材料件和所述第二材料件,以在所述第一材料件和 所述第二材料件之间填充所述多元极化液; 采用高频脉冲电流处理,以还原所述多元极化液中的阳离子,在所述第一材料件 和所述第二材料件之间形成扩散阻挡材料层。 4 CN 111605353 A 说 明 书 2/8 页 优选地,所述多元极化液包括钴盐、镍盐、铂盐以及铜盐中的一种或多种; 所述扩散阻挡材料层的材料包括钴、镍、铂以及铜中的一种或多种。 优选地,所述第一材料和所述第二材料的颜色不同; 其中,所述第一材料为金、银、铂以及钯中的一种或包括金、银、铂以及钯中至少一 种的合金; 其中,所述第二材料为金、银、铂以及钯中的一种或包括金、银、铂以及钯中至少一 种的合金。 优选地,所述扩散阻挡层包括所述扩散阻挡材料层和所述第一材料形成的第一固 溶体和/或所述扩散阻挡材料层和所述第二材料件形成的第二固溶体。 优选地,所述形成方法还包括: 焊接所述第一材料件和所述第二材料件的预定位置,以使所述第一材料件和所述 第二材料件固定连接; 采用真空热压炉热压所述第一材料件、扩散阻挡材料层和所述第二材料件; 自由锻造所述第一材料件、扩散阻挡材料层和所述第二材料件,以使所述第一材 料件和所述第二材料件的形变量为80%-500%; 扭曲所述交替层叠的第一材料件和第二材料件;以及 退火处理所述第一材料件和所述第二材料件,以消除应力。 优选地,所述第一材料件和所述第二材料件的尺寸相同; 其中,所述第一材料件和所述第二材料件的厚度为0.1mm-10mm。 第二方面,本发明实施例提供一种贵金属制品,所述贵金属制品具有图案,所述图 案由间隔设置的多个子图案形成,各所述子图案之间具有扩散阻挡层; 其中,相邻子图案由不同材料形成。 优选地,所述不同材料为第一材料和第二材料; 其中,所述第一材料和所述第二材料的颜色不同; 其中,所述第一材料为金、银、铂以及钯中的一种或包括金、银、铂以及钯中至少一 种的合金; 其中,所述第二材料为金、银、铂以及钯中的一种或包括金、银、铂以及钯中至少一 种的合金。 通过在依次层叠的不同材料的零件之间形成扩散阻挡材料层,并轧制各零件,在 各零件之间形成能够阻止材料相互扩散的扩散阻挡层,最终形成由扩散阻挡层隔离的间隔 设置的多个子图案组成的贵金属制品。本发明实施例通过在各子图案之间形成扩散阻挡 层,能够使各子图案之间的界限清晰,形成纹理清晰的图案花纹。 附图说明 通过以下参照附图对本发明实施例的描述,本发明的上述以及其它目的、特征和 优点将更为清楚,在附图中: 图1是本发明第一实施例的贵金属制品的形成方法的工艺流程图; 图2-图6是本发明第一实施例的形成方法的各步骤形成的结构示意图; 图7和图8是本发明第一实施例在扭曲后的工件的照片; 5 CN 111605353 A 说 明 书 3/8 页 图9是本发明第一实施例在扭曲后的工件的截面示意图; 图10是本发明第一实施例在轧制完成后的工件的照片; 图11-图12是本发明第二实施例的贵金属制品的照片; 图13-图14是本发明第二实施例的贵金属制品的示意图。 附图标记说明: 10第一材料件;20第二材料件;30焊点;40扩散阻挡材料层;10a第一图案;20a第二 图案;40a扩散阻挡层。











